控制棒驱动机构密封泄漏应对策略分析
2016-07-05 01:07:51中核核电运行管理有限公司浙江海盐314300
中国核电 2016年1期
李 云(中核核电运行管理有限公司,浙江 海盐 314300)
控制棒驱动机构密封泄漏应对策略分析
李 云
(中核核电运行管理有限公司,浙江 海盐 314300)
摘要:控制棒驱动机构耐压壳部件是反应堆冷却剂系统压力边界的薄弱环节,泄漏事故多发于此。针对此类问题,文章通过比较M310及AP1000控制棒驱动机构耐压壳密封结构,分析探讨了控制棒驱动机构密封泄漏的应对策略。
关键词:控制棒驱动机构;耐压壳;密封;泄漏;应对策略
CLC number: TM623 Article character: A Article ID: 1674-1617(2016)01-0067-04
控制棒驱动机构(CRDM)是反应堆的重要动作部件,通过它的动作带动控制棒组件在堆芯内上下抽插,以实现反应堆的启动、功率调节、停堆和事故情况下的安全控制[1],由驱动杆部件、钩爪部件、耐压壳部件、线圈部件和棒位指示器部件组成。其中,耐压壳部件是反应堆冷却剂系统压力边界的组成部分,属于核电站第二道安全屏障,必须确保压力边界的完整性。然而,统计资料显示,耐压壳是反应堆冷却剂系统压力边界的薄弱环节,泄漏事故多发于此,给核电厂安全造成重大隐患。本文通过对M310和AP1000压水堆核电机组控制棒驱动机构耐压壳部件的密封结构进行比较研究,分析探讨了控制棒驱动机构密封泄漏的应对策略。
1 设备结构
控制棒驱动机构布置在压力容器顶盖之上,如图1所示。驱动杆部件穿过顶盖进入压力容器内部与控制棒组件相连接;线圈部件套在耐压壳外部,通电后产生电磁力通过钩爪部件带动驱动杆运动,实现控制棒提升、下降及保持功能;棒位指示器位于驱动杆行程套管外部,用于探测驱动杆在行程套管中的位置;耐压壳与压力容器顶盖贯穿件相连,形成反应堆冷却剂系统的承压边界。
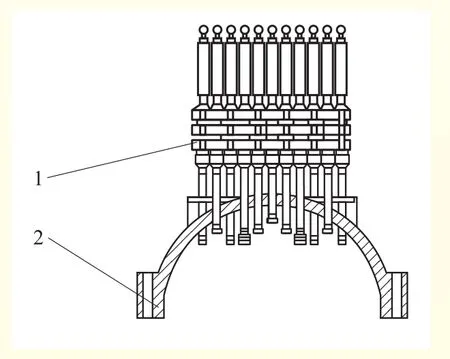
图1 控制棒驱动机构示意图Fig.1 Sketch of the structure of the control rod drive mechanism
1.1 M310耐压壳结构
M310控制棒驱动机构的耐压壳部件由驱动杆行程套管组件与密封壳组成。驱动杆行程套管的两端均采用梯形螺纹与下部的密封壳和上部的端塞相连并采用OMEGA型密封焊缝进行密封。密封壳与压力容器顶盖贯穿件也采用梯形螺纹及OMEGA型密封焊缝进行连接和密封,如图2所示。
1.2 AP1000耐压壳结构
AP1000采用盲孔深孔加工方式,使端塞和驱动杆行程套管成为一体化盲管;密封壳与压力容器顶盖贯穿件采用异种金属对接焊接形式成为一体化密封壳,如图3所示。驱动杆行程套管与密封壳之间通过梯形螺纹连接并使用OMEGA型密封焊缝密封[2-4]。
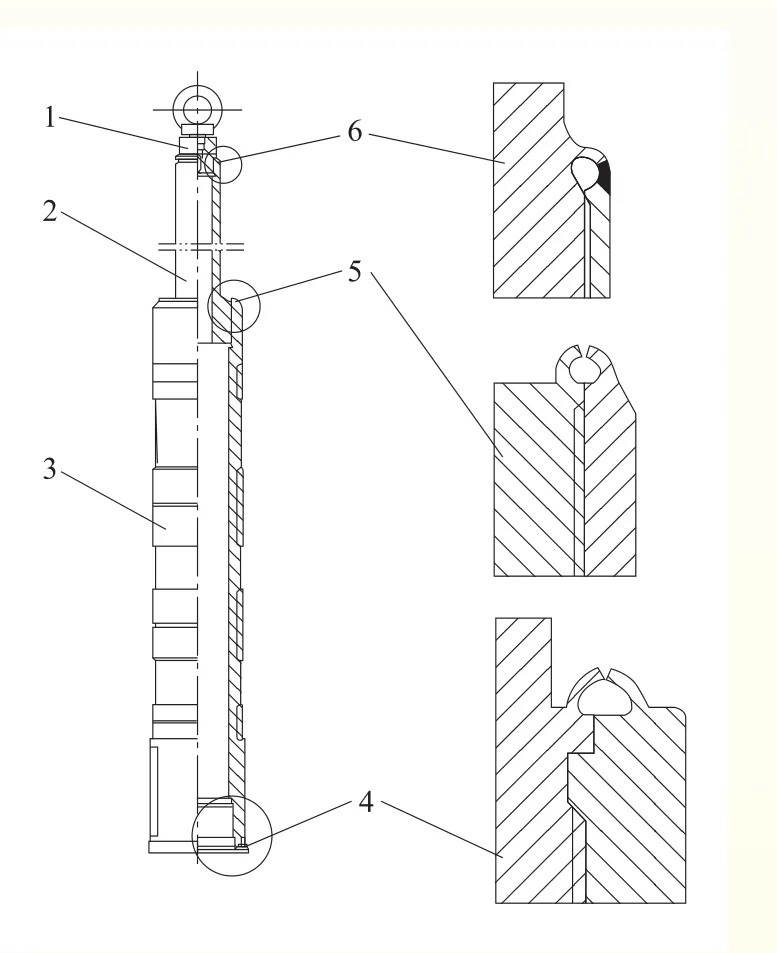
图2 M310 CRDM耐压壳结构示意图Fig.2 Sketch of the structure of the pressure housing assembly for M310 CRDM
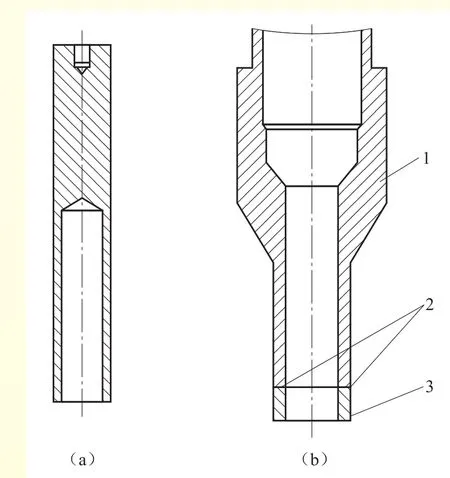
图3 AP1000 CRDM耐压壳结构示意图Fig.3 Sketch of the structure of the pressure housing assembly for AP1000 CRDM
1.3 结构比较
M310与AP1000压水堆控制棒驱动机构耐压壳部件结构比较,见表1。
对比发现,M310控制棒驱动机构耐压壳部件采用了上中下三处OMEGA型密封焊缝进行密封,而AP1000控制棒驱动机构耐压壳部件减少为一处OMEGA型密封焊缝结构。
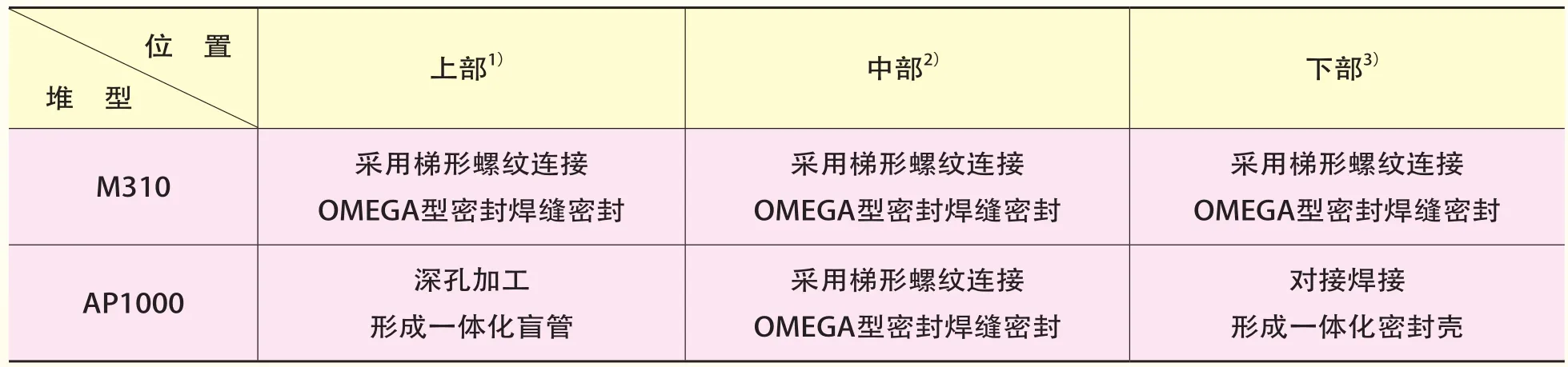
表1 M310与AP1000控制棒驱动机构耐压壳部件结构比较Table 1 Comparison of the structure of the pressure housing assembly of M310 & AP1000 CRDM
2 失效机理
国内外M310机组的运行经验及统计资料[5-6]显示,其控制棒驱动机构耐压壳部件上的OMEGA型密封焊缝是反应堆冷却剂系统压力边界的薄弱环节,泄漏事故多发于此,给核电厂安全造成了重大隐患。
目前,AP1000机组仍在建设中,但是其控制棒驱动机构耐压壳部件保留了一处OMEGA型密封焊缝,未来依然存在失效泄漏的风险。
OMEGA焊缝泄漏失效机理非常复杂。例如:加工过程中产生初始裂纹,焊接过程中产生初始裂纹,应力疲劳产生初始裂纹以及腐蚀原因产生初始裂纹等,都有可能产生泄漏。
国内外研究普遍认为[5-6]:应力腐蚀是OMEGA型密封焊缝发生泄漏的主要原因。应力腐蚀裂纹是指在足够大的拉伸应力和敏感的腐蚀环境影响下合金的裂纹扩展,是一个非常复杂的现象,必须具备三个条件才能发生,即对应力腐蚀敏感的材料、拉应力和腐蚀环境。
3 修复方法
3.1 整体更换法
控制棒驱动机构耐压壳部件的下部OMEGA型密封焊缝失效泄漏后,首先使专用OMEGA型密封焊缝切割机定位于耐压壳部件下部OMEGA焊缝处,通过切割机刀具旋转升降,远距离遥控自动切割作业。切割完成后,将耐压壳部件移除,再使用专用打磨工具对压力容器顶盖贯穿件进行打磨,修正焊缝坡口尺寸。然后,整体更换新的耐压壳备件。最后再使用专用OMEGA型密封焊缝焊机进行焊接。当耐压壳部件的上部或中部OMEGA型密封焊缝失效泄漏,也建议整体更换耐压壳备件。
3.2 堆焊法
堆焊技术(Overlay Welding)于1988年在美国由WSI公司和SI公司联合开发并应用,目前已作为一种通用维修技术广泛在美国核电厂实施。堆焊法是将专用自动焊机沿耐压壳部件向下定位至预定位置,通过远程控制使焊机机头升降旋转,直接在原OMEGA焊缝的基础上,堆焊2~3层与原焊缝材料有很好相容性的合金,重新建立承压边界。耐压壳部件上的各处OMEGA型密封焊缝泄漏均可采用堆焊技术修复[6]。
3.3 方法比较
目前,整体更换法与堆焊法是两种处理控制棒驱动机构OMEGA型密封焊缝泄漏问题的成熟方法,其优缺点比较见表2。

表2 整体更换法与堆焊法比较Table 2 Comparison between complete replacement and overlay welding
4 结论
M310耐压壳部件采用了上中下三处OMEGA焊缝密封,AP1000耐压壳部件仅采用了一处OMEGA焊缝密封结构,而根据资料显示[3]:同为第三代核电技术的EPR机组已取消了控制棒驱动机构耐压壳部件上的所有OMEGA型密封焊缝结构,采用法兰形式与压力容器顶盖贯穿件连接。
综上可见:在设计上,减少或取消控制棒驱动机构密封结构的OMEGA焊缝是降低甚至避免泄漏问题发生的一条重要途径。
另外,在方法上,整体更换法及堆焊法各有优缺点,可以根据实际情况,选择不同的方法或配合使用。但从核电站运行经济效益角度考虑,堆焊法优势明显并且便于进行预防性维修,防患于未然,推荐采用。
参考文献:
[1] 臧希年,申世飞. 核电厂系统及设备[M]. 北京:清华大学出版社,2003:40.(ZANG Xi-nian, SHEN Shi-fei. Nuclear Power Plant Systems and Equipment[M]. Beijing: Tsinghua University Press, 2003:40.)
[2] 周洁. 核反应堆控制棒驱动机构的结构及制造[J]. 装备机械,2010(4):32-35.(ZHOU Jie. Structure and Manufacture of Control Rod Drive Mechanism of Reactor[J]. Equipment Machinery, 2010(4):32-35.)
[3] 兰银辉,孙广,尤磊,等. CPR1000、AP1000和EPR控制棒驱动机构及材料差异分析[J]. 热处理技术与装备,2013,34 (4):35-40.(LAN Yin-hui, SUN Guang, YOU Lei, et. al. Differential Analysis among CPR1000, AP1000 and EPR Control Rod Drive Mechanism and Material[J]. Heat Treatment Technique and Equipment, 2013,34 (4),:35-40.)
[4] 周红,肖志,陶书生,等. 运行核电厂控制棒组件及其驱动机构异常事件的经验反馈[J]. 核安全,2013(1):19-35.(ZHOU Hong, XIAO Zhi,TAO Shu-sheng, et al. Experience Feedback of Abnormal Events of the Control Rod Assembly and Its Drive Mechanism in Nuclear Power Plants[J]. Nuclear Safety, 2013(1):19-35.)
[5] 郑晓敏. 岭澳核电厂L1号机组控制棒驱动机构泄漏问题[J]. 核安全,2007(2):25-29.(ZHENG Xiaomin. The Leakage Problem of CRDM in Unit 1 of Ling Ao NPP[J]. Nuclear Safety, 2007(2):25-29.)
[6] 吴江涛. 控制棒驱动机构密封焊缝缺陷修复技术研究[D]. 上海:上海交通大学,2008:3-29.(WU Jiangtao. Study on the Repairing Technique for Control Rod Drive Mechanism Seal Weld Defects [D]. Shanghai: Shanghai Jiao Tong University,2008:3-29.)
Analysis of the Strategy for the Sealing Leakage of the Control Rod Drive Mechanism
LI Yun
(CNNC Nuclear Power Operation Management Co., Ltd., Haiyan of Zhejiang Prov. 314300, China)
Abstract:The pressure housing assembly of the control rod drive mechanism is the weak point of the pressure boundary in the reactor coolant system. There have been frequent leakage accidents happened. For this type of leakage accidents, the paper analyses and discusses the solution for the sealing leakage of the control rod drive mechanism through comparison of the structure of the pressure housing assembly for the control rod drive mechanism of M310 and AP1000.
Key words:control rod drive mechanism; pressure housing assembly; sealing; leakage;strategy
中图分类号:TM623
文献标志码:A
文章编号:1674-1617(2016)01-0067-04
收稿日期:2015-10-25
作者简介:李 云(1982—),男,陕西安康人,工学硕士,工程师,现从事核电厂设备可靠性工作。
猜你喜欢
经济技术协作信息(2018年15期)2019-01-23 07:05:26
经济技术协作信息(2018年20期)2019-01-19 02:56:40
中文信息(2016年10期)2016-12-12 13:44:11
新闻前哨(2016年10期)2016-10-31 17:17:40
中国科技博览(2016年18期)2016-10-19 08:30:46
中国市场(2016年33期)2016-10-18 13:03:56
中国市场(2016年33期)2016-10-18 12:30:28
科技视界(2016年21期)2016-10-17 19:54:05
设备管理与维修(2016年6期)2016-03-16 02:22:09
河南科技(2014年18期)2014-02-27 14:15:01