轴承清洗流水线清洗液循环系统改造设计
2016-07-05 16:29陈立创
山东工业技术 2016年14期
摘 要:为了解决轴承清洗流水线的清洗液采用蒸汽加热存在的温控差、易蒸发及能耗大等弊端,对清洗液循环系统进行优化改造,加装电加热系统,改进清洗液循环形式。应用效果表明,采用电热系统后,清洗液在保温、控温及过滤等能力明显增强,清洗液的使用周期也大大延长。
关键词:轴承清洗;清洗液;电热系统;铁路货车
DOI:10.16640/j.cnki.37-1222/t.2016.14.007
在铁路货车再制造过程中,利用轴承清洗流水线对轴承进行拆解和重新装配。在流水线的脱脂和精洗两个工位,需要分别接入加热的清洗液对零部件进行高压冲洗,溶解并带走油脂。清洗液是一种加注了清洁剂的混合液体,在清洗轴承过程中是循环利用的。某工厂使用的货车轴承清洗流水线原来配套的清洗液为蒸汽加热方式。蒸汽加热的优点是热源接入迅速、液体温升快;缺点是需要配备热水锅炉,液体温度可控性差、能源利用率低,大量蒸汽气泡随液流进入水泵造成冲击与气蚀降低了水泵使用寿命,水汽翻腾带走大量液体也会加速清洗液的损耗。为了解决蒸汽加热的弊端,决定改为电加热,并对清洗液循环系统做优化改造。
1 设计思路
在脱脂工序,用加热的清洗液对加热的轴承进行灌洗,冲流出轴承内部的润滑脂及杂质,杂质经沉淀流入集污器,固态油脂经浮游进入集油器。而在精洗工序,用加热的清洗液对分解的零件进行浸洗和高压冲洗,进一步溶解润滑脂、清洗零件表面。两处工作的清洗液最终流回到液水箱循环再使用。
采用电加热方式首先要解决清洗液中的溶脂及污垢、污泥等杂质沉积粘附在加热管表面造成局部过热导致电热丝烧损或管子破裂。所以,需要对清洗液循环方式进行改造。基本思路是:针对脱脂和精洗分别设置了两套独立的清洗液循环、加热系统,增强清洗液循环系统的过滤能力。清洗液在液箱内加热后经水泵加压进入管道,输送给冲洗装置,冲洗后依次回流到一级沉淀池和二级过滤池,分离杂质、清除浮油,再回到液箱中。
2 主要结构
2.1 水泵
采用自吸式污水泵。为了保证使用性能,根据供水压力和流量要求,脱脂和精洗工位分别选用不同功率有水泵。
2.2 加热箱
箱体分为箱体和盖板,采用不锈钢制造,箱壁为夹层结构,内、外层之间填充聚氨酯硬泡,以达到保温目的。箱体设置有回流口、输液口、溢流口、排液口及注液口。排液口设置在底部,便于排放污液、污泥及杂质。溢流口和注液口布置在正常液面以上。回流口布置在液面之上并接近液面,利用回流清洗液在液体表面散射形成紊流,产生泡沫,使油脂与水分离后飘浮在液面。 输液口布置在距离箱体底部约400mm高度位置,与回流口斜对角分布。液体内部使用三个隔板围成 “之”字形结构,这样可以使得自流回来的清洗液到达输液口有较长的流动距离和足够时间分离气泡,沉淀杂质,吸收热能,也使得液体的交替使用合理有序。
2.3 电热管
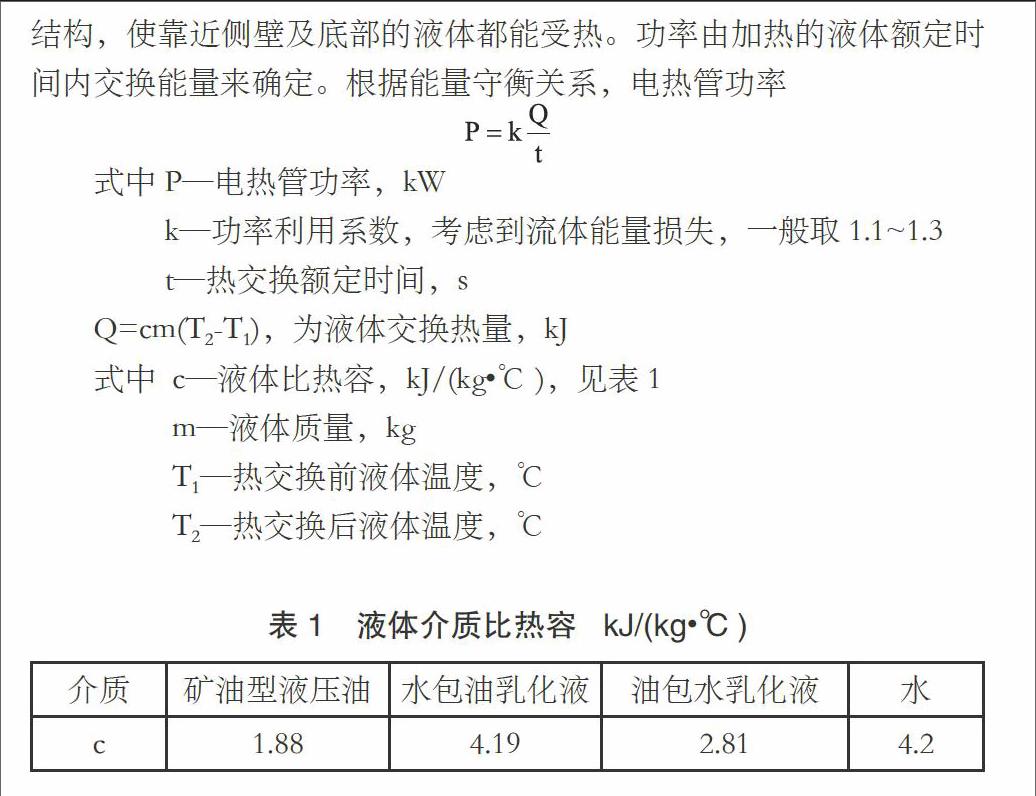
电热管由不锈钢管外壳、电阻丝和绝缘填充体、堵头等组成,均匀分布安装在箱体内两侧壁上,发热部分完全没入液体。它采用L形结构,使靠近侧壁及底部的液体都能受热。功率由加热的液体额定时间内交换能量来确定。根据能量守衡关系,电热管功率
由于清洗液中溶解了油脂,按照水包油乳化液的比热容计算。
2.4 过滤沉淀池
设置两级过滤沉淀池,目的是为了进一步沉降和过滤清洗液在回程中带入的杂质和油脂,避免造成油脂状胶合物粘附在电热管外表面造成散热不均,影响使用寿命。沉淀池中设置有隔板和滤网,能使浮油和油脂从水中分离出来飘溢出过滤池,同时沉降油泥和杂质。
2.5 输液管道
清洗液在管道内流动可以分为两部分。一是从水泵出口输送到冲洗装置,管道内液体压力大约为0.5MPa~0.7MPa;清洗液自冲洗装置流经收集器后再回到液水箱,水管内液体为自重回流常态,管道内液体的流速小于从水泵出来时的流速。因此,回水管的管径必须比输水管的管径大,一般取D回水=(2~2.5)D输水。回流管道尽可能少设弯路,并且距离尽可能短,以利于液流顺畅,回流及时。为了增强保温效果,输液管道外表面包裹聚氨酯硬泡。
3 电气控制系统
电气系统主要是对液体加热、保温和水泵的控制。电能转换为液体热能是一个缓慢过程,在温度升高过程中需要吸收大量热量。而液体温度保持过程所需吸收热量较少。合理配置和控制电热管工作功率既可以保证热水能量正常交换,也能降低能耗。
3.1 清洗液温度控制
电热管总功率为60kW,清洗液工作温度控制在(70±10)℃范围。加热升温过程中,全部电热管工作,液体从常温状态升高至70℃大约需要2h~2.5h。一般情况下,管道中的清洗液经冲洗循环回到电热箱后,温度下降4℃左右。温度上、下限控制分别设定为60℃和80℃,
(下转第17页)
(上接第7页)
利用温度感应器自动控制。功率控制设有自动控制和手动Ⅰ档、Ⅱ档控制。工作前加热手动控制接入60kW电热管,保温过程自动控制接入30kW功率的电热管。
3.2 液位控制
分别设置最低、最高液位控制。当液面到达最低液位,低位传感器发出信号自动控制水泵电机停机,切断电热管工作电源,红色信号灯亮,提示加注清洗液;而液面达到最高位置时,黄色信号灯亮,提示停止加注清洗液。
3.3 水泵控制
水泵设有过热、过流保护。正常情况下,水泵控制由人工操作。脱脂冲洗和精洗的供水水泵分别独立控制。为了减少清洗液在循环流动过程中热能损失,轴承分解停工作时间超过10min时,黄灯亮起,提醒是否关停水泵。
4 应用效果
清洗液循环系统应用表明,过滤浮油和沉淀杂质的能力大大增强,清洗液使用周期比过去可延长一半以上时间。液水箱保温效果好,常温状态下,热水箱内清洗液经过一个晚上只下降了15℃左右。温度得到控制,清洗液温度保持在60℃~80℃范围内。
5 结束语
流水线清洗液循环系统采用电加热,利用了清洁能源,提高了能源利用率,液体温度稳定可靠,保温性能好,过滤能力强,清洗液循环使用周期长,具有良好的推广应用价值。
参考文献:
[1]朱晓松,王连吉,李兴林等.一种成品轴承高效清洗方式[J].轴承,2016(01):18-20.
[2]董改花,蒋辉.基于PLC与MCGS的轴承清洗控制系统设计[J].工业控制计算机,2014(09):132-133,135.
[3]蒋萍萍.电热管制造工艺自动化控制与检测技术[J].制造业自动化,2012(18):41-43.
[4]王浤懿.轴承清洗机控制系统设计[J].科技信息,2011(14):217-218.
作者简介:陈立创(1972-),男,广西灵山人,本科,高级工程师,主要从事机械工程方向的教学工作。
猜你喜欢
中国医学工程(2023年11期)2023-11-30
机电信息(2020年11期)2020-10-21
世界有色金属(2018年15期)2018-01-30
中小企业管理与科技·上旬刊(2016年10期)2016-11-15
长江大学学报(自科版)(2015年19期)2015-12-04
化工生产与技术(2014年3期)2014-02-27
食品科学(2013年19期)2013-03-11