蒸发式冷凝器在尿素氨冷凝器上的应用
2016-07-01 09:39:04黄新奎韩爱峰
氮肥与合成气 2016年5期
黄新奎 韩爱峰
(阳煤平原化工有限公司山东平原253100)
蒸发式冷凝器在尿素氨冷凝器上的应用
黄新奎韩爱峰
(阳煤平原化工有限公司山东平原253100)
0前言
阳煤平原化工有限公司化肥一厂1#尿素装置(100 kt/a尿素)和2#尿素装置(180 kt/a尿素)分别在1999年和2000年建成投产。2套尿素装置共用1套循环水系统,同时该尿素装置循环水还供合成氨系统碳酸丙烯酯脱碳岗位的碳酸丙烯酯冷却器、冰机系统的油冷却器、变换系统的变换气冷却器使用。原尿素装置采用管壳式氨冷凝器,其安装在框架顶部(标高约30 m),氨冷凝器耗水量约占尿素装置循环水水量的30%,需要采用高扬程的循环水泵。
1存在的问题
夏季2#尿素装置满负荷生产时,其氨冷凝器出口气体温度较高(约38 ℃,最高达42 ℃),且波动幅度大;同时,还经常出现惰洗器带液、中压系统压力波动等问题,严重时尿素装置被迫减量生产,造成尿素装置氨耗增高。增开循环水泵也只能短时间缓解氨冷凝器温度波动的问题,不能彻底解决氨冷凝器温度高和温度波动对生产负荷的影响;增开循环水泵后,还会导致循环水系统电耗大幅上升。
2改造技术方案
为解决2#尿素装置氨冷凝器温度高、影响夏季尿素装置生产的问题,2011年12月开始讨论制定对2#尿素装置氨冷凝器进行改造的方案,决定增设1台蒸发式冷凝器作为尿素氨冷凝器,于2012年7月并入系统。借鉴其他企业的经验,采用NSAL- 800型(换热面积800 m2,设计压力2.0 MPa,设计温度150 ℃,风机功率4×5.5 kW, 风量4×78 000 m3/h, 水泵功率水流量2×135 m3/h,)蒸发式冷凝器与氨冷凝器C并联,其出口气液混合物经分离器分离后,气相进入惰洗器,分离下来的液氨送至液氨缓冲槽出口液氨管线。氨冷系统工艺流程见图1。
3投运情况
3.1 投运初期存在问题
2012年7月2日蒸发式冷凝器投运后,投运初期运行不稳定,效果不明显。蒸发式冷凝器出口气液混合物进分离器,当进入氨冷凝器C阀门全部关闭后,出现分离器下液受阻、气相带液的问题。针对此问题进行了原因分析:
(1) 分离器出口液氨应进液氨缓冲槽入口,由于缓冲槽入口没有备用管口,蒸发式冷凝器出口下液管直接接在缓冲槽出口管道上,缓冲槽内液位与蒸发式冷凝器下液管位差约有1.5 m,折合阻力0.01 MPa。
(2) 蒸发式冷凝器与液氨缓冲槽没有设置气相平衡管。分离器与惰洗器相连,压力较液氨缓冲槽要低,分离器压力会略低于液氨缓冲槽压力0.02 MPa。
(3) 分离器液相出口管线上设有0.5 m高的U形管。U形管前液氨产生的静压只能克服0.03 MPa的压力,液氨才能顺利流入液氨缓冲槽的排液管中。
(4) 由于分离器安装位置并不高,内部液氨产生的静压不足以克服0.03 MPa的压力,所以分离器内部充满液体,甚至蒸发式冷凝器蒸发冷盘管的中下部也产生积液;同时,由于蒸发冷盘管内积聚大量液氨,换热面积大大减少,导致其蒸发冷凝效果不好。
3.2解决措施
针对以上分析的原因,通过调整氨冷凝器C进口阀门,将进入蒸发式冷凝器与氨冷凝器C的气量分配,使氨冷凝器C与蒸发式冷凝器的气量达到平衡。调整后,基本没出现过分离器满液、下液不畅的现象。

图1 氨冷系统改造后工艺流程
3.3改造效果
蒸发式冷凝器投运前、后工艺参数见表1。
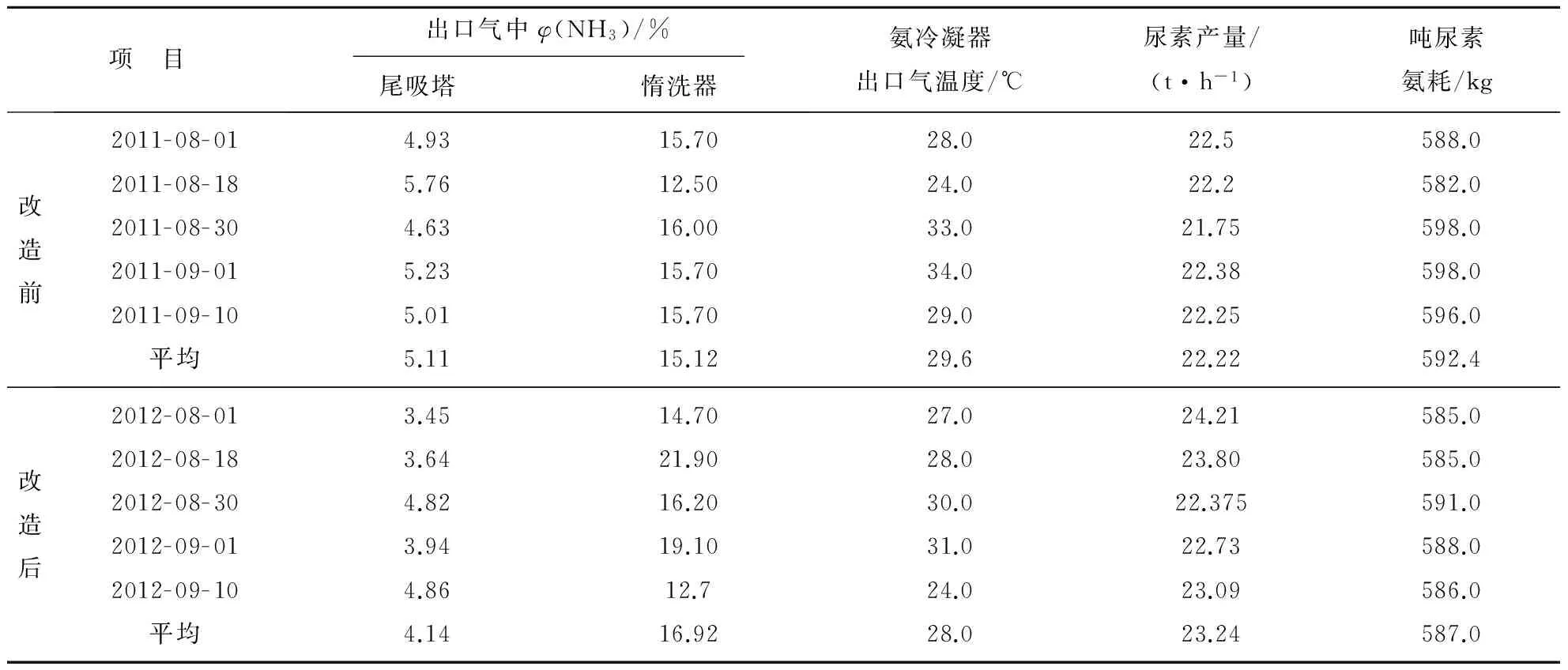
表1 蒸发式冷凝器投运前、后工艺参数
从表1数据可以看出:蒸发式冷凝器投运后与投运前相比,尾吸塔出口气中φ(NH3)下降了0.97%,尿素产量增加了1.025 t/h,吨尿素氨耗降了5.4 kg。按2#尿素装置年产尿素180 kt 、液氨价格2 500元/t计,每年可减少氨损失997 t,年效益249万元。改造后,尿素装置生产操作比较稳定,因氨冷凝器出口气温度波动而导致尿素装置减量现象得到彻底解决,2#尿素装置操作难度大幅降低。
(收到修改稿日期2015-09-06)
猜你喜欢
宁夏电力(2022年5期)2022-02-06 04:09:24
绿色建筑(2021年4期)2022-01-20 03:21:56
中国化肥信息(2021年9期)2022-01-19 03:18:56
中国特种设备安全(2021年12期)2021-04-26 14:37:32
中国化肥信息(2020年6期)2020-11-20 07:59:54
现代工业经济和信息化(2016年12期)2016-05-17 05:37:46
现代工业经济和信息化(2016年8期)2016-05-17 05:37:28
机电信息(2015年9期)2015-02-27 15:55:59
发明与创新(2015年37期)2015-02-27 10:40:28
发明与创新(2015年33期)2015-02-27 10:40:03