索普拉多拉定子线圈热压模具的设计与制造
2016-06-28 06:34:33谭国威
上海大中型电机 2016年2期
谭国威
(哈尔滨电机厂有限责任公司,黑龙江哈尔滨 150040)
索普拉多拉定子线圈热压模具的设计与制造
谭国威
(哈尔滨电机厂有限责任公司,黑龙江哈尔滨150040)
摘要:以索普拉多拉定子线圈为例,介绍了如何解决应用自动成型机成型的定子线圈无法上模具热压主绝缘的难题。应用自动成型机制造出的线圈端部形状复杂,在线圈每个端部有多达7个的复杂转角,一般采用VPI(真空压力浸渍)绝缘工艺,文章介绍了一种新型的热压模具的设计结构和制造方法,可以使这种定子线圈实现用模压的方式来热压主绝缘。
关键词:定子线圈;自动成型机;多转角;模压主绝缘;热压模;三维造型;整模加工
0引言
传统结构(见图1)的水电定子线圈虽然在电气性能等方面质量优异,但成型效率却很低下,只能由工人在模具上一支一支地成型,机械化程度低。线圈在转直线转角的同时,抬高升高角;在转引线转角的同时结束升高角。这种结构的线圈不能在自动成型机上成型。

图1 传统结构的线圈端部图
索普拉多拉定子线圈采用了自动成型机成型,成型机是机械手自动成型,一次只能完成一个动作,不能同时弯两个不同维度的转角。如抬高升高角的同时,不能再同时转直线转角,而且两个转角之间至少有15 mm的过渡段。图2为索普拉多拉定子线圈驱动端示意图,从铁心出槽口处开始,一共需转7个角度。
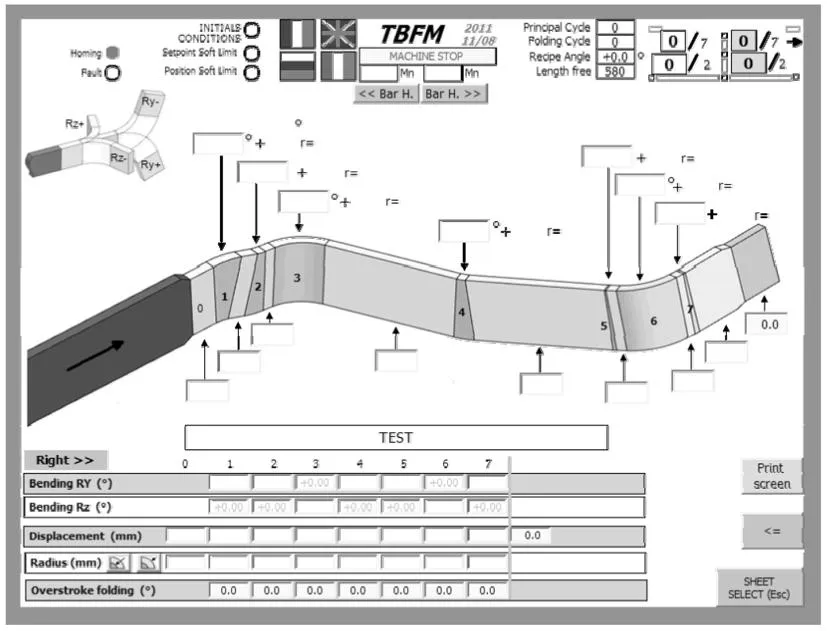
图2 索普拉多拉定子线圈驱动端示意图
在国外的很多电机制造厂家用自动成型机成型后的线圈都采用VPI整浸绝缘技术,所以不论线圈的端部转几个转角都不会影响整浸绝缘的难度。而对于模压工艺来说,这种端部转多个转角的热压主绝缘的模具设计与制造难度非常大。文章即介绍索普拉多拉定子线圈应用自动成型机成型后,如何设计与制造模压工艺中所必须的热压模。
1线圈的三维造型
索普拉多拉定子线圈热压模的设计理念是首先要用三维UGNX软件进行绝缘后线圈进行造型,这个立体造型需要把线圈的整个主绝缘与防晕段同时做出来,而不单单是绝缘前的铜线造型。首先,根据产品图纸的尺寸设计出绝缘前线圈的造型,对比产品图中的检测尺寸,对绝缘前线圈进行测量,并对照方向表,进行端部方向确认。接着做防晕段造型,要先对绝缘前线圈进行拆分体操作,把防晕段线圈拆分出来单独加厚至防晕尺寸,其余部分加厚至主绝缘后尺寸。在主绝缘与防晕过渡处要做出过渡段收口(见图3)。

图3 线圈三维造型
2热压模的设计过程与制造方法
2.1端部固定侧
模具的主要部件全部安装在方形箱体上,端部定侧铁直接在下料阶段就焊接在方箱上,与方箱一起进行机械加工。端部定侧的设计中,充分考虑到了数控机床的加工工艺性。图4为线圈的端部定侧铁三维模型,其中黄色的型腔内表面为从线圈上链接出的工作面。这个链接出的工作面为模具所有的关键件的设计基准。为了降低数控加工的难度,模腔设计成均匀等高的结构,与活侧面的合缝面设计成深度10 mm,宽度20 mm的台阶,这样可以降低刀具的长度与进刀量,减少切削量与加工难度。
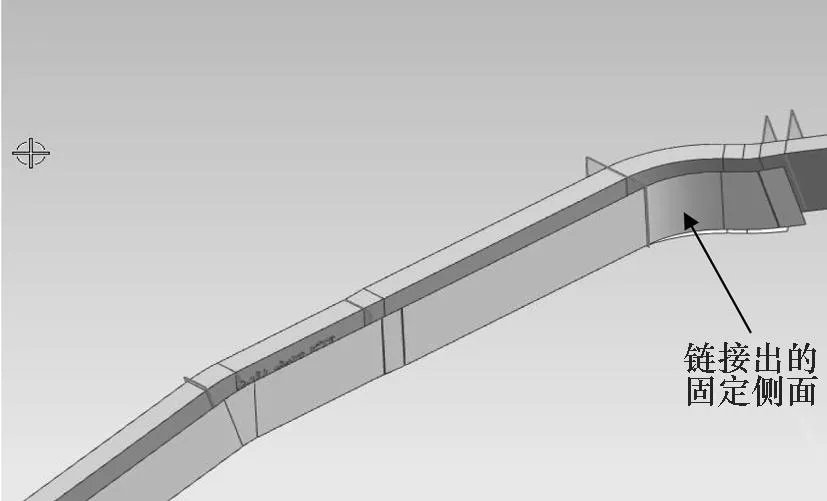
图4 定侧面的链接示意
在线圈的三维造型中取出模具定侧需要的面并链接出来,以此链接出的线圈侧面与底面作为模具定侧面与底面的基准,进行加厚与修剪等操作,进行热压模主要部件端部定侧铁的设计。定侧面的链接示意如图4。图5为把链接出的工作面进行加厚、求和等做出整个端部的定侧部分的造型。

图5 端部的定侧部分造型
线圈的固定侧是一个有5个自由度的型腔,可以采用在四轴卧式数控铣床上加转台进行加工,四轴联动使型腔中的闭角变成开角,可以成功完成制造。加工时要进行多次编程,应用多种硬质合金刀具组合加工,分为粗加工与精加工两个过程完成。先要进行粗铣去除较大余量,然后再进行精加工精铣出实体型腔。由于整个型腔完全由数控机床一次成型加工,因此可以保证型腔与设计尺寸完全相符。如需检测型腔的正确性,可以采用加工时打测量点坐标的方式实现。

图6 精加工示意图
2.2底座的设计结构及加工前毛坯料的形状尺寸确定
底座设计为方箱形焊接结构体,上、下面平行,底面与两端面同时进行加工,可以确保模具在安装阶段定位准确。定侧铁的毛坯料精割出外形后,直接按钳工划线位置焊接在方箱上,如图7。这个毛坏料的焊接精度不必要求过高, 只要使得在数控加工侧铁时,整个型腔控制在毛坯的可加工范围内即可。

图7 焊接方箱结构示意图
方箱采用多块钢板组焊结构。在前、后端面加工把合直线部件或导电夹子的把合孔。
2.3端部活侧部件
端部活侧铁由于形状复杂,又没有整体加工定位用的固定基准,因而整体数控加工很难实现。在设计中采用了分段加工然后组合拼焊的结构。由于有定侧铁做为整个模腔的设计与制造基准,从简化加工角度上考虑,我们把端部活侧铁分成三段设计(见图8),在距离转角100~150 mm的范围内的直线部分进行分段。把整体难以加工活侧铁分为三个易加工部分,分别为:直线转角段、中间段、引线转角段。每段都可单独上数控铣床进行加工,然后根据活侧铁整体尺寸进行组合拼焊。这样做的优点是降低加工难度与加工成本。
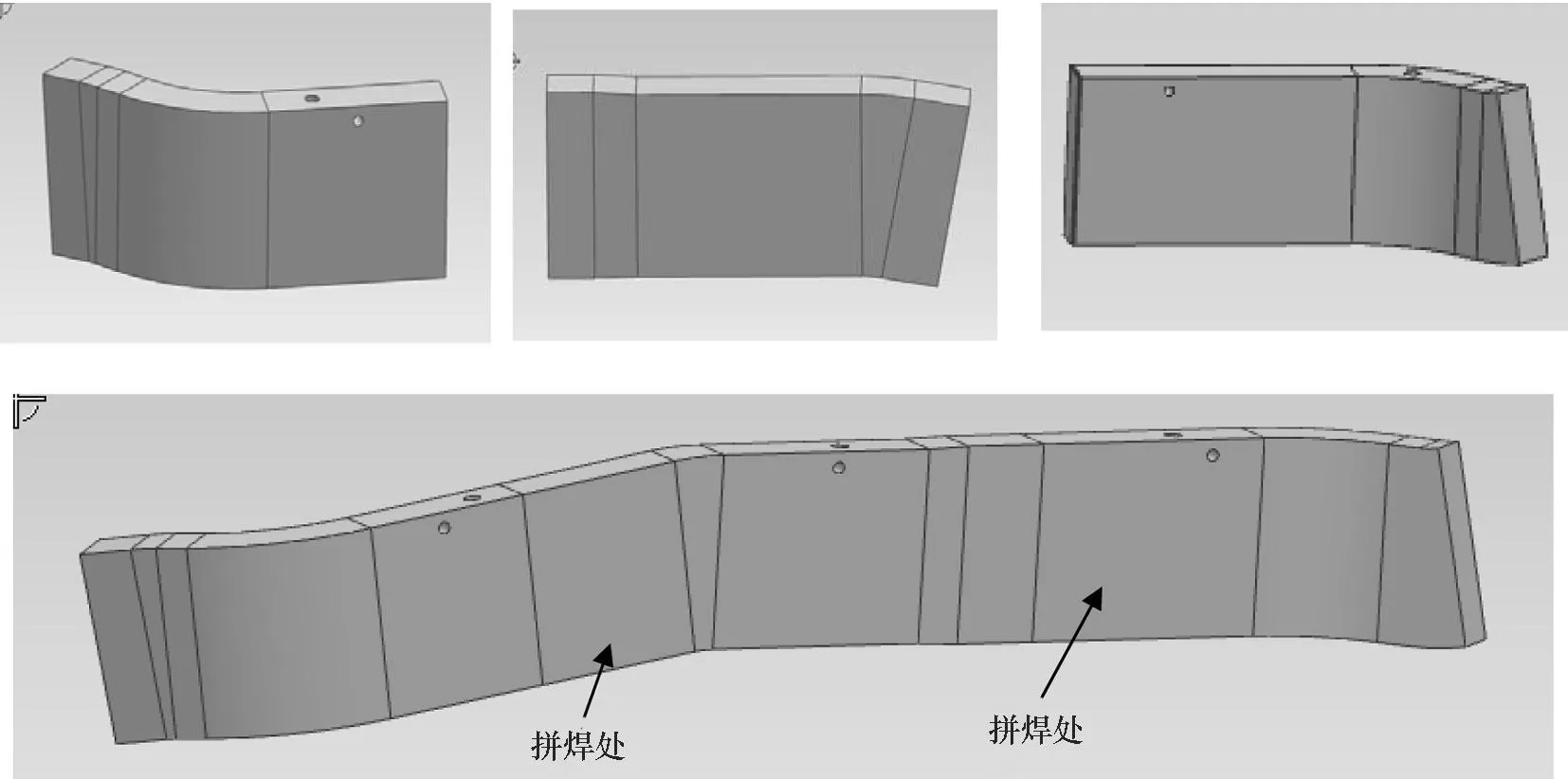
图8 引线转角段、中间段、直线转角段及拼接示意图
2.4端部夹体位置
进行三维UGNX造型与整体数控加工模具主体后,热压模的夹柱座、立缸座、侧缸座等都可以直观并精确地给出在各自位置的形状与尺寸。如果设计人员与使用部门进行提前沟通,则无需在安装阶段配铣。 图9为夹柱座加工图, 以往的设计中夹柱座只能给出一个大致的尺寸,安装在胎面上后并不能完全与定侧铁相配,需要后期的手工修形。整体加工模腔后,夹柱座可以很精确的给出高度尺寸与底面角度,直接安在设计图纸指定位置即可。图10为在三维设计中热压模端部夹体装配在底座后的造型。

图9 夹柱座示意图

图10 三维造型示意图
3结语
索普拉多拉定子线圈绝缘前后热压模具目前已经投入生产,线圈在首件鉴定中一次试验通过,各项性能指标均符合优等品标准。本文所论述的这种型式的热压模具使得形状复杂的定子线圈也可以采用模压工艺来热压主绝缘,可以应用数控成型机来进行线圈的大批量生产,整体提高线圈的生产能力与生产效率。采用这种设计方法可以提高模具的准确性,降低装配难度并缩短制造周期。
作者简介:
谭国威,女,1971年生,1993年毕业于哈尔滨理工大学,高级工程师,1997年起从事各种大中型电机线圈模具的设计工作。