
基于PLC的寿力空压机变频改造的实现
2016-06-24 07:45达王卫华赵庆云
现代制造技术与装备 2016年5期
李 达王卫华赵庆云
(1.天津金牛电源材料有限责任公司,天津 300400;2.中海油天津化工研究设计院,天津 300131)
基于PLC的寿力空压机变频改造的实现
李 达1王卫华1赵庆云2
(1.天津金牛电源材料有限责任公司,天津 300400;2.中海油天津化工研究设计院,天津 300131)
摘 要:空压机变频改造技术应用广泛,原理也易于理解,但由于应用工况不同,不同空压机厂家的控制电路不同。因而,各个空压机变频改造系统的特点不尽相同。美国寿力空压机质量稳定,市场占有率高,其微型电脑控制器功能强大,集成度高。系统将两台75kW寿力空压机联机运行,并通过RS485通信端口读取空压机运行参数,实时监控。变频改造后,系统运行稳定,节能效果显著,具有一定的推广价值。
关键词:变频改造 S7-224XP 寿力空压机
引言
空压机在工厂应用广泛,属于重要设备。对已有空压机进行变频改造,可以实现恒压供气,减少空载运行的电量消耗,降低设备运行噪音,减少频繁加卸载的机械冲击等。由于变频空压机成本较高,目前各个企业仍普遍采用工频空压机的运用。但是,空压机变频改造市场巨大,变频改造技术值得进一步推广。
1 系统背景
公司动力车间现有2台75kW美国寿力空压机,计划一用一备。但随着用气量的加大,一台空压机已无法满足使用。然而,两台空压机一起开,供气量又远大于需求力量。再加上空气储罐储气量有限,造成两台空压机频繁加卸载。加卸载周期基本为加载50s,卸载20s,非常不利于设备运行。当空气压缩机卸载运行时,空压机的电流随着压力降低而逐步下降,但最低也约为满负载的60%。由于部分电量是被浪费掉的,因此对其进行变频改造就有了节能空间。因而,决定用PLC控制变频器对两台空压机的转速进行控制,并通过RS485通信端口读取两台空压机的运行参数,进行实时监控。
2 系统硬件设计
(1)控制方案总体设计。美国寿力空压机可设置加卸载压力值。当空气压缩机的压力达到卸载压力值时,压力调节器开关跳开,放空电磁阀失电,控制气直接进入进气阀,将进气口关闭,此时机器在较低的背压下空转。当空气压缩机的压力降到加载压力值时,再将进气提升阀打开。由于储罐相对较小,储气量不大,导致空气压缩机已加载储罐压力就高,一卸载储罐压力就低,造成频繁卸载和加载,增加空压机的机械损耗,缩短设备的使用寿命。系统对空压机原有的控制程序及温度、压力报警不作改动,保留原有加卸载参数值,将输出压力设定在上下限之间,使空压机一直处于加载状态进行变频调速。
空压机原有的启动式为“星—三角”减压起动。起动时,瞬间电流仍然很大,可高达电机额定电流的6~7倍,严重影响电网的稳定及其他用电设备的运行安全[1]。改造后,将变频器串入电机的主回路中,将原有的“星—三角”启动电路改为三角形电路。改变运行参数设置,将空压机的控制模式改为“遥控模式”,并将控制器输出端子的319、320引出,接在小型继电器的常开点上,由PLC控制小型继电器,实现空压机遥控启/停。
将变频器由面板控制改为端子控制,由外部4~20mA电流信号控制转速快慢。空压机不允许长时间在低频下运行,因而变频器的频率下限设为30Hz。将压缩空气储罐的压力引至PLC,根据储罐压力大小来调节空压机的转速。两台空压机实现联机运行,系统运行时先启动1#空压机。当一台空压机满足不了压力要求时,自动启动2#空压机。两台变频器的频率变化保持一致,根据压力变化同步升高或降低。当两台变频器在30Hz低频运行时,排气压力仍能达到设定值,这时1#空压机的变频器停机。当这种状态维持一定时间后,则认为单台空压机已能够满足工况需求,则1#空压机遥控停机,保持一台空压机变频运行。当排气压力降低,一台空压机无法满足时,再启动1#空压机,回到两台机器变频运行的状态。此外,系统设置触摸屏,实时显示两台空压机的运行状态。
(2)设备选型及参数设置。西门子可编程逻辑控制器S7-224XP,性价比高,集成两个串口,通信功能强,可通过两个串口分别与两台空压机进行通信,并选择2通道模拟量输出的EM232扩展模块作为4~20mA电流输出。在压缩空气储罐上安装压力变送器,将储罐压力信号连接至控制器集成的AI输入通道。
变频器选择施耐德ATV61HD90N4,因空压机的负载较大,考虑到长期稳定使用,变频器要选用比电机功率大一级的,以免空压机启动出现频繁跳闸的情况。经过实际应用发现,ATV61HD75N4变频器也能使用,但需要将“电机控制”菜单中的“电机控制类型”设为“SVC V”,即开环电压磁通矢量控制,方可正常启动。ATV61HD90N4的“电机控制类型”设为“节能”,即可满足顺利启动。其他的参数设置两种型号变频器都一样,即都设为“2线控制”“宏设置”,参数选择“泵和风机”等。变频器的端子排接线必须根据参数设备进行接线。这里,将4~20mA模拟量输入接至AI2。在输入/输出端子排上,将“LI”用作变频器的启/停控制,“L4”为故障复位旋钮输入,将“L3”和“+24”进行短接,使AI2模拟量输入有效,如此便可实现变频的远程控制。
触摸屏则选择北京昆仑通态的TPC1061Ti,并通过串口与S7-224XP进行通信。

图1 通信程序流程图
3 系统软件设计
(1)控制程序设计。控制程序主要是对采集的气体储罐压力值进行判断。当压力低于0.68MPa时,如果1#、2#空压机都没启动,则启动1#空压机高频运行;当一台空压机无法满足时,启动2#空压机,从30Hz开始每2s增加1Hz;当储罐压力大于0.72MPa时,每2s两台变频器频率同步减少1Hz;储罐压力小于0.7MPa时,每2s两台变频器频率同步增加1Hz;储罐压力在0.7~0.72MPa之间时,保持频率不变。如果两台变频器频率在低频30Hz时压力超过0.73MPa并保持3min,则1#空压机变频器停机;停机后6min内压力仍大于0.73MPa,则1#空压机遥控停机,并关闭出口电动阀门。当压力小于0.7MPa时,1#空压机遥控开机,1#变频器启动。以上压力设置值及时间设置值均根据实际工况反复调试。工况不同,设置值则需做适当调整。
由于实际用气量不稳定,变化较快,因此将压力控制在较小范围内比较容易实现。经实际应用,这种控制方法简单有效,响应也较快。
(2)组态软件设计。触摸屏选用北京昆仑通态自动化科技软件公司的产品——TPC1061Ti,集成有以太网口、串口,通信功能强。组态软件是MCGS嵌入版7.7。在MCGS软件里设置触摸屏与S7-224XP的通信参数,即在“设备窗口”里建立“通用串口父设备”,然后建立“西门子_ s7200PPI”子设备。进入子设备设置“设备地址”等参数,并关联各个变量与通道。这样组态画面中的各个温度、压力等变量便与S7-224XP实现关联,实时显示。
(3)S7-224XP与空压机的自由口通信设计。S7-224xp通过集成的串口与空压机控制器上的RS485端口进行通信。这里,采用1#通信端口即顺序通信方式,只需要一根通信线缆将两台空压机串联,每台空压机设定不同的通信地址。S7-224xp向一台空压机发送读取参数的命令,返回运行参数后,再向另一台空压机发送读去参数的命令。一次交替发送接收、接受数据,实现运行参数的实时监控。通信格式如表1所示[2]。
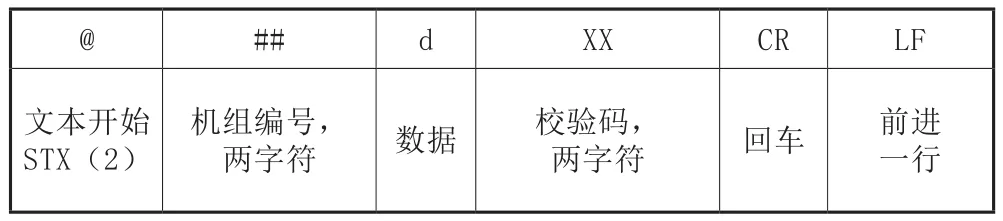
表1 通信格式
以读取2#空压机的运行参数为例进行说明。S7-224xp发送命令“02I55”,其中“02”表示2#空压机的机组编号,“I”表示读取的运行信息类型,“55”是校验码。2#空压机收到该命令后,发送“02i105,102,00,00,90,22,00,00,00,00,35280,33794,L,CE4”,返回的状态信息以逗号为分割,从左到右依次为排气压力、管线压力、油过滤前压力(未采集)、有过滤后压力(未采集)、进口温度、出口温度、喷油温度(未采集)、级间温度(未采集)、(未采集)、(未采集)、运行时间、加载时间、运行状态、模式。这里,排气压力为105PS,约为7.39bar;管线压力为102PSI,约为7.03bar;进口温度为90℃;出口温度为22℃;运行时间为35280h;累计加载时间为33794;运行状态“L”表示“加载状态”;运行模式“C”表示空压机处于连续运行模式,可以遥控起停。
S7-224XP的自由口通信指令主要用到自由口发送指令XMT,自由口接受指令RCV。用特殊标志寄存器SMB30(端口0)和SMB130(端口1)的各个位设置自由口模式,配制自由口通信参数[3]。近几年,西门子推出的S7-1200系列控制的自由口通信设置比较简单,只需要在通讯模块属性里进行通信参数、特殊的起始字符等设置,不再需要编制通讯程序进行通信中断编程等。相对于S7-200系列,它大大节省了编程的工作量,但价格比S7-200系列要贵。考虑到改造成本,这里仍然选用S7-200系列的产品。
S7-224XP控制器发送的“01I56”命令,对应的16进制码为“02 30 31 49 35 36 0D 0A”。将这些固定的命令存储在VB20-VB27中,空压机返回数据存储在VB200-VB280中;S7-224XP发送的“02I55”对应的16进制码为“02 30 32 49 35 35 0D 0A”,将这些命令储在VB40-VB47中,相应的返回数据存储在VB400-VB480中。通信程序流程图如图1所示。
4 结论
本控制系统已投入实际应用,运行稳定。经比较,每月可节约电费1万度左右,6个月可收回改造成本。改造后,系统实现了恒压供气。由于空压机不是工频运行,设备噪音明显降低,空压机运行温度也明显下降。特别是夏季高温时,设备工频运行温度经常超过上限110℃,造成报警停机,而改造后温度基本在90℃左右,没有出现一次报警停机,运行正常。可见,整个系统改造成本低,使用效果好,具有一定的实用意义。
参考文献
[1]梁艳娟.空压机变频改造节能技术的研究与应用[J].制造业自动化,2011,(7):153-156.
[2]豪华型微电脑控制器I型顺序控制及通讯协议手册[M].深圳寿力亚洲实业有限公司,2006.
[3]西门子(中国)有限公司.S7-200可编程控制器系统手册[M].北京:西门子(中国)有限公司自动化与驱动集团,2004.
The Realization Of Sullair Air Compressor Frequency Transformation Based On The PLC
LI Da1, WANG Weihua1, ZHAO Qingyun2
(1.Tianjin Jinniu Power sources Material CO.,LTO, Tianjin 300400;2.CNOOC Tianjin Chemical Research & Design Institute,Tianjin 300131)
Abstract:Air compressor frequency trans formation technique is applied widely. T he principle is easy to understand. But because of different application conditions, different compressor manufacturers control circuits, so characteristics of each compressor frequency transformation system is different. US Sullair air compressor quality is stable, market share is high. The miniature computer controller is powerful and high integration. The system integrates two 75kW Sullair air compressor, reading operating parameters via RS485 communication port .After the transformation, the system is stable, and the energy-saving effect is remarkable.
Key words:Frequency Transformation,S7-224XP,Sullair Air Compressor
猜你喜欢
化工管理(2022年14期)2022-12-02
煤气与热力(2022年4期)2022-05-23
现代仪器与医疗(2021年4期)2021-11-05
建材发展导向(2021年14期)2021-08-23
建材发展导向(2021年11期)2021-07-28
装备制造技术(2019年12期)2019-12-25
电子制作(2017年17期)2017-12-18
—— 储罐
党员干部之友(2016年6期)2016-08-01
汽车维护与修理(2016年3期)2016-02-28
少先队活动(2014年6期)2015-03-18
