
滚道轴人字槽加工方式的改进
2016-06-24 07:45张彩红
现代制造技术与装备 2016年5期
张彩红
(广州白云工商高级技工学校,广州 510450)
滚道轴人字槽加工方式的改进
张彩红
(广州白云工商高级技工学校,广州 510450)
摘 要:鉴于零件尺寸精度和几何加工精度高、配合效果良好的产品,使用传统机床装夹加工方式不能达对要求。本文主要研究相互配合零件间总体和具体相互衔接的应用,改进后不但保证了零件尺寸的精度,滚道轴人字槽球形道光滑,还提高了生产效率。
关健词:滚道轴人字槽 分度头 加工方式 改进
引言
笔者所在院校的校企合作单位主要生产工具类零件,如滚道轴(见图1)。使用时,它与滚道轴套共同组成整体的人字槽球形滚道,中间装上滚珠。在数控车床上完成滚道轴体加工,在数控铣床上加工人字槽,其加工属于回转体类零件控制外圆周表面的加工。考虑到零件既要求有准确的人字槽球形滚道轨迹,还要保证人字槽球形滚道转动时有准确的位置,而且滚道的轨迹必须是连续无阻碍的圆滑道,并且与滚道轴套合形良好,因此采用传统的数控铣床与分度头配合装夹零件加工,得到的产品难以不符合要求,单位暂时还没有五轴机床。于是,笔者根据平时工作的实际情况,对滚道轴的加工方式进行了改进。改进后解决了滚道轴实际生产问题,保证了零件精度,与滚道轴套组成光滑的人字槽球形滚道。
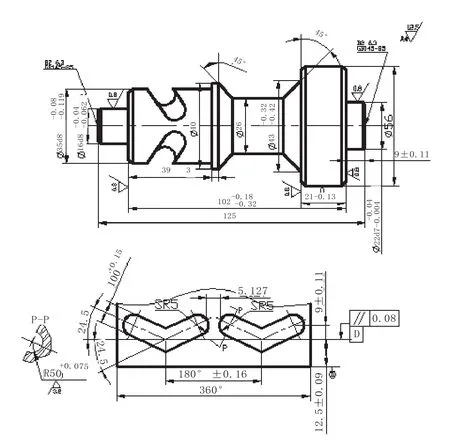
技术要求:(1)毛坯锻造后正火处理,硬度小于179HB(2)两人字槽相对通过基准轴线A的畏助平面的对称度允差为0.10(3)未注公差尺寸按IT12;未注形位公差按C级图1 滚道轴
1 问题的提出与分析
1.1 零件结构及加工方式分析
1.1.1 结构分析
从零件图可知,该零件的加工精度和几何精度较高,但数控车床加工成形轮廓的形状不复杂。人字槽滚道设置在零件的圆周上,所以该零件铣削加工的轮廓形状复杂。由于人字槽滚道是与滚道套零件合型组成,且必须保证人字槽球形滚道的轨迹是连续的和无阻碍的圆滑连接,因此加工难度甚大。
1.1.2 精度分析
该零件与滚道套为相互配合的零件,配合部位为φ35外圆与人字槽球型滚道,两人字槽滚道在圆周上的对称度为0.01mm。两人字槽滚道的拐点与φ35圆柱所在端面的平行度0.08mm。
1.1.3 加工刀具分析
在铣削加工中,为保证人字槽球形滚道的球形截面形状,应使用R5球头铣刀。
1.1.4 加工方式
由零件的结构分析可知,该零件的槽形轮廓由曲线构成,而且要求的加工精度高,必须使用具有回转功能的工作台进行零件的装夹。
1.2 传统的加工方式与存在的问题
根据数控加工原理和特点,采用两种方法进行装夹。一种是在立式数控铣床上安装普通分度头,并使分度头的回转中心轴线与铣床X向直线轴的运动方向平行,工件装夹在分度头上。使用回转轴和X轴联动,进行人字槽球形滚道的数控铣削加工。此种加工方式在分度时,手动分度,效率低,接痕不顺畅。加工滚道套不可取,做不到轴套同一装夹方式加工,得到的两零件配合的滚道不圆滑,滚珠转动位置不准确。另一种加工方法是在卧式数控铣床上安装分度头,并使分度头的回转中心轴线与铣床X向直线轴的运动方向平行,使用回转轴和Y轴联动进行人字槽球形滚道的数控铣削。与前一种加工方式不同之处,就是加工时运行轴不同。这两种加工方法都是用极坐标来控制加工轨迹,Z向的运动都是控制直线运动。这样方式装夹加工轴与套不能使用同一编程参数完成,并且轨迹分度过程是断续的,得到的产品合格率只有50%。
2 加工方式改进
根据以上问题及数控加工原理,采用下面方法进行装夹。
在卧式数控铣床安装普通的分度头FW-125,对普通的FW-125型分度头进行数控改进,改进后的效果相当于数控回转工作台。FW-125型分度头数控改装结构图,如图2所示。

图2 FW-125型分度头数控改装结构图
2.1 改进步骤
(1)将FW-125型分度头固定在铣床工作台上,使分度头的旋转中心轴线与铣床X向直线轴运行方向平行。(2)在分度上装夹滚道轴零件,并使得零件中心轴线与分度头的旋转中心轴重合。(3)旋下Z向电动机与数控系统连接的旋钮,将铣床的Z向的进退刀具运动采用手动进行。再另置一台相同型号的Z向电动机,用来控制分度头进行绕工件中心轴线的旋转运动。(4)使用Y轴来进行零件加工中的进刀、退刀运动,使用X轴、工件旋转进行人字槽的加工。(5)改装原理:由于Z轴在加工中没有加工运动,用Z向电动机来连接控制FW-125型分度头的输入蜗杆,控制其做旋转运动。由数控系统原理可知,Z向电动机转动一转,直线位移一个丝杠螺距值t(一般t=6)。FW-125型分度头中蜗轮蜗杆传动比是i=40,因此Z向电动机转动40转,FW-125型分度头输入蜗杆转动40转(即滚动轴工件转一周),转动一周的编程长度为L=it=240mm。而零件实际位移的旋转长度为滚道轴零件φ35圆柱段的圆周长L1=πd=34.92π=109.7044155。若使L=L1,在Z向电动机与FW-125型分度头的输入蜗杆的连接间增加一级齿轮传动,就可以使上述问题得到解决。
增加的齿轮计算:K=Z1/Z2=240/109.7044155=2.18769 6812=105/48。
2.2 改进后的效果
(1)加工过程中是自动分度的。
(2)原来Z轴控制上下直线运动,变为控制分度头的旋转运动。
(3)Z轴的坐标采用¢35轴展开长度来表示,符合平面直角坐标的原则。可以用直角坐标系编程代替原来的极坐标编程。
(4)在卧式铣床上轴套采用同一装夹方式,采用直角坐标系编程轴套采用同一编程参数,编程工作量减半。
(5)自动分度准确,获得的圆弧滚道光滑。
(6)装夹改进后的编程参数计算。
零件圆周展开长:L1=πd=34.92π=109.7044mm;因为滚道深=9.1mm,所以滚道半长=9.1×cot24°25′= 19.78mm;两滚道起点距离=15.29。
3 改进后解决了实际生产问题,提高了生产效率
用此数控改装加工方式进行滚道轴的加工,采用直角坐标系编程,可用同一编程参数完成滚道轴和滚道套人字槽球形滚道轨迹的数控铣削加工,能够收到事半功倍的效果。经此改装后,Z向运动由原来的控制直线运行转换为控制旋转运行,并且编程参数计算符合平面直角坐标系的约定。利用Z向旋转轴和X向直线轴的插补联动运行,进行人字槽球形滚道轨迹的数控加工。得到的滚道轴人字槽光滑,轨迹连续,零件加工精度与几何加工精度良好。同样的加工方式来加工滚道套,所得的滚道轴与滚道套合型良好,形成的球形滚道转动位置准确。经过三个月的反复调整、试产、投产,企业的产品合格率上升到99.8%,生产效率提高了200%。在没有五轴数控机床的企业生产此零件,减少了企业新增设备的费用。改进的加工方式同时也可以用于其他旋转面在数控铣床加工,如凸轮结合器等。
4 结束语
通过对滚道轴人字槽加工方式的改进,收益很多。在工作中只有不断发现问题,认识问题,寻找解决问题的办法,才能为企业创造价值,提高效益,减少成本,使企业在同行中立于不败之地。
参考文献
[1]顾京.数控机床加工程序编制[M].北京:机械工业出版社,2009.
[2]余英良.数控铣削加工实训及案例解析[M].北京:化学工业出版社,2007.
Improved Raceway Shaft Herringbone Groove Processing Method
ZHANG Caihong
(Guangzhou Baiyun Industrial and commercial high school,Guangzhou 510450)
Abstract:In view of the parts size accuracy and geometric processing accuracy, with good effect of the product, the use of traditional machine tools can not reach the required processing method. The main purpose of this paper is to study the mutual cooperation parts between the general and specific interrelated application, improved not only ensure the accuracy of size of a part,raceway shaft herringbone grooved spherical channel is smooth, but also improve the production efficiency.
Key words:raceway shaft herringbone groove, dividing head,processing method, improvement
猜你喜欢
农机使用与维修(2022年11期)2022-11-17
设备管理与维修(2021年20期)2021-11-26
水电站机电技术(2020年1期)2020-02-28
制造技术与机床(2019年7期)2019-07-22
时代汽车(2019年6期)2019-07-09
水电与抽水蓄能(2019年1期)2019-03-08
制造技术与机床(2017年11期)2017-12-18
制造技术与机床(2017年10期)2017-11-28
制造技术与机床(2017年8期)2017-11-27
液压与气动(2015年9期)2015-04-16
