浅析自动化模具干涉曲线
2016-06-21 15:06:00张骥黄晓东田志会长城汽车股份有限公司技术中心河北省汽车工程技术研究中心
锻造与冲压 2016年12期
文/张骥,黄晓东,田志会·长城汽车股份有限公司技术中心,河北省汽车工程技术研究中心
浅析自动化模具干涉曲线
文/张骥,黄晓东,田志会·长城汽车股份有限公司技术中心,河北省汽车工程技术研究中心
为了实现更高的生产效率,越来越多的自动化生产线替代了原来的手工生产线。而自动化线的应用对生产线、模具提出了新的要求和标准。而在自动化冲压生产中,机床、模具、自动化端拾器三者间的运动关系尤为重要,干涉曲线是其中的关键。
随着汽车销量的日益攀升,汽车企业的产能要求也越来越大,为了缓解汽车销量的增加给企业产能上带来的压力,传统人工线逐渐被具有运行稳定、生产节拍快、工人劳动强度低、安全性高等优点的自动化线所取代。与手工生产线相比,自动化线体对模具的要求也较高,本文将对自动化线体模具设计时模具与单臂机械手干涉问题进行阐述。
自动化模具生产线介绍
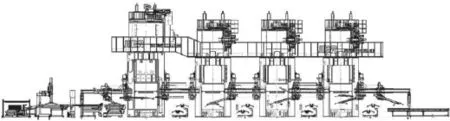
图1 自动化冲压线图示
自动化线体一般的生产流程为:上料小车→拆垛机械手→传输皮带→板料清洗/涂油机→对中台→送料机械手→压力机→压力机之间的传送机械手→取料机械手→出料皮带→装框,如图1所示。料片在上料小车上经过磁性分离器分离,拆垛机械手将板料放置在磁性皮带上,输送至板料清洗/涂油机,随后在对中台对中,由机械手将板料抓起放入第一序模具上进行冲压,冲压后再由机械手取出放入第二序模具,后续依次重复送料、冲压、取料的过程,最后产品件由输送带送出,进行装框。自动化生产时,机械手必须按照设定的轨迹运动,在进入、取件、放件、退出模具的过程中,机械手与上模、端拾器与下模、工件与下模之间容易发生干涉,通常在模具设计阶段利用干涉曲线进行检查,以保证自动化运行。

图2 平面干涉曲线图
干涉曲线
干涉曲线的含义
干涉曲线就是表示生产线连续生产时机械手进出模具的轨迹,它是自动化模具设计的重要依据,是用来检查模具是否满足自动化要求的。图2a所示平面曲线为OP10的干涉曲线,记为P1,图2b为后序机械手的干涉曲线,记为P2。因OP10滑块行程和后序压机的滑块行程不同,且上料机械手轨迹与后序机械手也存在差异,所以P1、P2曲线略有不同,但是曲线的含义及使用方法完全相同,本文以P1为例对单臂机械手干涉曲线进行详细介绍,对P2曲线不再赘述。
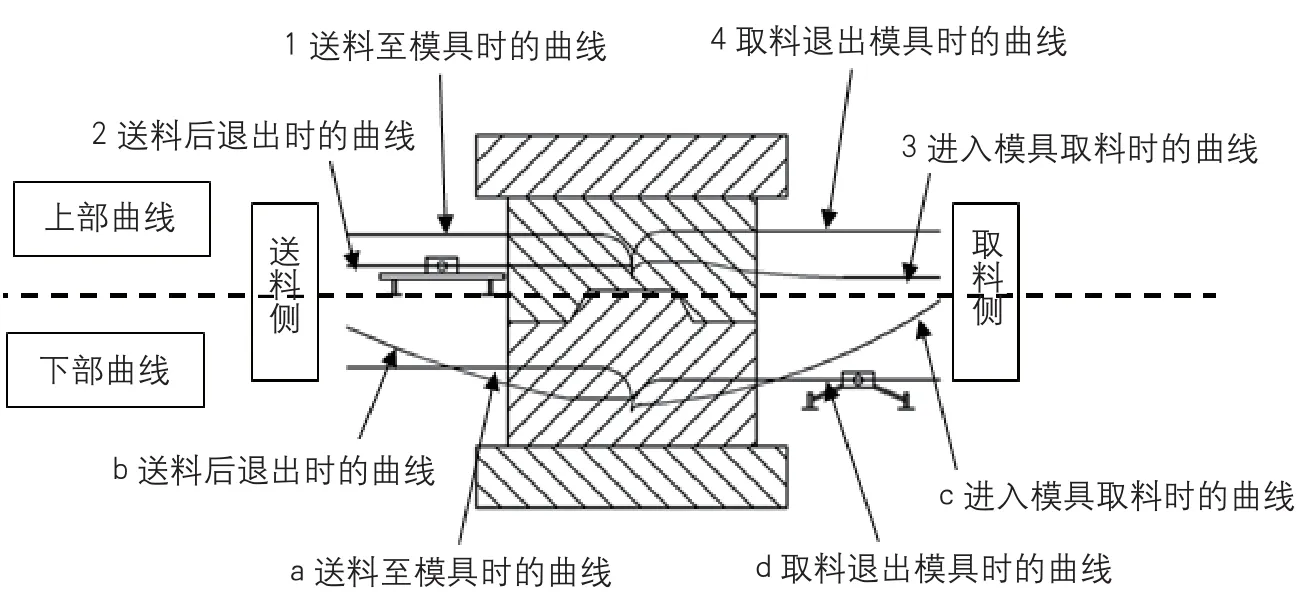
图3 P1的干涉曲线
在实际生产中,机械手进出模具的顺序依次为:送料至模具→送料后退出(同时滑块下行)→(冲压)→进入模具取料(同时滑块上行)→取料,退出模具。分别以模具的上模、下模作为参照物,将这四个动作连贯起来绘制成的曲线,即为干涉曲线。图3为P1的干涉曲线,曲线按照检查的对象可分为上下两部分,上部曲线是机械手相对于下模运动的曲线,是机械手实际运动的轨迹,可以用于检查下模干涉;下部曲线是机械手相对于上模运动的曲线,可以用于检查上模干涉。按照机械手功能可分为左右两个部分,左侧为送料侧(F向)的机械手,图中是实现送料功能的曲线;右侧为取料侧的机械手,图中是实现取料功能的曲线。
观察送料侧曲线,对比上下两部分可以发现,“2”曲线与“b”曲线形状完全不同,而“1”曲线与“a”曲线的形状是相同的。这是因为当机械手送料退出模具(b)的同时滑块下行,机械手与上模同时运动,所以“b”曲线是合运动的曲线;而“1”曲线是机械手实际运动的曲线,当机械手送料至模具(a)时,滑块处于上死点,送料过程中上模是静止的,所以“a”曲线不是合运动的曲线,是机械手运动的曲线。同理,取料侧“4”曲线与“d”曲线也是相同的。
模具设计时的干涉检查
⑴静态检查。静态检查主要根据模具的开口高度进行干涉分析,模具开口满足机械手顺利送料、取料即可:送料时保证机械手最上端与上模最下端以留出至少30mm安全余量;取料时保证零件最低点与下模的最高点留出至少30mm安全余量(图4)。满足以上两个条件,零件能顺利从设备中取出,没有干涉就可保证单次运行。
⑵动态检查。在自动化生产线上,压力机连续运行,就需要通过干涉曲线进行分析。检查模具干涉情况时,将干涉曲线放入合模状态的模具,分别检查端拾器及制件上任意点与上模及下模的干涉情况,保证上模最下端、下模最上端距离曲线30mm以上,没有干涉即可保证连续运行。
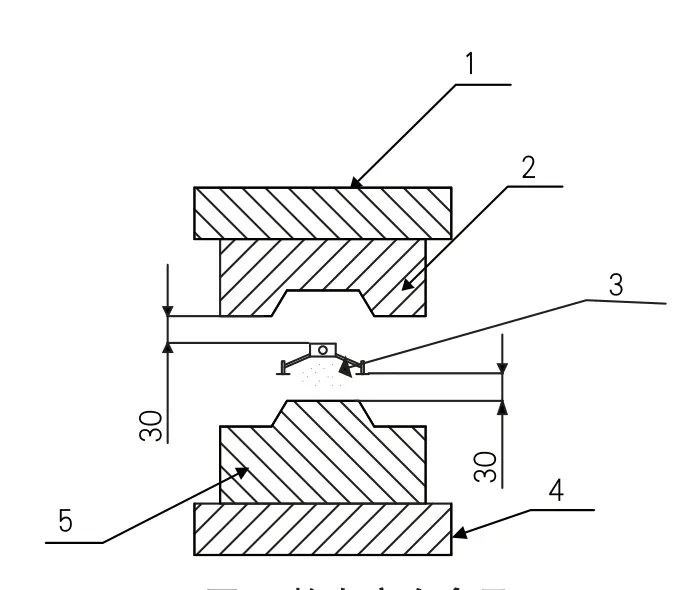
图4 静态安全余量
模具图纸的干涉检查是实现自动化最基本的保证,对后期生产效率提升也起到了关键的作用。图纸检查时要重点注意板料定位、导柱、斜楔等凸出部位。当然,实现高效率的自动化生产,调试过程也是很重要的,在压机打开时机械手提前进入,压机闭合时机械手退出,可以给自动化效率提升以更大的空间。自动化调试要从基本动作开始,不能急于求成,以安全为主,循序渐进。
结束语
目前我公司冲压自动化生产过程中有效地应用干涉曲线进行检查,积累了丰富的经验。随着汽车行业的发展,自动化冲压生产线应用也越来越广泛,了解和掌握干涉曲线是模具开发及设计人员必须具备的能力,本文对自动化冲压生产线的干涉曲线进行了介绍,希望能够给读者带来相关帮助。
猜你喜欢
青少年科技博览(中学版)(2023年5期)2023-06-26 09:39:12
中国钼业(2022年5期)2022-03-24 10:42:01
机械研究与应用(2022年1期)2022-03-14 03:39:14
橡塑技术与装备(2021年15期)2021-08-12 03:28:22
汽车工艺与材料(2021年5期)2021-05-17 08:31:08
橡塑技术与装备(2018年21期)2018-11-13 01:36:00
材料科学与工艺(2018年3期)2018-06-21 11:18:14
锻造与冲压(2018年6期)2018-03-20 02:10:11
通信电源技术(2016年1期)2016-04-16 04:57:29
机电信息(2015年3期)2015-02-27 15:54:53