
冲孔夹具的应用与研究
2016-06-21 15:06:30刘春雨安徽江淮汽车股份有限公司技术中心
锻造与冲压 2016年20期
文/刘春雨·安徽江淮汽车股份有限公司技术中心
冲孔夹具的应用与研究
文/刘春雨·安徽江淮汽车股份有限公司技术中心
传统上,汽车冲压件上的孔均由冲压模具在冲压机床上来冲制完成,以保证孔的质量,在开发过程中对应每个节点均可顺利的完成冲压件在模具上的冲制,但汽车上的冲压件较多,一般车型的冲压件都在300~400个,冲压件上孔的数量更是多之又多,其用处有定位孔、过孔、卡扣孔、漏液孔等等,初期的数模设计便是一项浩大的工程,如果在车型开发前期出现纰漏,在后期便需要对数模的孔及型面进行修改,已满足车型性能的整体要求,这样便要求相应的模具及夹具结构在设计时进行同步的实时更新,已满足数模的设计变更需求。
当模具的更改无法满足数模要求时,需要重新开发,这对整个项目的周期及预算均是重大的损失,如本车型的侧围外板模具,其外廓尺寸为4390×2290×1050(mm×mm×mm)模具重量为33.1t,其一套模具费用大概在149万元,左右侧围外板共计298万元,大大增加了车型工装的开发费用及周期,如何既满足车型数模的变更又能尽量减少对模具及夹具开发费用的影响,便成为车型开发在后期要着重解决的问题。
夹具在工作过程中要完成对多件进行点焊的工作,其空间相对较大,可以在夹具上增加相应的冲孔装置来完成数模上新增孔的冲制,不仅可以满足数模的设计需求,更能大大的降低工装的开发成本。
结构设计
冲孔夹具包括举升装置、定位装置、夹紧装置、冲孔装置等四部分。
举升装置
举升装置安装在夹具底板上,由方钢骨架、托料板、钢板、导柱、导套、定位板、钢筒、支撑板、传感器、转接套、限位块、限位板组成,由方钢焊接成骨架,骨架中间为方形,钢板焊接在骨架中间处,用于安装导柱及气缸,在方钢的前后端头处安装有托料板,定位板安装于托料板的侧面,对侧围的边进行定位,传感器安装在钢板上,用于侧围放件后的感应,限位板安装在钢板上,导柱通过螺钉安装在限位板上,钢筒安装在底板上,导套固定在钢筒内,与导柱导向;限位块为凹形钢板,安装在钢板上,转接套为工字形圆钢套,外部中间处与限位块配合,内部螺纹与气缸连接,支撑板安装在底板上,气缸安装于支撑板的上部,至此气缸可通过转接套将方钢骨架举起收回。举升装置分解图和举升装置剖视图如图1、图2所示。
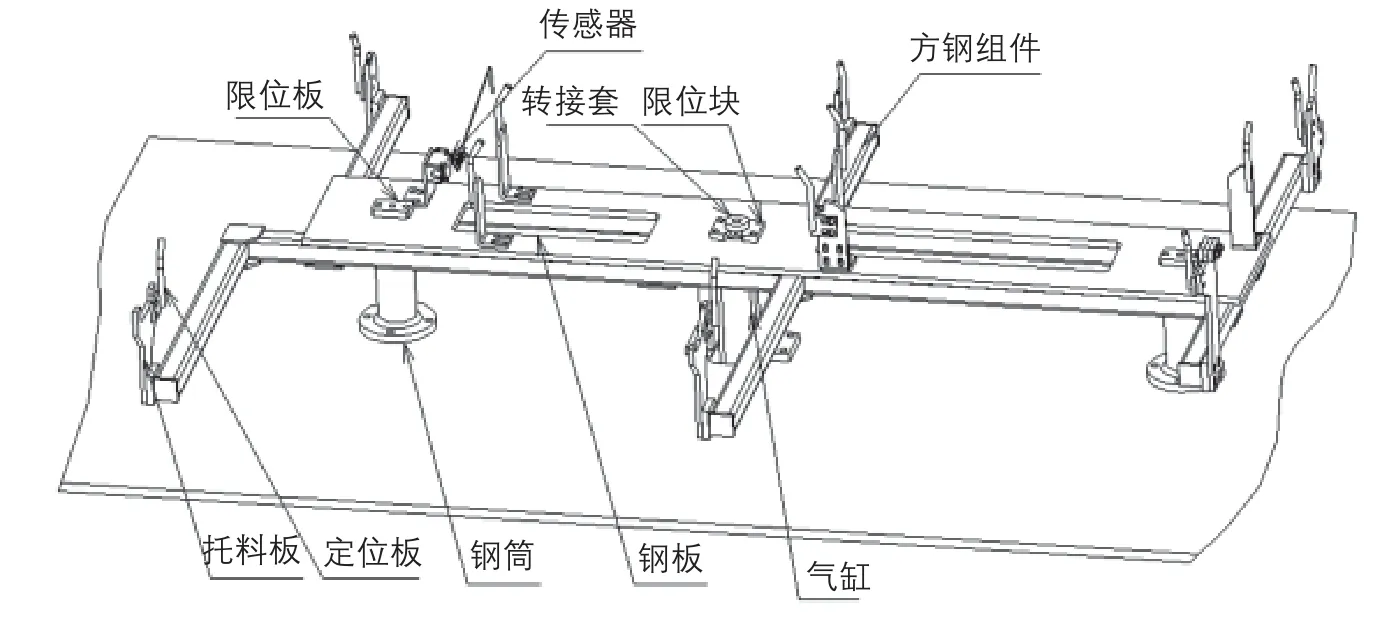
图1 举升装置分解图
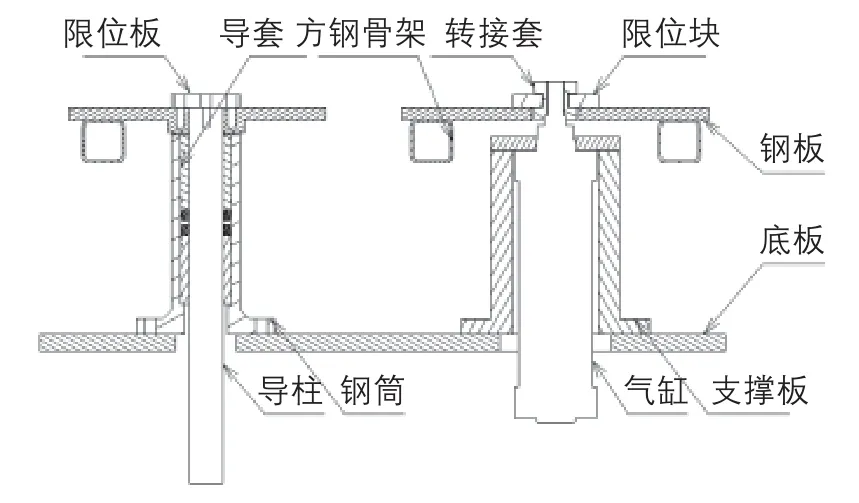
图2 举升装置剖视图
定位装置
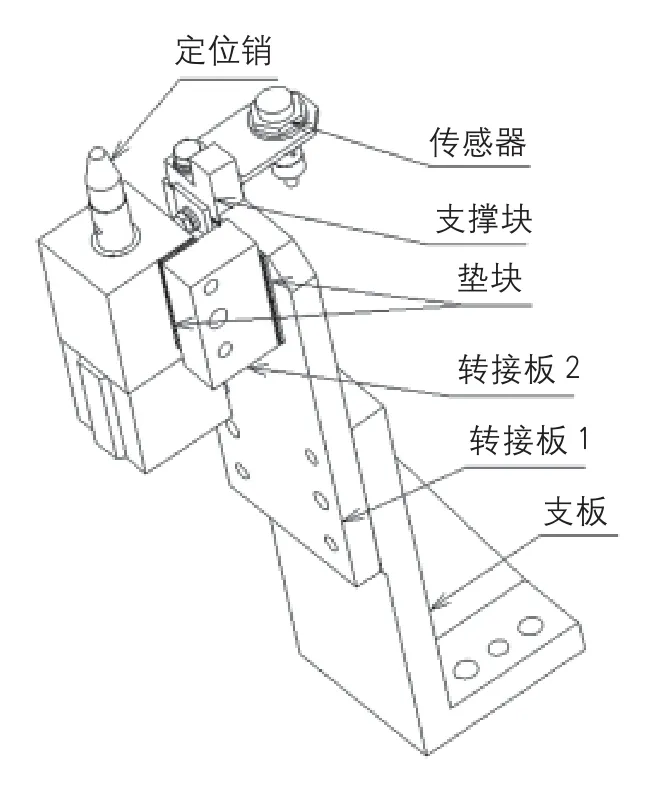
图3 定位装置轴测图
定位装置由定位销、传感器、支撑块、支板、垫块、转接板1、转接板2组成,支板固定在夹具的底板上,转接板1安装在支板上,传感器、支撑块、定位销、转接板2均安装在转接板1上,传感器用于侧围外板定位后的感应及信息传导,支撑块用于支撑侧围外板,定位销安装于转接板2上,通过垫片调整转接板2及定位销的位置。定位装置轴测图如图3所示。
夹紧装置
夹紧装置由定位支板、转接板、支撑块、夹紧块、旋转块、气缸组成,支板安装在夹具的底板上,转接板与支板连接,支撑块安装于转接板上,用于侧围外板的支撑,夹紧块与旋转块固定在一起,旋转块上的圆孔与转接板上部的圆孔同轴通过螺钉、螺母固定。夹紧块上的圆孔与气缸上部的圆孔同轴通过螺钉、螺母固定,气缸通过侧面的圆孔与转接板下部的圆孔同轴通过螺钉、螺母固定,通过气缸推力的作用,通过三轴的关系,将夹紧块闭合或张开,用于侧围外板的固定与取出。夹紧装置轴测图如图4所示。
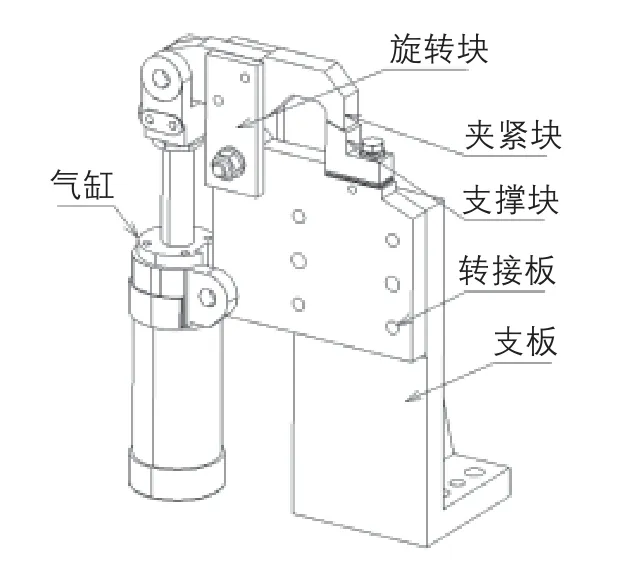
图4 夹紧装置轴测图
冲孔装置
冲孔装置由冲孔组件与推送组件两部分组成。冲孔组件通过支座与推送组件的支撑板固定,上部为冲孔组件、下部为推送组件。冲孔装置轴测图如图5所示。
气动装置、导向滑轨1、传感器1、传感器2、凹模套、废料盒安装于支架上,转接套一侧与气动装置通过螺纹连接,另一侧通过固定板固定在底座的上部,冲头组件安装于底座的下部,导向滑块1安装于底座的侧面,与导向滑轨1进行配合滑动。支架通过销钉固定在支座上。支架Z向的角度可以依靠图6中的d角控制,支架X向的角度可以依靠图6中的D角控制,高度方向可以依靠支座的高度进行控制。由此,冲孔装置可以进行3个角度的控制,完成不同方向孔的冲制。
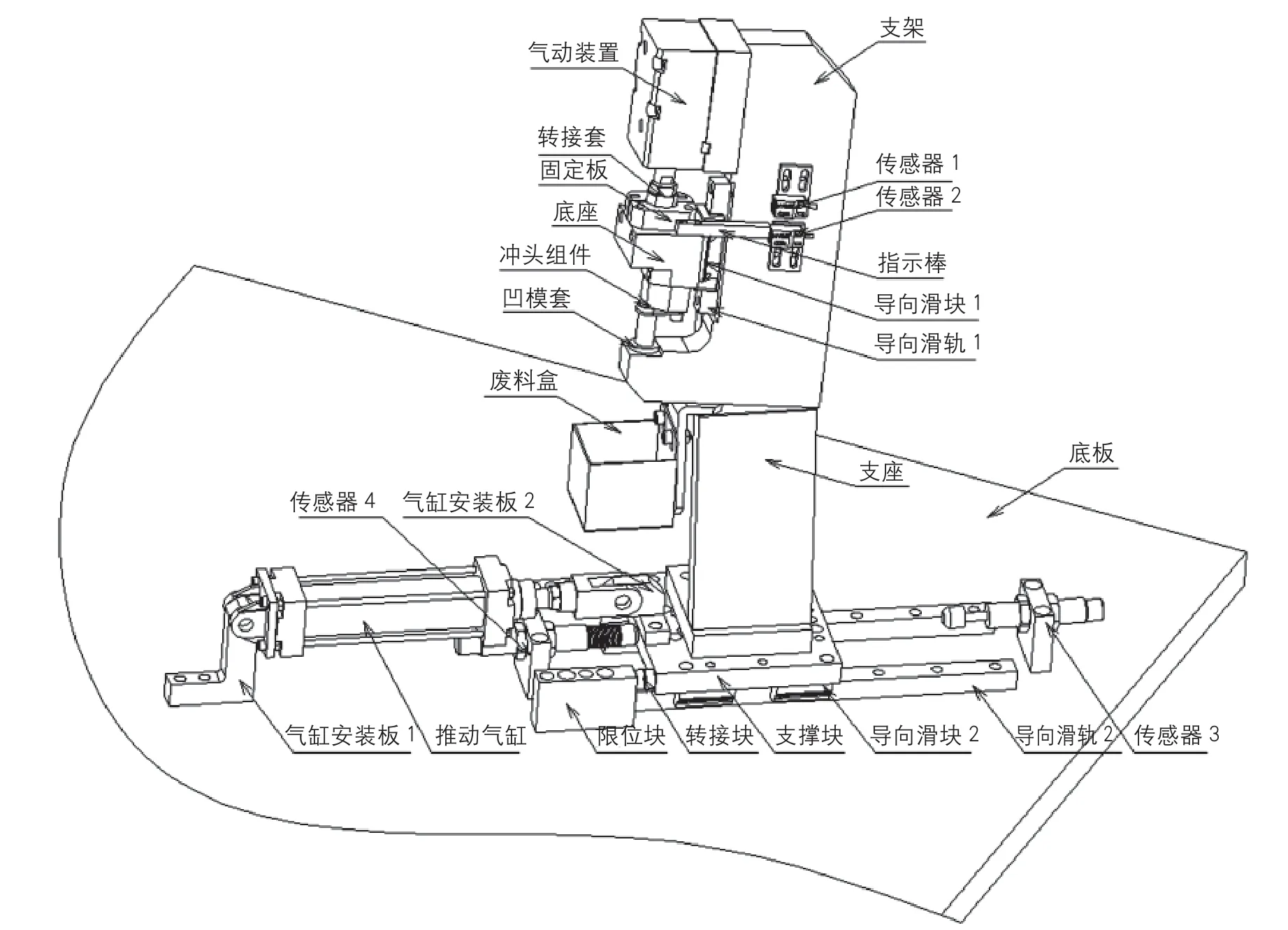
图5 冲孔装置轴测图
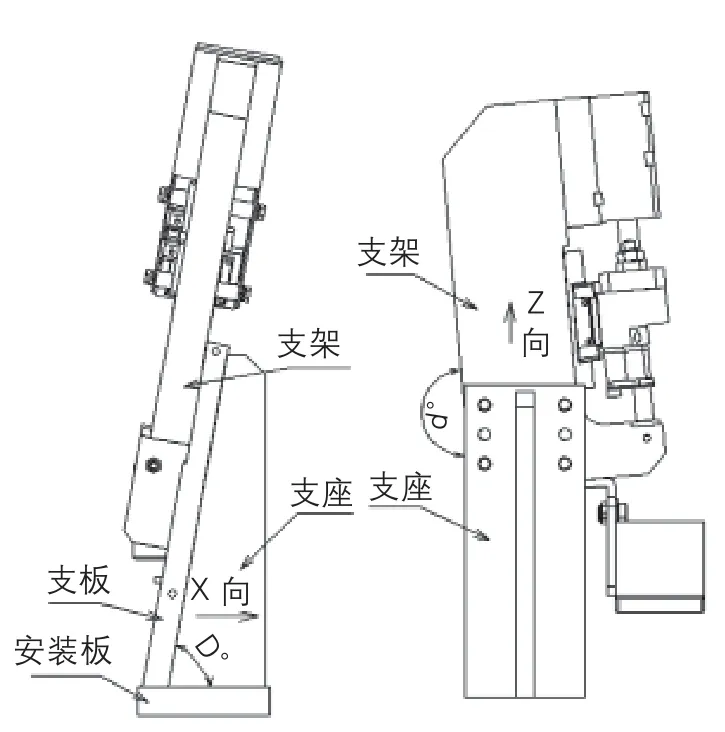
图6 冲孔装置支座向视图
传感器3、导向滑轨2、限位块、传感器4、气缸安装板1安装在底板上,转接块安装在支撑板上,导向滑块2安装于支撑板的下部,推动气缸的尾部与气缸安装板1连接,头部通过气缸安装板2与支撑板连接在一起,导向滑块2在导向滑轨2上配合滑动。
当处于非工作状态时,支撑板与传感器3接触,指示棒在传感器1的位置上。板件放入后,推动气缸将支撑板拉回,支撑板在导向滑轨2上滑动,当转接块与限位块接触,支撑板与传感器4接触后,气动装置开始推动底座、指示棒及冲头组件在导向滑轨1上向前运动,当指示棒运动到传感器2上方时停止运动,冲头组件与凹模套完成产品件上孔的冲制。
冲制完成后,气动装置拉动冲头组件向上运动,当指示棒在传感器1上方时停止运动,此时气缸推动支撑板向前运动,冲孔组件随之向前运动,当支撑板与传感器3接触时,气缸停止推动,此时可将产品件取出,完成一个冲程运动。
工作原理
当侧围放在举升器上,感应装置与侧围外板接触后,举升装置在导柱导向作用下向下运动,侧围外板通过定位装置上的孔进行精确定位,当侧围外板与托料板及定位装置上的感应器接触后,夹紧装置将侧围外板夹紧固定在本装置上,冲孔装置上的推拉气缸及冲孔装置被拉到工作位置,传感器感应后,冲孔装置完成新增孔的冲制;当冲孔完成后通过传感器的控制,推拉气缸将冲孔装置推离工作位置,夹紧器松开,举升器将侧围外板举起,完成一次冲制动作,如图7所示。
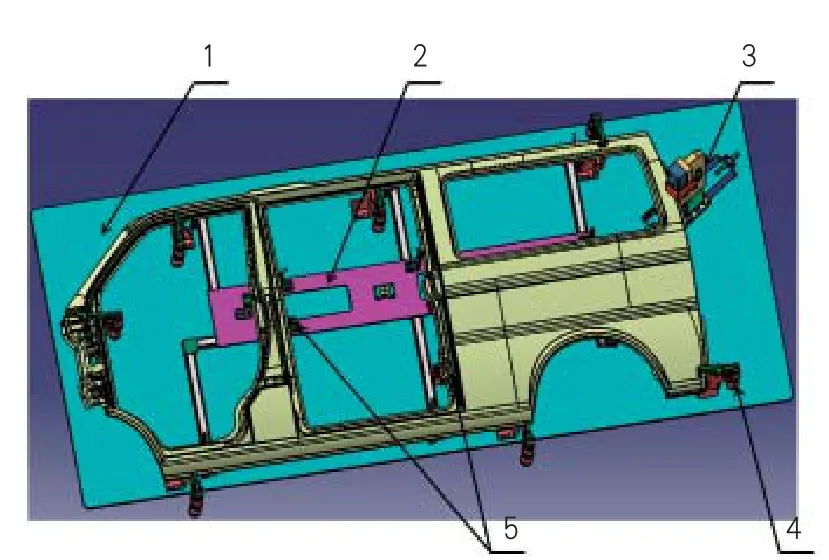
图7 冲孔夹具轴测图
结束语
通过对侧围外板新增孔及冲孔夹具结构的研究与应用,采取在夹具上增加冲孔装置,实现了侧围外板新增孔在夹具上的冲制。该冲孔装置,避免了已铸造模具实物的报废,节省了工装的开发费用,降低了工装的开发周期,本车型的侧围外板模具一套重量为33.1t,节约的费用在149万元,左右侧围共计298万元,将此技术应用于同类产品上便会大大降低整车白车身的开发成本,同时也避免了资源的浪费。
猜你喜欢
电子设计工程(2022年20期)2022-10-28 13:42:54
建材发展导向(2022年18期)2022-09-22 07:13:10
辽宁师专学报(自然科学版)(2021年1期)2021-07-21 03:17:06
模具制造(2019年10期)2020-01-06 09:13:02
模具制造(2019年10期)2020-01-06 09:13:00
汽车实用技术(2019年20期)2019-11-06 07:18:24
模具制造(2019年4期)2019-06-24 03:36:42
机械管理开发(2018年11期)2018-11-28 08:40:52
山东工业技术(2016年15期)2016-12-01 05:30:44
现代制造技术与装备(2015年4期)2015-12-23 10:20:20
