
轴类齿轮插齿加工夹具设计及应用
2016-06-21 05:50:29撰文向光祥
中国机械 2016年6期
撰文/向光祥
■443003 宜昌长机科技有限责任公司 湖北 宜昌
轴类齿轮插齿加工夹具设计及应用
撰文/向光祥
■443003 宜昌长机科技有限责任公司 湖北 宜昌
摘要:根据轴类齿轮要求,设计轴类齿轮插齿加工夹具,夹具采用六点定位,确保加工精度,刀具径向进给展成加工。该夹具结构简单,使用方便。关键词:轴类齿轮;插齿;夹具;加工精度
汽车变速箱中有大量的轴类齿轮零件,由于零件结构限制,齿部通常采用插齿进行加工,该道工序也成为轴类齿轮加工的重点。一般插齿前先完成外圆、端面加工和两端中心孔加工。考虑到前序加工精度和本序加工的效率,设计了轴类齿轮插齿加工夹具,夹具采用零件中心孔定位,外圆辅助夹紧,刀具径向进给,利用展成法对轴类齿轮进行加工。
零件工艺分析
图1为某汽车零件一轴齿轮,零件规格在机床加工范围之内,材料为20CrMoTi,硬度HB165~190,加工外齿。插齿前序如图1一轴齿轮加工工序图所示,全部半精加工到图示要求。插齿加工时要求:工件以两端中心孔及45右端面定位,Φ70.40+0.05外圆夹紧带动零件旋转,齿轮加工成形后,相对于φ70.4+0.022外圆径向跳
0 动Fr≤0.05mm。

图1 一轴齿轮加工工序图
夹具设计
图2为一轴齿轮加工夹具示意图,夹具组成:上顶尖1、零件2、支承板3、底座4、下顶尖5、弹簧6、单动油缸7、活动环8、导向板9、钢球10、弹簧11;其中下顶尖5、弹簧6安装在插齿机床工作台旋转主轴内孔中。根据夹具设计六点定位原理,首先选取合理的定位基准和定位元件,在一轴齿轮加工工序图(图1)中,要求以两端中心孔及45右端面作为定位基准;在实际夹具设计中,遵循设计基准与加工基准重合原则,采用上顶尖1、下顶尖5和支承板3作为定位元件限制五点方向自由度,采用单动油缸7、导向板9夹紧零件2并带动零件2旋转,实现零件2六点定位。
底座4通过螺钉与插齿机工作台连接,活动环8安装在底座4与支承板3之间并留有0.1mm间隙,活动环8内孔与底座4轴肩留有0.5mm间隙,活动环8便可以径向移动;导向板9安装在活动环8上并与底座4上的凹槽有间隙配合,可使导向板9带动活动环8沿凹槽方向作径向移动。
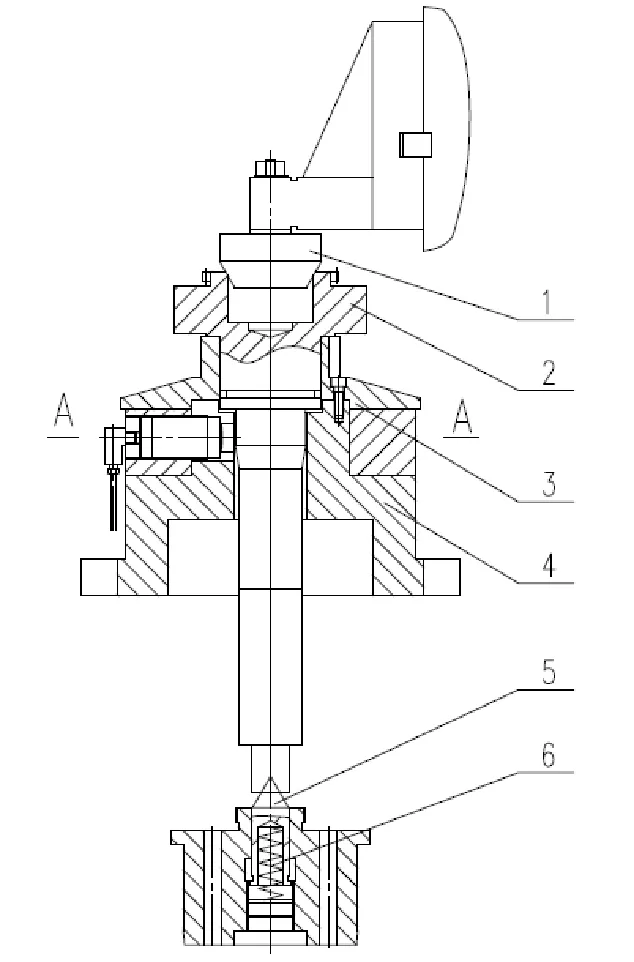

图2 一轴齿轮加工夹具示意图
零件2放入支承板3孔中,直至零件2中心孔与下顶尖5接触,上顶尖1向下移动压紧零件2,直至零件2端面与支承板3接触,同时下顶尖5压缩弹簧6,使下顶尖5始终与零件2中心孔接触;单动油缸7供油,油缸接触工件后带动活动环8,活动环8与导向板9连接一体,导向板9径向移动靠近零件2,直至导向板9与单动油缸7同时接触零件2并夹紧零件2为止;单动油缸7停止供油,两个钢球10在弹簧11的用下带动活动环8反向移动并松开零件2,零件2取出。
底座4是整个夹具的支承载体,该零件要求强度高,不变形,采用40Cr钢锻件,其上部分与其它零件配合接触部位尽量小或留有间隙,可减少加工面,提高配合接触精度;其下部分与插齿机工作台主轴端面接触部位应保证其接触面,提高接触精度,加工时可用相互对研接触面的方法来实现。
夹具特点分析
本夹具的特点在于充分利用六点定位原理,避免零件2在夹具中的过定位;同时活动环8可以带动导向板9径向移动,按照零件2外圆的实际状况调整夹紧位置,有效的减少了零件2外形误差对夹具定位精度的影响,降低了零件2上道工序加工的要求,从而降低用户成本。
单动油缸7利用了油缸夹紧、碟形弹簧松开的工作原理;当油缸供油时,活塞伸出夹紧工件,当油缸停止供油时,活塞在碟形弹簧作用下回退松开工件。为确保单动油缸7径向夹紧工件时不影响工件两端中心孔的定位,油缸供油压力连续可调,方法:将杠杆百分表压在工件径向方向外圆上,压表部位应尽量靠近工件夹紧部位,调整杠杆百分表,反复将单动油缸供油、停止供油,观察杠杆百分表上指针的变化,调整供油压力,直到杠杆百分表上指针无变化为止。
夹具安装及使用
a将夹具下顶尖部分安装在插齿机床工作台旋转主轴内孔并校验精度;将夹具上部分通过底座4安装在插齿机床工作台旋转主轴端面上并校验精度。
b将插齿刀具通过刀柄安装在插齿机床刀架体上并校验精度。
c将零件2安装在夹具上,同时上顶尖1向下移动压紧工件,然后单动油缸7供油径向夹紧工件。
d径向移动插齿刀架,使插齿刀具靠近零件,确定零件加工对刀位置。
e根据零件参数、刀具参数、加工原点位置、对刀位置编制插齿机自动加工程序。
f启动自动加工程序,对零件进行自动加工;动作顺序:快速进给→慢速进给→工作进给→慢速后退→快速后退;加工参数:插齿刀主运动冲程数700str/min,径向进给量0.01mm/str,圆周进给量0.2mm/ str。
g加工结束,机床退回加工原点位置。
h夹具松开,取出工件。
结束语
实践表明:该夹具结构新颖,应用夹具对零件进行自动定位、自动加工,很好地保证了零件的定位精度和加工精度;该设计方案及加工方案是可行的,降低了操作者的劳动强度和用户加工成本;该夹具设计结构简单,安装方便,大大提高了生产效率,适合批量加工。
参考:
[1]朱孝录.齿轮传动设计手册[M].北京:化学工业出版社,2005.
[2]陈日曜. 金属切削原理[M].北京: 机械工业出版社,2002.
[3]王启平.机械制造工艺学[M].哈尔滨: 哈尔滨工业大学出版社,1997.
作者简介:
向光祥(1971-),男,汉族,湖北五峰人,现供职湖北宜昌长机科技有限责任公司机床研究院,高级工程师,本科,长期从事插齿机的设计开发工作。
猜你喜欢
装备制造技术(2021年1期)2021-05-21 07:54:52
哈尔滨轴承(2021年4期)2021-03-08 01:00:48
装备制造技术(2020年9期)2021-01-26 00:15:30
制造技术与机床(2017年10期)2017-11-28 05:20:46
中国科技博览(2016年25期)2016-12-20 19:29:29
科学与财富(2016年26期)2016-12-01 21:37:52
中国科技博览(2016年22期)2016-11-01 17:13:02
考试周刊(2016年82期)2016-11-01 11:12:57
科技视界(2016年11期)2016-05-23 11:20:19
中国市场(2016年2期)2016-01-16 09:45:57
