船舶海损修理中的线型复原、外板展开和敲样加工技术
2016-06-21 15:12:31肖志坚
中国修船 2016年3期
肖志坚
(上海华润大东船务工程有限公司,上海 202155)
技术交流
船舶海损修理中的线型复原、外板展开和敲样加工技术
肖志坚
(上海华润大东船务工程有限公司,上海 202155)
船舶在复杂气象条件下航行或在夜间航行,不可避免地会出现海损事故。其中,船舶海损事故发生时,艏艉部附近区域受损情况占海损事故的绝大部分。此区域往往是船体线型曲度大的区域。此外,船舶修理往往是周期紧、任务重、合并保养的项目多。因此,船体技术员要能够熟练运用船舶基本理论知识,能够快速有效地复原线型,并能掌握进行外板展开、排板和下料的方法。这些方法在海损修理过程中尤为重要。文章以某4 500 TEU集装箱船的海损修理的实例,分步骤讲述线型恢复、外板展开和敲样加工的技术原理和工艺方法。
船舶海损;线型复原;外板展开;敲样加工技术
船体艏艉部线型恢复的好坏,关系到船体的结构布置、舱室容积的保持、航向稳定性乃至船舶修复后的美感。因此,受损区域船体结构恢复应尽量做到如实还原原船的原始状态。
1 线型恢复步骤
1.1 受损船舶的前期工作
通常,船舶遇海损事故后船方会勘验受损情况并采取临时补漏措施。然后扫描部分受损区域的图纸,制作修理项目单,其中包括受损区域的图纸、照片及文字描述等等,上述资料的电子版先期发往意向修船厂。船舶修理厂接到项目单后进行价格评估、档期安排、材料统算、纳期和工艺方案的初步确定等准备工作。
1.2 原船图纸的搜集、复印和扫描
受损区域的损坏情况虽然在前期项目单中得到描述,并附有受损照片和结构图纸等资料,但船厂的技术人员仍然未完整准确地掌握实际的受损情况。因此,受损船舶进厂后,船厂的技术人员仍然需要上船实地勘验受损的准确位置和所涉及的区域,并会同船东确定修理区域,进行实船标记和必要的简图标注。然后按照涉及到的受损区域,搜集随船图纸进行复印和扫描,并对扫描的图片进行处理,便于后期工作的展开。
1.3 现场数据的采集
船舶海损修理通常不进行线型的二次光顺,原因如下:①通常涉及区域小,以致没有二次光顺的必要;②修理船厂对受损船舶线型的第二次光顺和制造船厂的第一次光顺通常无法做到完全吻合。所以船体技术员需要实地量取受损区域的线型数据,具体方法是:量取受损区域关于船中对称的另一侧面的型值半宽数据,如甲板面不同肋位的半宽值、平台面不同肋位的半宽值、2甲板不同肋位的半宽值、3平台不同肋位的半宽值等,量取这些能反映船体线型的变化情况的数据,并做详细记录。
1.4 线型的恢复
有了前期准备的资料和数据,即可以进行受损区域的线型恢复。打开AutoCAD工作窗口,在窗口内建立船舶横剖面的中心线、基线、型深线位置、半宽线、各纵壁和平台线等基准线。搞清各结构线的理论线朝向,把横剖面的初步框架复制出所需要的肋位数量,再逐个进行横剖面的线型构建。现以4 500 TEU集装箱船“海湾桥”号艏部右舷受损区域为例,具体步骤如下。
1)AutoCAD工作窗口内点击“插入”→“光栅图像参照”→选取肋位横剖面结构图片,把图片调入AutoCAD工作窗口。
2)按照结构间距,将图片缩放成基本1∶1的比例,并按照结构横平竖直的原则,将图片旋转达到要求。
3)移动图片,使图片上的结构线和AutoCAD里建立的相应基准线基本重合。根据前期测量的上下半宽数据值,用弹性曲线对此处肋位的外板和甲板线型进行绘制,绘制出的线型参照图片外板线型的变化趋势,做到变化均匀且光顺。相同原理,依顺序逐个复原各肋位的横剖面线型并标记清楚肋位号。
4)将各复原好的横剖面线型复制到同一个横剖面内,然后按照三向光顺原理,复原水线面图(或纵剖线图)。对不光顺的位置进行微调,达到三视向都光顺。恢复后的肋骨线型如图1所示。

图1 恢复后的线型图
1.5 线型在结构重建中的运用
线型复原以后,就可以对受损区域船壳内部的机构进行重建,绘制结构图、排板并制作套料卡;根据纵骨的位置绘制斜剖线,用斜剖线对纵骨进行排料和下料;对受损区域进行外板展开,然后进行排板、下料和加工。
2 受损区域外板的“十字线法”展开
在外板展开之前,根据受损情况,确定换板区域,并把受损区域前、后位置和上、下位置用弹性曲线表达在横剖面图上,作为后期外板的展开和排板的边界,方法如下。
2.1 模板区域侧影图
根据受损区域位置,确定外板换板区域,并根据板厚区域和主要结构绘制侧影图,如图2所示。
2.2 肋位横剖面图
把图2的换板区域反映到“肋骨横剖面图”上,并把不涉及到的区域剪切掉,如图3所示,图3中所表达的区域即是需要展开的区域。
2.3 “十字线”法近似展开外板
如图3可以发现各肋骨线型相互接近平行,弯曲度比较小,采用“十字线”法展开比较简便。为了清晰表达,以下详述外板的展开原理。
1)确定外板展开的3个要素之一,准线的确定。从图4肋骨线型图选取中间肋骨FR95作为基准肋位;连接FR95肋骨线的上、下接缝交点作为弦线,过FR95肋骨线横曲度最大点a5作FR95肋骨线的垂线,此垂线为准线。
2)确定外板展开的3个要素之二,冲势值(即:肋骨弯度值)的确定。以a5a6为k,a5D为m,做出冲势图中的直角三角形,得y值,如图5所示。
3)确定外板展开的3个要素之三,求准线的上、下纵接缝实长。在AutoCAD中可以用截取曲线的方法求得准线到上、下接缝的长度,按船体空间曲线叠加实长法求得各线实长,如图6求准线的上、下纵接缝实长。这里要注意横接缝位置,其间距是横接缝与相邻肋骨号在纵剖型线图上的距离,如同大接缝在外板展开图上至相邻肋号的距离一样。
4)作展开图,如图7作展开图。
(2)冲势方向判定方法:首部-正曲向首,反曲向尾;尾部-正曲向尾,反曲向首,其中:曲线向舷外弯曲的为正曲,向船中弯曲的为反曲。按此方法判定冲势方向向首,在FR95基准肋骨点a5向首量取冲势y,同时作垂直线(如图7所示的EF)。
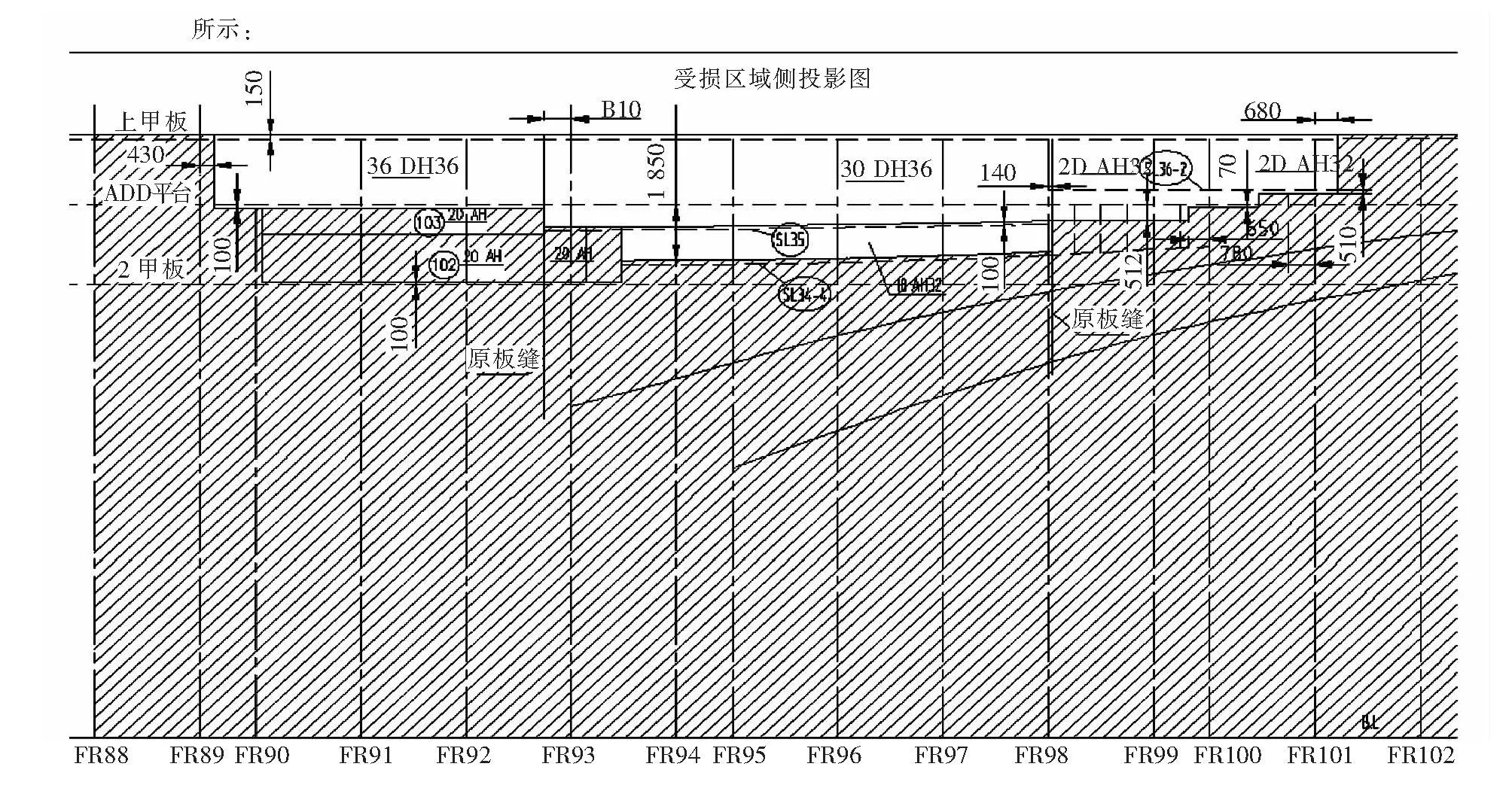
图2 换板区域侧影图
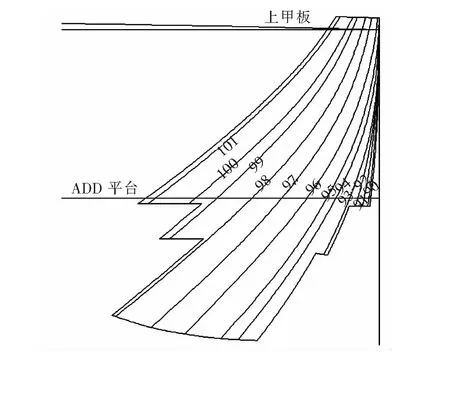
图3 肋位横剖面图(需要展开的部分)

图4 准线的确定
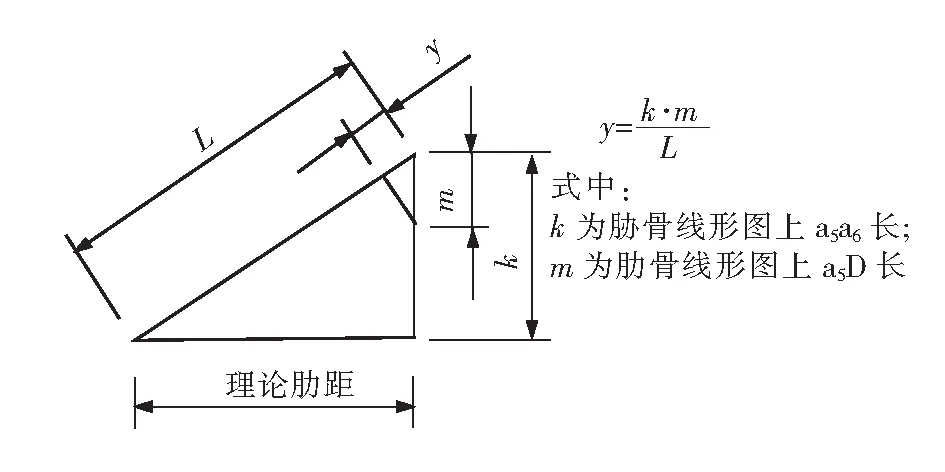
图5 冲势值的确定
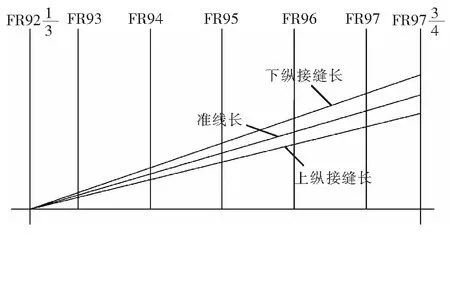
图6 求准接线上、下纵接缝实长
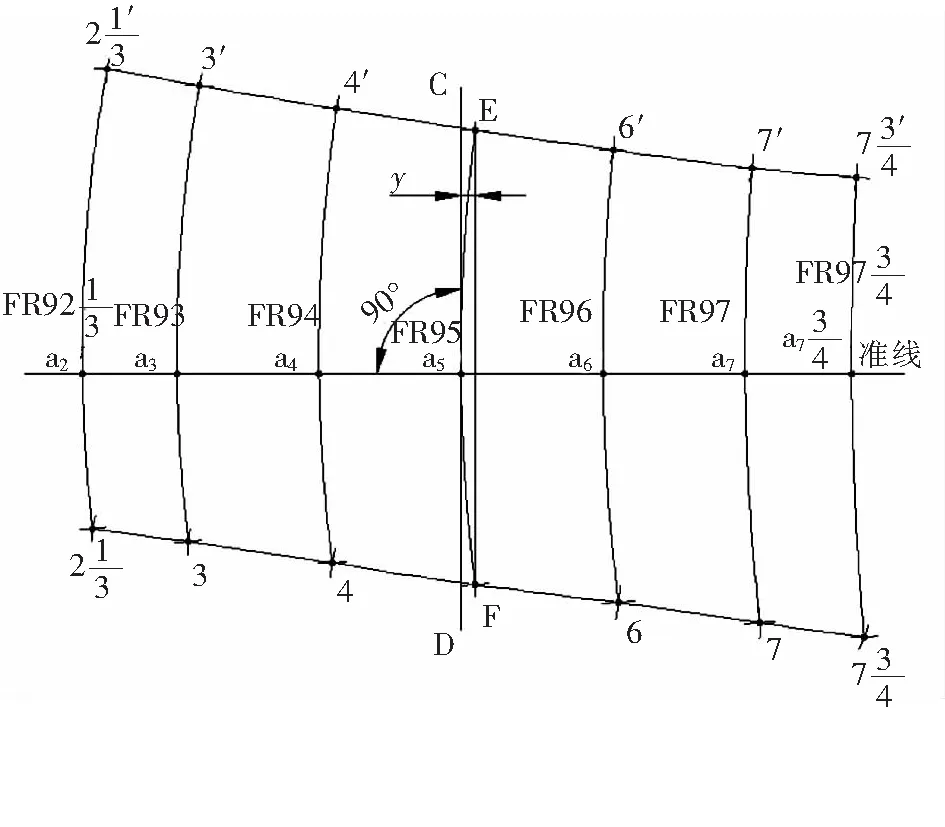
图7 展开图
(3)以a5为圆心,图4中a5至上纵缝肋骨弧线长度为半径画弧交垂线于同名点E;再以a5至下纵缝肋骨线长度为半径,画弧交垂线于同名点F,连顺Ea5F曲线即为FR95肋骨线在该外板上的弯度。
(4)以a4为圆心,图4中a4至上接缝肋骨弧长为半径画弧与E为圆心,FR94至FR95上缝线实长为半径画弧,两弧交于4′;再以a4至下纵接缝肋骨弧线长为半径画弧与F为圆心,FR94至FR95下纵缝实长为半径画弧,两弧交于4,连顺4′ a44曲线即为FR94肋骨线在该外板上的弯度。
(5)其余各肋骨线摊平方法与上述相同,用样条曲线将上、下接缝交点连顺,四边连顺后即得到该外板展开图,如图7所示。
5)外板展开过程中的注意事项。
(1)外板展开应尽量一次展开,避免分片展开后上船装配时出现外板贴合不密,有较大的间隙,从而造成后期的外板挖补。
(2)通常需要更换的外板区域在“肋骨横剖面图”上的“上纵接缝”和“下纵接缝”不是直线,而是连续折线或弧线。这样的情况需要以最宽处取直线,展开后再扣除多展开的区域,即可得到需要展开区域的形状。
(3)对摊开后的外板进行板列划分时,注意外板厚度布局、余量的合理加放和过度坡口布置。
3 外板的敲样和加工
按照上述原理,4 500 TEU集装箱船“海湾桥”船海损部位展开后的实际形状如图8所示。

图8 外板展开图
经过外板展开、板列划分和外板零件编号后,即可套料并数控切割出来。外板的加工可以依据放样数据进行加工。制作木样箱通常需要几天时间,而活络样板则需要配合样台才能够进行外板加工。
在周期紧张或硬件设备条件不具备的情况下,可以采取外板敲铁样的办法进行加工,步骤如下。
3.1 外板的敲样
1)在图8中,按照采购的钢板规格排板,标注每个板列不同肋位的实际宽度,如图8所示。按照图8给出的不同板的不同肋位展开值数值,依据长度值准备相应数量和长度的铁样条,并画上板号、肋位号和上下口方向,以备敲取铁样。
2)(右舷为受损面)在左舷对应位置,划出板列和肋骨的大致位置线,拉棉线测量大致纵向的冲势值,并逐一记录下来,以备后面加工时使用。
3) 在左舷肋骨位置线上,用对应铁样条按上下方向沿码刻线逐次敲出每块外板在不同肋位的形状,完毕后统一送船体车间内场以备外板的加工。
3.2 外板的冷压加工
1)在需要加工的外板上弹出压制加工线(如图9中的点划线)。弹线斜度和斜角方向需要依据外板扭曲的方向定,切不可弄反。压制线与纵向夹角越大,压制后产生的冲势值越大。
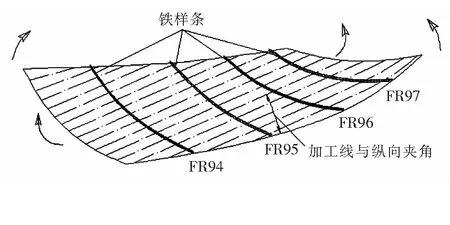
图9 外板加工示意图
2)依据对应的铁样条,对应肋位号进行压制,等到各肋位线型均与样条贴合,加工完成。
3)当外板板厚≤20 mm,且单块外板上肋骨上下纵缝连线产生的拱高<20 mm时,可以利用钢板的自身弹性直接上船贴板装配,无须敲铁样和冷压加工。
4 结束语
通过上述方法,在修理4 500 TEU集装箱船“海湾桥”的右舷艏部外板撞损部位的过程中,获得理想的效果,不仅节约了时间,线型恢复后也基本与原船吻合。外板在展开、排板下料和依据铁样加工后上船装配时外板与内部框架基本贴合,没有产生材料的浪费。特将相关经验写出来与同行们分享。
安全生产 警钟长鸣
Most sea-damaged ships are damnified with the parts near bow or stem,since they are sailing in the complicated meteorological conditions or at night,the parts of which are usual the areas of the curvature.Maintenance for these parts includes short period,heavy task and multi-items.For the technicians who are engaged in such maintenance should utilize marine basic theoretical knowledge perfectly and master the methods to linearize restoration,make shell expansion and knock sample processing with plate laying-out and baiting,which are of great importance for seadamage maintenance.Taking container-ship 4 500 TEU as example,the techniques above and principle are given step by step.
sea demaged ship;linearize restoration;shell expansion;knock sample processing
肖志坚(1980-),男,江西吉安人,工程师,大学本科,主要从事船舶修理与制造工作。
U672
10.13352/j.issn.1001-8328.2016.03.007
2015-12-25
猜你喜欢
模具制造(2019年10期)2020-01-06 09:13:02
模具制造(2019年10期)2020-01-06 09:13:00
制造技术与机床(2019年8期)2019-09-03 01:14:32
模具制造(2019年4期)2019-06-24 03:36:42
江西建材(2018年4期)2018-04-10 12:37:28
船舶标准化工程师(2017年2期)2017-04-05 08:42:56
现代制造技术与装备(2015年4期)2015-12-23 10:20:20
核科学与工程(2015年3期)2015-09-26 11:58:13
计算机工程(2015年4期)2015-07-05 08:27:42
计算物理(2014年1期)2014-03-11 17:00:58