航空发动机喷嘴关键工序加工及装备
2016-06-16 06:21:44哈尔滨东安实业发展有限公司张智秋贾峰
世界制造技术与装备市场 2016年2期
哈尔滨东安实业发展有限公司 张智秋 贾峰
航空发动机喷嘴关键工序加工及装备
哈尔滨东安实业发展有限公司 张智秋 贾峰
随着我国经济建设和航空工业的迅速发展,国家对航空发动机及其他航空产品的需求越来越大。航空发动机是高技术产品,其组成的零部件多达几千种,品种繁多、技术复杂、要求高。
航空发动机喷嘴作为整个发动机的核心零件,加工精度和质量对燃油分布、雾滴尺寸、燃烧完全度、点火、出口温度场、润滑和排放污染等均有很大的影响。本文主要对燃油喷嘴的加工进行论述。
航空发动机喷嘴产品概述
1.产品特点及分类
喷嘴分为滑油喷嘴和燃油喷嘴两大类。孔径一般为φ0.3~0.8mm。滑油喷嘴为各润滑系统中的末端零件,用于对润滑点或部位进行喷油,以保证运动部件的正常工作。燃油喷嘴为各燃油系统中的末端零件,为发动机燃烧室提供燃油。

2.燃油喷嘴产品的特点
燃油喷嘴的功用是将燃油雾化,加速混合气体的形成,保证稳定的燃烧和提高燃烧效率。航空发动机的燃油喷嘴有:离心喷嘴、气动喷嘴、蒸发喷嘴和甩油盘式喷嘴。燃油喷嘴中的两个重要件为启动喷嘴前部和旋流器。如下图所示,旋流器起到旋流作用,燃油从两槽中进入旋流室内,从旋流室旋流,在压力的作用下产生离心力使燃油高速旋转到启动喷嘴前部的102°锥角内,燃油高速旋转通过φ0.32mm的中心孔,在压力的作用下产生雾化及雾化角。雾化角的大小由启动喷嘴前端的80°锥角决定。
其工作原理是燃油在油压的作用下沿切向喷油槽进入喷嘴腔内,高速旋转,从喷口喷出时,在离心力的作用下雾化,形成旋转的圆锥油雾层,与来自涡流器的旋转气流相撞、混合形成混合气。燃油喷嘴对发动机燃烧室工作性能有重大影响,所以燃油喷嘴的要求很严格,要求雾化程度、雾化角度、小压力下的雾化程度与角度、大压力下的喷嘴流量及喷嘴的燃油分布均匀度情况严格执行工艺。

燃油喷嘴关键工序加工

1.材料选择及特点
燃油喷嘴的材料一般为高温合金钢。材料力学性能要求很高,一般生产工艺根本无法达到技术条件要求。通过强化工艺使该材料达到要求的力学性能强度,即布氏硬度为150HB,含碳量wC=0.05%~0.10%。
喷嘴的工艺特点为微孔加工,既要保证孔径尺寸,又要保证喷口的角度和表面粗糙度要求,在钻孔后需要研磨。加工时切削速度v=15~
50m/min,进给速度f=0.005mm/r。
2.工艺流程
(1)加工流程:车工→车工→调质处理→车工→车工→磨工→钻内孔→粗钻油孔→精钻油孔→研磨喷口的角度→检验→性能试验→检验→洗涤→包装。
(2)关键工序。本零件小,硬度高,要求精度高,零件在加工过程中难度大。加工时定制专用插槽刀具和专用过中心刃的铰刀。由于在加工零件时没有5轴加工中心,所以想到将自定心夹盘夹在高精度分度盘上,找正中心进行加工。由于槽深0.25mm,用专用插刀分5刀进行加工,每次进刀0.05mm。由于是插槽加工,所以表面粗糙度值Ra很难达到0.8μm,所以本道工序留有0.02mm余量,在特种研磨机进行研磨加工槽的Ra=0.8μm,保证槽的公差精度。
经过几次现场加工发现加工φ1.7mm孔径时,中心有凸起。经分析是因为铰刀的横刃没有过中心,后经横刃过中心的刀具加工后才得以解决。
本道工序订制专用铸铁研磨棒来研磨K面(文中未注出),保证K面的表面粗糙度值Ra=0.4μm。本道工序为重要工序,一次加工零件中所有重要尺寸.由于使用高精度转盘,使零件旋转时的误差控制到最小,保证零件两槽的角度和对称性。由于是一次加工使φ1.7mm与两槽的接刀几乎没有,有的只是机床误差,更好的保证了零件的跳动和尺寸精度。
本道工序槽尺寸测量,用万能工具显微镜进行测量。将零件放大到30倍时,找正零件的4方的一边,找正零件内孔中心进行测量两槽的对称性和两槽的宽度、深度及角度尺寸。通过万能工具显微镜可以看出零件的缺陷。通过显微镜下可对零件进行细微的调整。
3.加工设备配置
(1)设备配置的原则。设备配置以保证产品质量,满足生产规模为前提,所选设备将充分考虑其先进性、实用性、经济性。
(2)主要设备。主要设备有七轴五联动立式加工中心、五轴五联动镗铣加工中心、数控内圆磨、慢走丝数控线切割机床、研磨机、三坐标测量机、万能工具显微镜和燃油喷嘴性能试验器等。
1)七轴五联动立式加工中心:定位精度0.005mm,重复定位精度0.003mm,横向X轴行程≥400mm,纵向Y轴行程≥200mm,垂直方向Z轴行程≥410mm,背向加工单元F轴行程≥300mm,装刀主轴最大转速≥30 000r/min,工件旋转E轴车削时最大转速≥6 000r/min。
2)五轴五联动镗铣加工中心,用于各种喷嘴零件的加工。设备的主要性能参数为:工作区域及行程600mm/450mm/450mm,光栅尺测量系统分辨率0.000 1mm、旋转0.001°,直线轴快速进给65m/min,X、Y、Z轴定位精度4μm,重复定位精度2μm,A、C轴定位精度7",重复定位精度4"。
3)数控内圆磨用于套类零件的内圆精加工。设备的主要性能参数为:磨孔直径为10~100mm,磨孔长度为125mm,工件转速为50~500r/min,砂轮转速15 000r/min,进给分辨率0.001mm,圆度0.010 mm,圆柱度0.003mm,表面粗糙度值Ra=0.16μm。
4)慢走丝数控线切割机床用于复杂结构件的复杂内轮廓及滑油泵摆线齿轮的加工。设备的主要性能为:加工精度≤0.005mm,最大加工速度≤220 mm2/min,最佳加工表面粗糙度Ra≤0.5μm,最大工作尺寸900mm×670mm×210mm,最大加工厚度210mm,最大切割锥度/工作厚度30°/100mm,电极丝直径0.15~0.3mm,电极丝运行速度1~12m/min。
5)研磨机用于滑油及燃油喷嘴的喷口部位加工,以保证喷口的角度精度和表面粗糙度要求。
6)三坐标测量机。工厂现有三坐标测量机2台,承担全分厂零件的检测工作,现已处于超负荷运行状态,无剩余能力承担零件的检测工作。因此需新增三坐标测量机。设备的主要性能为:行程范围1500mm×900mm×700mm,MPEE 为0.9+L/400μm,MPEP<1.0μm。
7)万能工具显微镜用于入厂产品材料显微组织的观察和分析及复验。设备的主要性能为:放大倍数为50×~1000×,采用光陷阱技术,光学部件具有防霉功能。
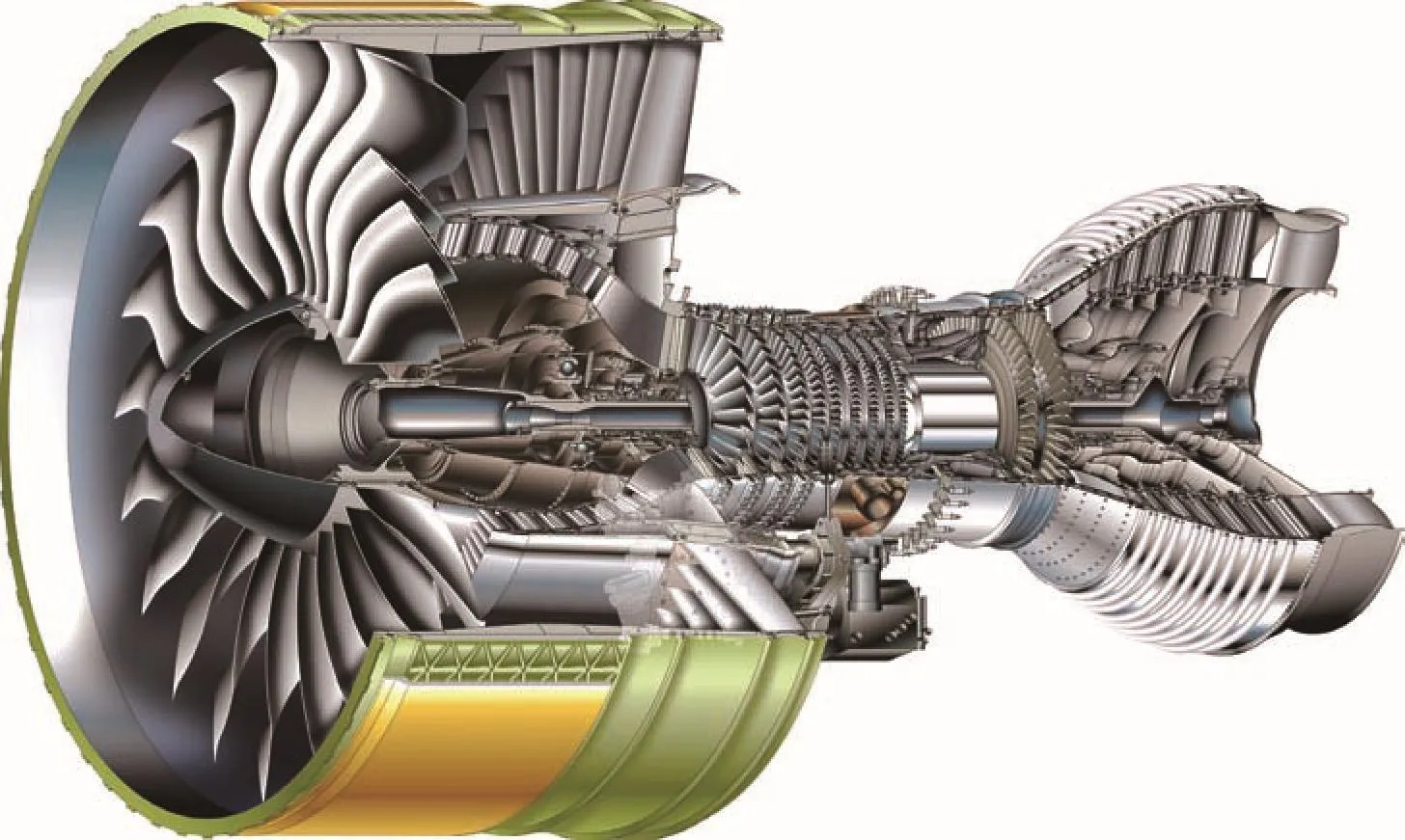
8)燃油喷嘴性能试验器。燃油喷嘴是发动机的一个关键部件,主要是为燃烧室提供高质量的油雾。燃油的雾化、液雾的蒸发、液雾的运动轨迹及燃油浓度的分布对燃烧室的点火、燃烧效率、燃烧稳定性和熄火边界、燃烧室出口温度场和火焰筒的寿命等影响非常大,因此,需要通过试验来检测喷嘴的加工后的性能。
试验器的主要技术参数为:最大燃油压力15MPa,最大燃油流量150kg/h,燃油流量误差≤1.0%,燃油雾化锥角范围0°~90°,雾化空气流量误差≤1.5%,压力测量误差≤0.5%,雾化颗粒误差≤5.0%,粒径测量范围0.5~850μm,粒径测量精度<3%。□

猜你喜欢
军事文摘(2023年4期)2023-04-05 13:57:35
小哥白尼(野生动物)(2021年3期)2021-07-21 02:28:38
甘肃科技(2020年20期)2020-04-13 00:30:18
模具制造(2019年4期)2019-06-24 03:36:48
智富时代(2019年4期)2019-06-01 07:35:00
测控技术(2018年4期)2018-11-25 09:47:22
制造技术与机床(2017年12期)2017-02-02 07:05:05
材料科学与工程学报(2016年2期)2017-01-15 13:34:40
汽车维护与修理(2015年6期)2015-02-28 12:17:16
汽车维护与修理(2015年2期)2015-02-28 12:15:44