EMAG矢量磨削:曲轴生产的重大飞跃
2016-06-16 06:21埃马克供稿
世界制造技术与装备市场 2016年2期
埃马克供稿
EMAG矢量磨削:曲轴生产的重大飞跃
埃马克供稿
当前在汽车生产中,车企对质量检验的重视程度越来越高。据汽车管理(CAM)中心统计,仅在2014年德国就有超过190万辆汽车被执行召回。面对这种局面,各个领域的制造商们不得不加紧改进他们的生产工艺,特别是改进发动机结构的生产工艺。其中曲轴就是一个典型的例子:这种核心组件在未来需要承担的稳定性更高,才能将结构更加紧凑的发动机的特定输出传送到齿轮上。
为此,采用高精密的磨削工艺至关重要。在这种情况下,EMAG(埃马克)磨削专家的一项新技术,为汽车制造商开启了全新的可能性:矢量磨削大大削减了复杂的曲轴磨削加工的成本。
目前汽车生产的规划人员正试图“办他们做不到的事”:一方面,由于残酷的竞争形势需要降低生产成本;但另一方面,对于许多有高质量和安全要求的部件来说,在技术和几何形状方面正面临更严格的要求。当然,规划人员也正在寻找可利用的工厂和机械设备:如何应用新的解决方案实现更高效的生产,以便与技术进步保持同步呢?
以载货车曲轴为例
曲轴加工是一个很好的挑战,整个发动机的效率和稳定性取决于这一核心部件。因此,各种曲轴需要采用磨削工艺进行精细地加工,且精度要达到微米级要求。特别是在载货车生产中,使用的技术必须服从于苛刻的要求,如载货车曲轴始终需要具有非常高的稳定性,这是由于其发动机要求具有较长的运行时间。因此,磨削此类曲轴时,需要进行精细的加工,这不仅是对连杆轴颈和主轴颈的端面而言,而且还包括轴承面和凸缘之间的圆角(半径)的加工。整个发动机的核心组件的每个角落都需仔细加工才能成为一个完美的工件。对发动机来说,必须使振动达到最小程度,才能保证运行的平稳,这是一个必要条件。而正是这种特殊的质量要求,才使其成为汽车制造商正在遵循的一个模式。由德国制造商制造的某些汽车已经配备了采用类似方式加工的曲轴,而其支承面和半径的组合磨削是特别具有挑战性的。一方面,部件加工产生的内部应力会引起部件尺寸的变化。这就是为什么在耗时的初步磨削步骤之后要紧跟着进行精密磨削的原因。另一方面,目前使用的技术涉及大量的砂轮磨损。从圆角到平套环之间的转换特别是会对工具产生应力。总而言之,轴承面和半径的组合磨削不仅成本特别昂贵而且费时费力。

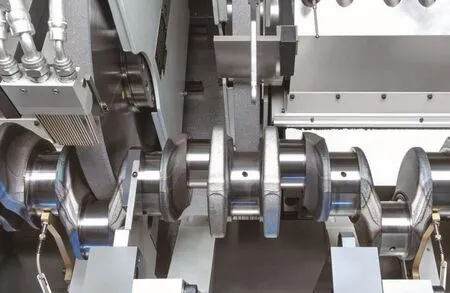
PM系列是一种模块化系统,可以根据加工任务的要求,与各种机床进行配置。图片显示的是RMD 320双滑动曲轴磨床,用于加工长度达1 500mm的载货车曲轴。
遵守各种磨削要求

在一个单一的包罗万象的、复杂的加工过程中对直径和凸缘执行磨削加工
位于德国Salach的EMAG Maschinenfabrik公司磨削技术部的负责人Roland Schmitz对开始的情形这样解释说:“鉴于这一切,对到目前为止我们使用的复杂的工艺和各种技术,并基于此开发出一种新技术,我们称之为矢量磨削的技术,进行了全面仔细的分析。使用这种技术,难以执行磨削工作的主轴和连杆轴承处的加工速度变得更快,因此,也更多地降低了成本。”
EMAG的工程师们的此项研发源于一个简单的观察发现:气缸直径的磨削和曲轴上的平凸缘的加工有着完全不同的要求。在中央直径通过多级加工工艺(从粗加工到精加工,再到精细加工和抛光加工)得到完美、平行的表面的同时,略显粗糙的凸缘加工明显需要较少的加工步骤。该部件在加工过程中以特定的方式产生变形,使情况即使是对机械工程师来说也变得更为棘手。在直径加工过程中,会产生径向弯曲。因此,执行这种加工时需要降低功率。而在加工平凸缘的过程中产生的轴向弯曲可忽略不计。但是,这种接触条件有引起过热的趋势,从而会使砂轮更快地磨损。
成功的关键:精确的控制
“鉴于所有这些差异,举例来说,你可能特别想将直径和凸缘的磨削加工严格地分离开来,以便能够正确地调整磨削速度。当然,这样就会使加工过程减慢。相反,我们的矢量磨削技术在一个单一的包罗万象的、复杂的加工过程中却能合二为一。我们分别控制磨削速度和各轴的运动,每个子程序都精确控制。”Schmitz说。
在最终结果中显示出其得天独厚的优势:这种新的EMAG技术能够完成连杆轴承、主轴颈和套筒分离式轴承的初步磨削加工,比经常用于曲轴加工的传统的双切入磨削大约节省1/3的时间。因此,一个带有七个轴承的曲轴可以在20min内(而不是以前的35min)完成全部磨削,成为大批量生产曲轴的一个重大进展,最终使零部件的成本大大减少。
除此之外,精确的过程控制是降低工具成本的保证,因为在过程的开始阶段,通常是以较低的功率来加工直径的,以便减少对砂轮的影响。Schmitz对巨大的成本优势证实说:“我们预计这样会使每个部件削减1/3的工具损耗。”

适合未来发展的技术
自2016年年初以来,EMAG已经将该项技术应用到矢量磨削机上。首批产品目前正用于载货车生产中。但是,进行广泛的汽车生产扩展并没有什么障碍。 Schmitz说道:“目前的趋势正朝着我们的技术应用方向发展。可以这么说,因为汽车发动机的小型化意味着最终会有更大的作用力施加到曲轴上。因此,对零部件进行更广泛的磨削加工将成为必不可少的条件。正因为有了矢量磨削加工,才让我们拥有了更高效的技术。”
对于这样的一种竞争优势,EMAG的工程师们还打算将其运用到其他零部件的加工中。例如,针对凸轮轴和齿轮轴加工都会以相似的方式从矢量磨削技术中获益。“我们相信每种情况都有很多应用的可能性,” Schmitz有把握地说。□
猜你喜欢
装备制造技术(2021年5期)2021-08-14
辽宁师专学报(自然科学版)(2021年1期)2021-07-21
石油工程建设(2020年5期)2020-10-27
装备制造技术(2019年12期)2019-12-25
制造技术与机床(2019年4期)2019-04-04
制造技术与机床(2017年5期)2018-01-19
物流技术与应用(2017年3期)2017-05-17
化工装备技术(2016年3期)2016-10-12
汽车文摘(2015年11期)2015-12-02
燕山大学学报(2014年4期)2014-03-11