
一种井下工字钢棚支护用防倒棚连锁卡模具的设计及制作
2016-06-08 18:50荆青兰
科技视界 2016年14期
荆青兰
【摘 要】本文通过浅谈井下巷道采用工字钢棚支护的改造中通常采用防倒棚连锁装置防止倒排,作为防倒棚连锁装置中重要部件的防倒棚连锁卡,在加工过程中,所需要一种井下工字钢棚支护用防倒棚连锁卡模具的设计及制作。提高人们利用模具加工推动生产效益的重视程度。
【关键词】工字钢棚支护;防倒棚连锁装置;防倒棚连锁卡;防倒棚连锁卡模具
0 前言
近年来,由于井下巷道采用工字钢棚支护的改造中通常采用防倒棚连锁装置防止倒排,作为防倒棚连锁装置中重要部件的防倒棚连锁卡,需求量很大,但由于不易生产加工,且加工程序繁琐,生产出的防倒棚连锁卡已远远满足不了矿上的实际安全生产的需要,大大降低了生产效率,影响了井下巷道支护的改造施工,严重影响了矿上的生产安全,故如何能快速生产出井下工字钢棚支护用防倒棚连锁卡,已是迫在眉睫的问题。
1 一种井下工字钢棚支护用防倒棚连锁卡模具的设计及制作的内容
针对上述情况,为克服现有技术缺陷,本模具的设计及制作之目的就是提供一种井下工字钢棚支护用防倒棚连锁卡模具,可有效解决井下工字钢棚支护用防倒棚连锁卡的快速加工问题。
本文解决的技术方案是,包括防倒棚连锁卡上模具和防倒棚连锁卡下模具。
本模具结构简单,使用方便,可以快速加工出井下工字钢棚支护用防倒棚连锁卡,节省了井下工字钢棚支护用防倒棚连锁卡传统的加工程序中材料的浪费,大大提高了工作效率,满足了井下生产的需要。
2 一种井下工字钢棚支护用防倒棚连锁卡模具具体实施方式
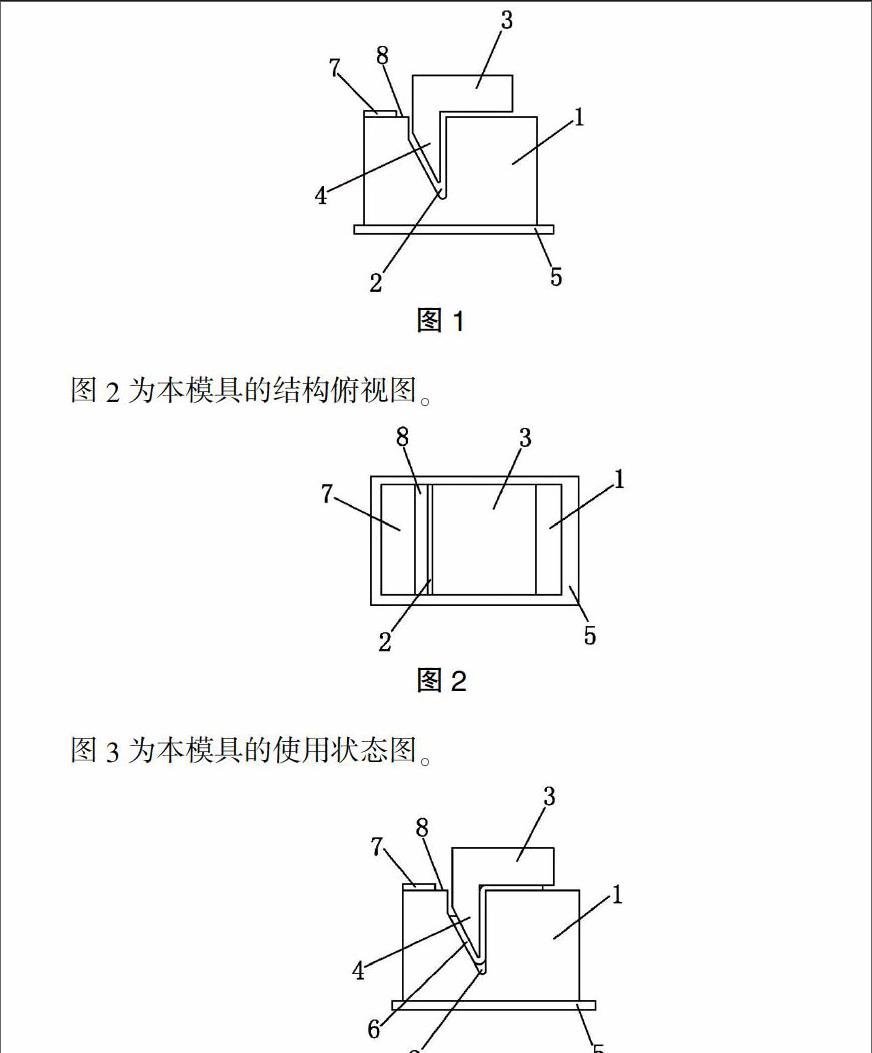
以下结合附图对本模具的具体实施方式作详细说明。
由图1—图3给出,本模具包括防倒棚连锁卡上模具和防倒棚连锁卡下模具,防倒棚连锁卡下模具1为长度大于宽度的长方形,防倒棚连锁卡下模具的上面有向下延伸的燕尾槽2,燕尾槽一侧的防倒棚连锁卡下模具一端的上表面有限位板7,限位板和燕尾槽之间有通道8,防倒棚连锁卡上模具由上部的长方体3和下部的斜锥体4构成,长方体的一端部下面竖向装有连为一体的向长方体的另一端倾斜的斜锥体,长方体的另一端置于燕尾槽另一侧的防倒棚连锁卡下模具上,斜锥体向下伸进形状相配应的燕尾槽内。
所述的燕尾槽2由上部的直体和下部的直角三角体连接在一起,构成上宽下窄、前后和上部开口、底部呈圆弧状的凹槽,直体的下部宽度和直角三角体上部的宽度相同,直角三角体的斜边置于靠限位板一侧的防倒棚连锁卡下模具上。
所述的燕尾槽2沿防倒棚连锁卡下模具的长度方向的上口部长度为32mm,宽度和防倒棚连锁卡下模具的宽度相同,深度为46mm,燕尾槽上部的直体高度为11mm。
所述的燕尾槽2的底部圆弧半径为5mm。
所述的防倒棚连锁卡下模具1的底部固定在底板5中心,底板的面积大于防倒棚连锁卡下模具的底部面积。
所述的防倒棚连锁卡下模具1的高度为100mm,长度为197mm,宽度为80mm。
所述的防倒棚连锁卡上模具的长方体长度为85mm,高度为34mm,宽度为80mm,防倒棚连锁卡上模具的斜锥体宽度和长方体宽度相同,斜锥体上部的长度为20mm,长方体和斜锥体的高度之和为100mm。
所述的通道8的宽度20mm,为限位板与燕尾槽之间的距离,通道的长度和防倒棚连锁卡下模具的宽度相同。
使用时,将本模具的防倒棚连锁卡上模具与锻钎机上活动盘相连,本模具的防倒棚连锁卡下模具与锻钎机下固定盘相连接,再将一块平整的6毫米厚的钢板放置于防倒棚连锁卡上模具与防倒棚连锁卡下模具之间,锻钎机送电,推动防倒棚连锁卡上模具的斜锥体向下插入防倒棚连锁卡下模具上的燕尾槽内,即可快速将平整的6毫米厚钢板6直接锻压成防倒棚连锁卡,本模具不但结构简单,易操作,成本低,而且使用效果好。
3 使用本模具加工防倒棚连锁卡的优点
1.减少了传统防倒棚连锁卡加工制作工序和各工种之间半成品(由锻工房到钳工房)的转运时间,省时,省力,大大提高了工人工作效率,降低了工人劳动强度,满足了井下安全生产的需要。
2.节约了传统防倒棚连锁卡加工制作工序中加热所需煤炭的原材料消耗。
3.大大降低了锻打成型时产生的半成品次品率,从而提高了产品合格率,节约了钢板材料消耗。
4.加工过程简单易操作,传统防倒棚连锁卡加工通常需要3人操作;使用本模具加工防倒棚连锁卡仅仅需要1人操作就可完成。
5.废物利用,由于本模具结构简单,易加工,采用报废轴即可加工成本模具。
本模具经投入实际生产测试,产生了良好的经济和社会效益,具体如下:
未使用本模具之前,需将钢板加热锻打成型,再经钳工加工工序,需三人合作,能生产200—300套/天。使用本模具加工制作防倒棚连锁卡后,只需两次冲压就可完成,一人即可操作,能生产1500—2000套/天。可省去铁煤的费用14200元/季度,节约工日180 个/季度,100元/工日,节约工资18000元/季度,共计节约资金32200元/季度。
[责任编辑:杨玉洁]
