低频振动小孔径内壁面微结构电解加工技术研究
2016-06-08 07:53张垚彬王明环浙江工业大学特种装备制造与先进加工技术教育部浙江省重点实验室浙江杭州310012
电加工与模具 2016年2期
关键词:加工精度
张垚彬,王明环(浙江工业大学特种装备制造与先进加工技术教育部/浙江省重点实验室,浙江杭州310012)
低频振动小孔径内壁面微结构电解加工技术研究
张垚彬,王明环
(浙江工业大学特种装备制造与先进加工技术教育部/浙江省重点实验室,浙江杭州310012)
摘要:为了研究低频振动电解加工对小孔径内壁面加工的影响,采用数值模拟和实验相结合的方法进行电解加工,分析影响加工结果的工艺参数及低频振动对小孔径内壁面加工精度的影响。结果表明:采用阴极低频振动加工小孔径内壁面,有利于加工间隙内电解液的循环更新和电解产物、电解热的排除,提高加工精度,改善加工定域性,同时也延长了工具电极的寿命。
关键词:低频振动;螺旋孔加工;加工精度
在大深径比的内壁面微结构电解加工过程中,间隙流场的流速分布影响着间隙内产物的排出规律,随着孔深加大,流速沿流程逐渐减小,使加工稳定性变差[1-4]。通过数值模拟发现,在成形电极电解加工螺旋孔的基础上,加入工具电极周期性振动,有利于改变加工区域的环境,促进电解液循环与更新[5]。
本文采用螺旋工具电极,通过Fluent数值模拟,在1Cr18Ni9合金上进行工具电极低频振动电解加工实验,分析影响电解加工结果的因素。
1 实验装置
1.1低频振动工作台
实验在自行研制的低频振动电解加工台上进行,实验装置包括工作台、电解液流动系统、直流电源等,通过多回路时间继电器分别控制振动电路与电解加工电路的通断时间来实现低频振动加工[6-7](图1),其中,电路A为振动电路,控制电磁振动器的通断达到工具电极上下运动的目标,电路B为电解加工电路,电解液为硝酸钠溶液。
图2是工具电极运动轨迹图。工具电极振动至设定的位移量后返回到加工位置,之后进行孔的电解加工,即一个加工周期。如图3所示,T1~T2电路B接通,电解加工开始;T3时刻开始振动电路A接通,T1~T4即一个控制电路的周期,其中,T1、T2、T3,T4的时间长短可人为进行调节设置。
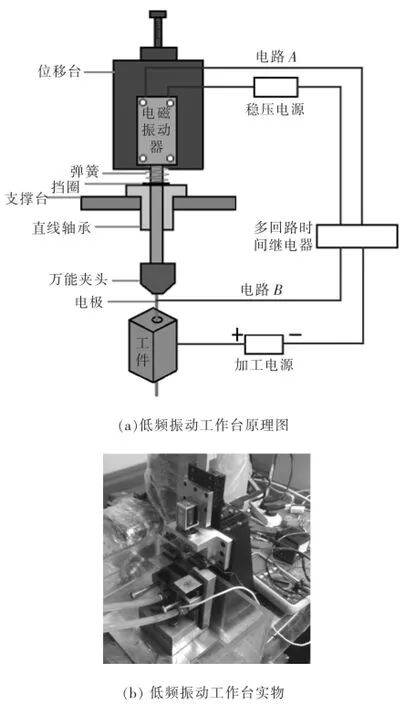
图1 低频振动工作台
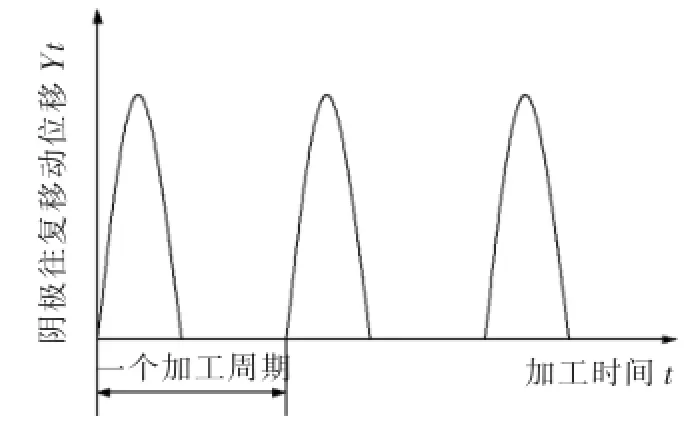
图2 工具电极运动轨迹图
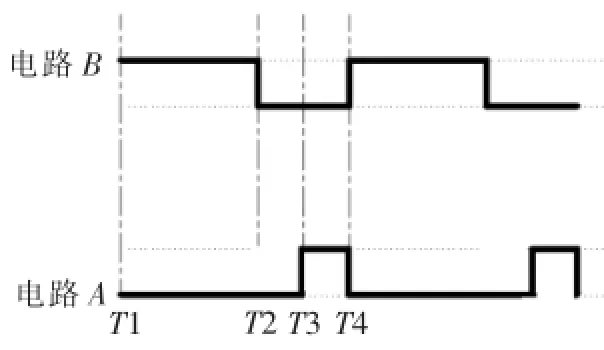
图3 电路设置图
图4是加工示意图。成形工具电极是在一金属丝表面涂覆一层规则绝缘层,加工时将工具电极进给到预先加工好的光孔中,电解液沿着螺旋绝缘层形成的螺旋槽流动,工具电极裸露部分与工件进行电解反应,通过周期性地使工具电极上下振动电解反应形成与工具电极表面形状相反的结构[8-9]。
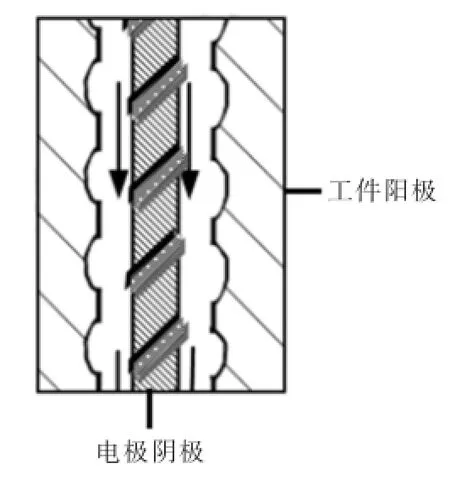
图4 加工示意图
1.2螺旋工具电极
先在工具电极上腐蚀出整条螺旋型电解槽(图5),然后在电解槽内均匀地涂抹含Sic粉末的光敏树脂,可发现较之传统地在电极上涂抹光敏树脂,其优点是在加工过程中减小电解液对绝缘层的冲击力,从而绝缘层变得不易脱离,延长了工具电极的寿命;其次,在低频振动工作台上快速地上抬与下落更需要绝缘层与工具电极结合牢固。成形电极见图6。

图5 螺旋形电解槽

图6 成形螺旋工具电极
2 实验设计
2.1Fluent仿真
根据ECM原理,螺旋孔在电解加工过程中,阳极会发生溶解,阴极会析出气体,电解液沿着螺旋槽把电解产物与热带出加工区。建立的间隙流场三维模型见图7a,剖视图中深色区域是螺旋孔内的间隙流体,浅色区域为刚体螺旋电极[10-12]。间隙流场模型外径2.0 mm、长40 mm,采用Gimbit中Tet/Hybrid四面体单元进行网格划分,如图7b划分的网格有1 304 063个体积单元,其中最大体积单元为5.675 983e-013 m3,最小体积单元为5.675 983e-013 m3。
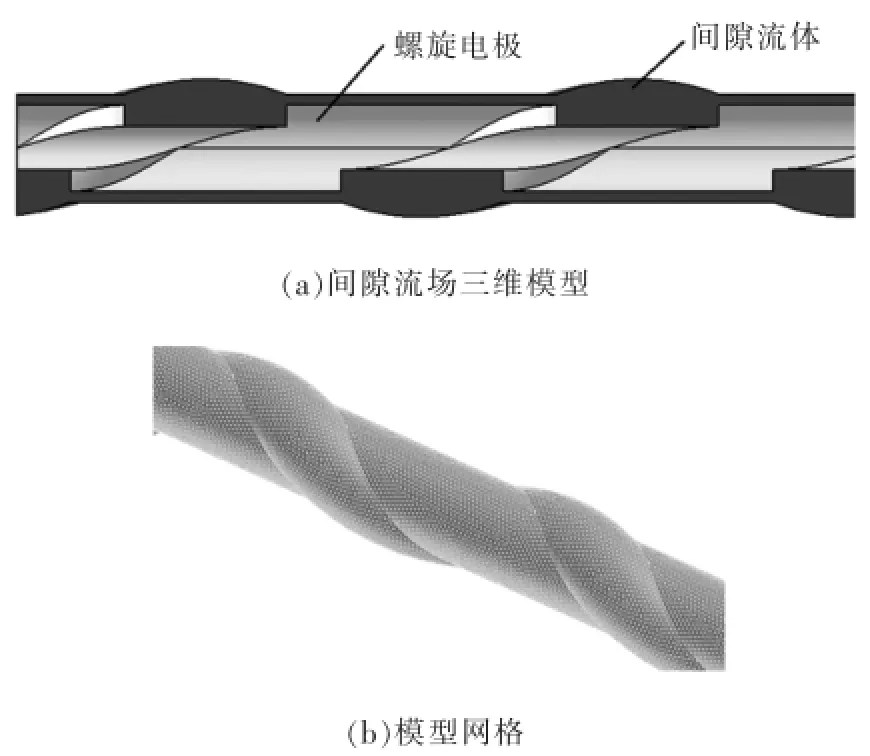
图7 间隙流场模型
考虑到螺旋孔加工实际情况,进出口均采用压力出入口,两者压力差值为0.1 MPa,间隙流场内电解液处于紊流状态,进口处速度约为14 m/s。
在Fluent中导入前处理文件后,加载UDF程序,对一个振动周期里间隙流场内的变化进行分析,考虑到需要在流场迭代收敛后再进行动网格仿真符合现实,故在0.01 s后流场趋于稳定情况下工具电极才进行仿真,即工具电极在0.01 s后开始沿X方向进行移动,速度为0.1 m/s。
2.2低频振动实验对比
在与Fluent仿真条件一致的情况下,进行对低频振动电解加工与非振动电解加工的对比实验。电解液浓度均为10%的硝酸钠溶液,加工电压均为10 V直流电。非振动实际加工时间为10 min。
在低频振动电解加工实验中,7 s的加工周期时间内有2 s不通电加工,仅用于工具电极上抬与复位,故加工时间为14 min,工具电极上下振动的位移为6 mm。
3 结果与讨论
3.1Fluent仿真结果分析
为方便看图,取流场区域的剖面图进行分析。通过图8对比可发现,工具电极振动后流场内的电解液流速发生了变化,速度波动区间在5 m左右。
通过取沿距离入口方向分别为10、14、18、22、26、30 mm螺旋孔中心处的点,观察仿真过程中通过该处的流场与速度的变化。图9是上述位置的各点在工具电极沿X方向分别移动距离为1.2、1.5、2.4、3.0、3.5、4.6、6.2 mm后的速度变化。可发现,工具电极振动后流场内的流体速度在下降,但在后续仿真中发现,工具电极在某个位置停止运动后,电解液速度又会再次迅速回升至11 m/s左右,即当工具电极上升、下落完成一个周期的运动后,螺旋孔内的电解液会恢复到工具电极不动时流场内的速度。其次,每个位置的速度变化是先大幅减速,而后速度慢慢趋于某个稳定的速度变化,当工具电极停止运动后,电解液的速度会快速回升至不动状态的速度,如此的速度起落会对螺旋孔内电解液的运动产生类似先慢后快抽风箱的作用,促进电解液内电解产物的不规律运动,从而使电解产物更好地排出。此外,联系实际实验中,在工具电极上抬至最高点时,电解加工并未进行,螺旋孔内将更替充斥着新鲜的电解液,除了带走热量,还会带走前一加工周期产生的剩余电解产物和电解热量,这对下一周期的电解加工提供了一个较好的电解环境。
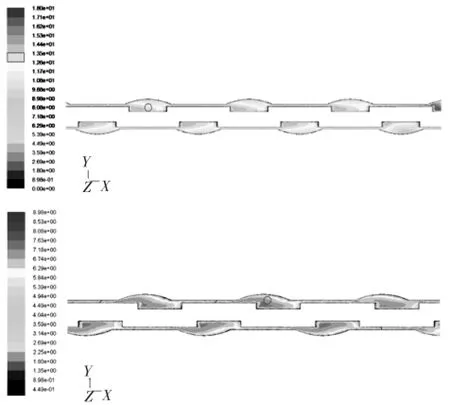
图8 Fluent仿真对比图
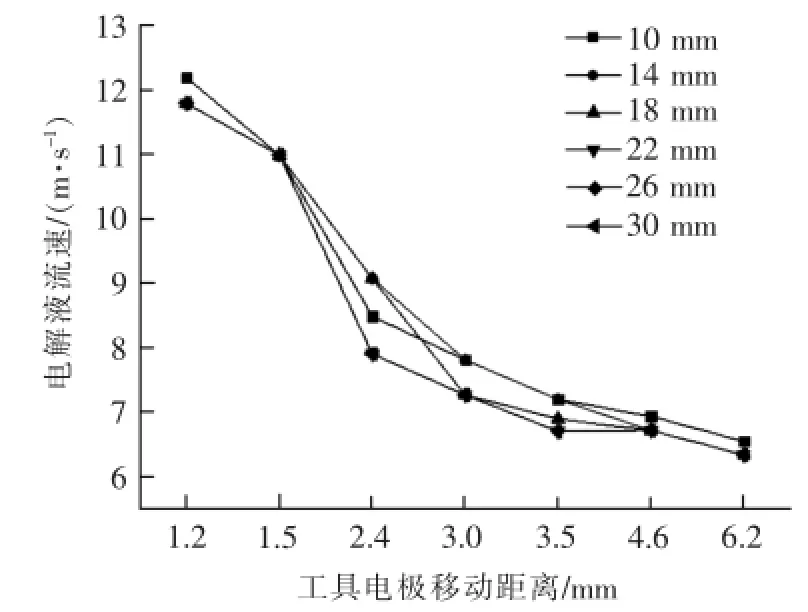
图9 各点速度变化
通过后续的仿真过程,研究单个螺旋孔内的速度分布。在工具电极裸露部分偏离对应螺旋孔时,流场内单个螺旋孔内的流场速度区间幅度较大。如图10所示,其电解液最大速度相对于工具电极不动的情况是偏小的,但在该螺旋孔内的电解液速度分布区间却是有一个4 m左右的变化区间。这极大地促进了电解液内电解产物的运动不规律,使电解产物能更好地排出。
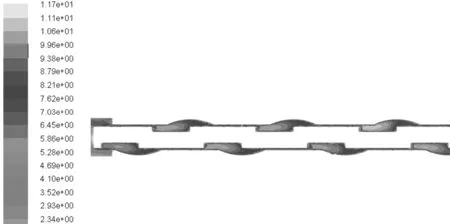
图10 单个螺旋孔内速度变化
3.2低频振动实验对比分析
通过工具电极低频振动实验对比分析可发现,采用阴极低频振动加工小孔径内壁面,对于加工间隙内电解液的循环更新和电解产物、电解热的排除作用明显。图11是两者分别加工工件螺旋孔的成形结果对比,可发现:
(1)采用工具电极低频振动后,电解加工的螺旋孔成形精度较非振动电解加工成形精度高。
(2)工具电极低频振动电解加工后,加工时间比非振动加工有所增加,工件去除量也没有后者去除得多,但工件加工的定域性明显变好,加工区与非加工区的螺旋边界明显。另外,从表1可发现,虽然电极低频振动电解加工在设定的参数条件下去除量没有非振动电解加工多,但与非振动电解加工相比,每个孔的去除量差别较小,从而使各个螺旋孔的加工去除量更均匀。
(3)通过多次实验发现,工具电极低频振动时,很少发生螺旋孔堵塞、使螺旋孔的成形出现破坏的现象。原因是多方面的,可能是工具电极绝缘层由于加工区的恶劣环境受热破裂,但主要是由于工具电极低频振动后,电解液的更新使电解产物能及时排出。采用工具电极低频振动加工时,由于电极的振动,使新鲜冷却的电解液通过螺旋孔,在促进电解加工稳定性的同时,改善了加工区的环境,使加工的螺旋电极寿命得到大幅提升。
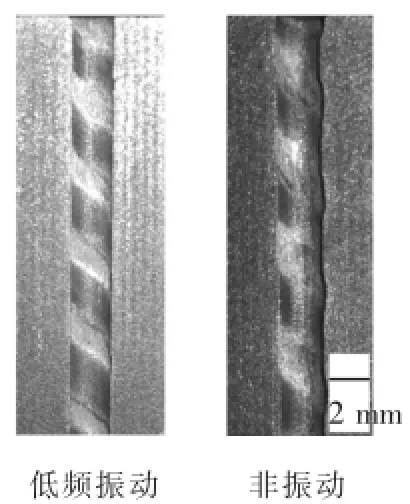
图11 低频振动和非振动加工螺旋孔对比
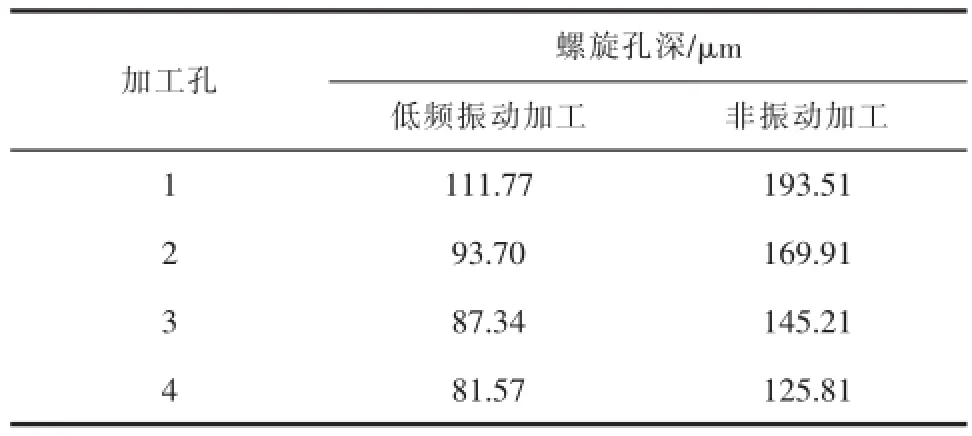
表1 加工孔深
4 结论
(1)低频振动电解加工促进了加工间隙内电解液的循环更新和电解产物、电解热的排除,提高了加工精度,改善了加工定域性,从而提高了工具电极的寿命。
(2)在低频振动实验中发现,工具电极振动的位移量、速度及频率对实验结果存在一定影响,其有待进一步研究。
参考文献:
[1]DAS A K,SAHA P. Machining of circular micro holes by electrochemical micro-machining process[J]. Advances in Manufacturing,2013,1(4):314-319.
[2]范植坚,李新忠,王天诚,等.电解加工与复合电解加工[M].北京:国防工业出版社,2008.
[3]刘壮,刘燕,邱中军,等.阴极侧壁绝缘对微孔电化学加工精度的影响[J].纳米技术与精密工程,2009,7(4):355-360.
[4]RAJURKAR K P,SUNDARAM M M,MALSHE A P. Review of electrochemical and electrodischarge machining [J]. Procedia CIRP,2013,6:13-26.
[5]SEN M,SHAN H S. A review of electrochemical macroto micro-hole drilling processes[J]. International Journal of Machine Tools and Manufacture,2005,45(2):137-152.
[6]李兆龙,狄士春.深小孔脉冲电解加工精度控制研究[J].兵工学报,2012,33(4):414-418.
[7]朱保国,王振龙,孙立忠.微细电解加工实验研究[J].华中科技大学学报,2007,35(增刊Ⅰ):85-88.
[8]王明环,朱荻,张朝阳.航空发动机叶片竹节孔加工及传热分析[J].机械科学与技术,2006(11):1347-1350.
[9]李兆龙.超深小孔电解加工关键技术研究[D].哈尔滨:哈尔滨工业大学,2012.
[10]陈明,王明环,彭伟.不同流场构型对微细螺旋孔电解加工的影响[J].机电工程,2009,26(10):87-89.
[11]王明环,朱荻,徐惠宇.微螺旋电极在改善微细电解加工性能中的应用[J].机械科学与技术,2006,25(3):348-351.
[12]王明环,刘望生,彭伟.螺旋深小孔电解加工间隙多相流场特性及实验研究[J].兵工学报,2013(6):748-753.
Study on Microstructure of the Inner Wall Surface in Samll Hole by Electrochemical Machining with Low-frequency Vibration
Zhang Yaobin,Wang Minghuan
(Key Laboratory of E & M,Ministry of Education & Zhejiang Province,Zhejiang University of Technology,Hangzhou 310012,China)
Abstract:In order to study the effect on process for small hole of the inner wall surface by lowfrequency vibration electrochemical machining(ECM),by ECM combinated experiment and numerical simulation,process parameters affectting the processing results and the affect on accuracy of the inner wall surface in small hole by ECM with low-frequency vibration were studied. The results show that the ECM with low-frequency vibration is conducive to exclude electrolysis products,electrolysis heat and renewal the electrolyte in the machining gap,improve the accuracy and locality of processing,but also extend the life of the tool electrode.
Key words:low-frequency vibration;spiral hole machining;machining accuracy
中图分类号:TG662
文献标识码:A
文章编号:1009-279X(2016)02-0031-04
收稿日期:2015-12-11
基金项目:浙江省自然科学基金资助项目(LY13E050019);国家自然科学基金资助项目(50905165)
第一作者简介:张垚彬,男,1990年生,硕士研究生。
猜你喜欢
科技与创新(2016年21期)2017-02-14
科技与创新(2016年21期)2017-02-14
中国新技术新产品(2016年24期)2017-02-05
科学与财富(2016年26期)2016-12-01
考试周刊(2016年82期)2016-11-01
科技视界(2016年11期)2016-05-23
中国高新技术企业(2015年9期)2015-04-02