“半边销”在“一面两销 ”定位中的结构及应用
2016-06-06 06:28赵跃忠
武汉船舶职业技术学院学报 2016年1期
赵跃忠
(武汉船舶职业技术学院工业中心,湖北武汉 430050)
“半边销”在“一面两销 ”定位中的结构及应用
赵跃忠
(武汉船舶职业技术学院工业中心,湖北武汉430050)
摘要本文提出削边销(半边销)的结构形式,以其来代替“一面两销 ”中的削边销(菱形销),并通过对比设计计算分析,提出其中心距尺寸最大允许极限范围,用来解决实际生产中由于零件加工中定位孔中心距尺寸偏差较大引起的定位问题。
关键词一面两销;半边销;极限尺寸
为了保证加工精度、减轻劳动强度、提高生产效率,在机械零件的制造过程中往往要借助于专用夹具。“一面两销”是箱体类零件、支架类零件和铰类零件加工过程中常用的定位方式。在常规的夹具设计手册中,“一面两销”的“两销”中,一个是圆柱销,一个是削边销(菱形销);其定位中心距尺寸允差主要是通过菱形销与零件之间的最小配合间隙进行调整的,考虑到定位精度要求,实际用于定位的零件上两孔的中心距极限尺寸范围是有限的。为提高零件中心距尺寸的最大允许极限范围,笔者结合多年的实践经验,提出采用削边销(半边销)代替削边销(菱形销)的结构形式,并通过对比设计计算分析,找出其规律,用来解决实际生产中由于零件加工中中心距尺寸偏差较大引起的定位问题。
1采用一圆柱销和一菱形销定位时的定位方式和零件中心距尺寸允差计算
1.1定位方式
采用一圆柱销和一菱形销定位时,其定位方式如图1中a所示。定位夹具制作完成后,其中心距已经确定,在定位时允许零件中心距极限位置如图1中b、c所示。
1.2零件中心距尺寸允差计算
定位夹具制作完成后,其夹具的中心为一定值,零件中心距尺寸允差计算公式为:

图1 一圆柱销和一菱形销定位
其中△1由零件孔1实际尺寸与定位夹具中销1(圆柱销)之间的配合间隙决定;
△2由零件孔2实际尺寸与定位夹具中销2(菱形销)之间的配合间隙决定;
L0为定位夹具制作完成后的实际中心值;
Lmax1和Lmin1分别为一圆柱销和一菱形销定位时零件中心距尺寸允许的最大极限值和最小极限值。
2半边销与菱形销的结构形式对比
图2上半部件为半边销的结构,图3上半部件为菱形销的结构,图2、图3下半部分与夹具相连,均为圆柱形结构。从这两个图对比可以看出,用于夹具定位部分的半边销其实是半个菱形销。

图2 半边销结构 图3 菱形销结构
3半边销代替菱形销定位时的原理图和中心距尺寸允差范围计算
3.1半边销定位时的原理图
采用半边销定位,也是一圆柱销和一削边销的形式,只不过是将其中的削边削用半边销代替菱形销,其定位原理如图4所示。
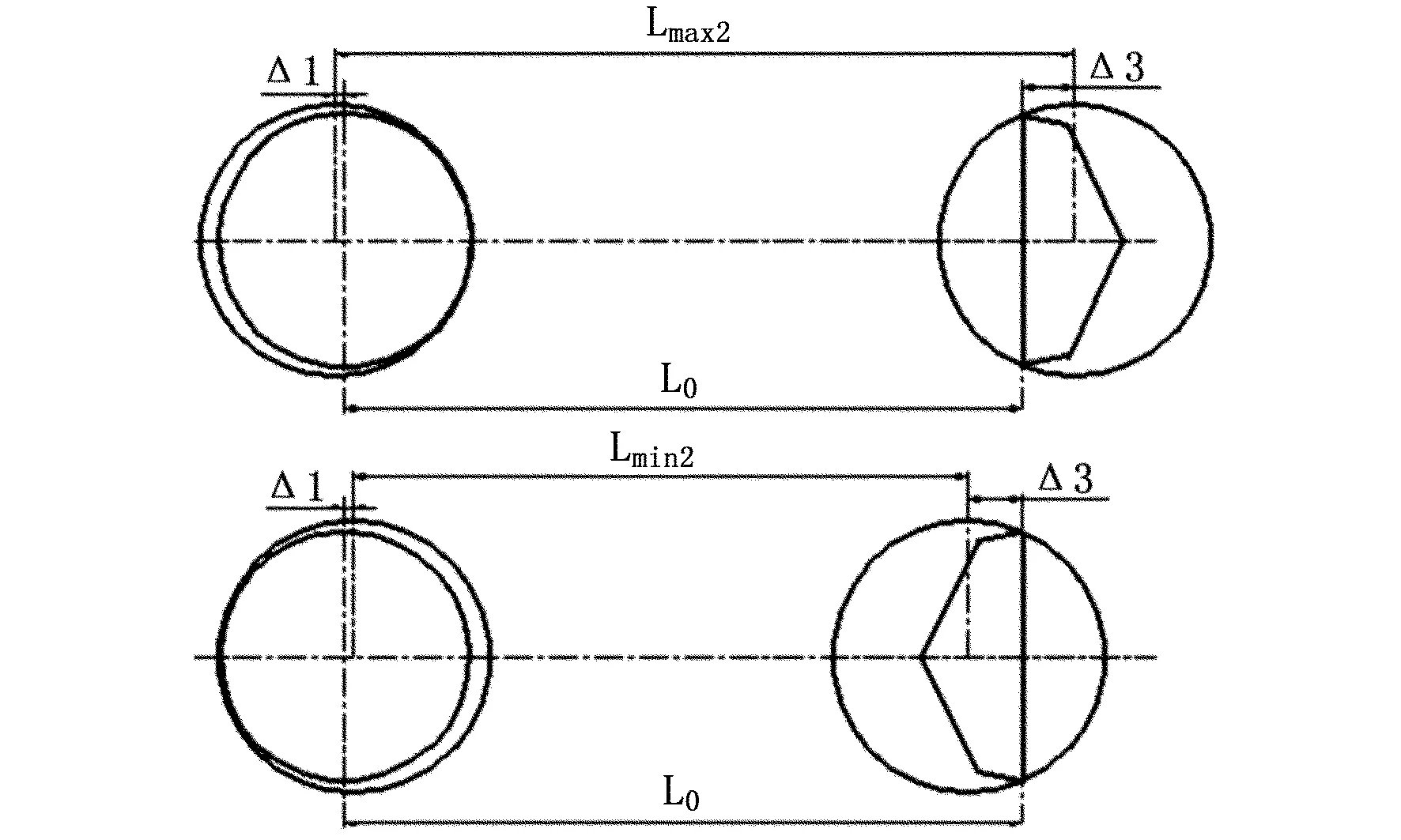
图4 半边销定位原理图
3.2零件中心距尺寸允差计算
定位夹具制作完成后,其夹具的中心为一定值,允许的零件中心距尺寸极限值计算公式为:
其中△1由零件孔1实际尺寸与定位夹具中销1(圆柱销)之间的配合间隙决定;
△3由零件孔2实际尺寸与定位夹具中销2(半边销)之间允许的移动量决定;
L0为定位夹具的实际中心值;
Lmax2和Lmin2分别为一圆柱销和一半边销定位时的零件中心距尺寸允许的最大极限值和最小极限值。
4半边销代替菱形销定位时的中心距尺寸允差范围计算
观察对比图1与图4,可以看出△3大于△2,故半边销代替菱形销定位时的中心距尺寸允差范围变大。具体计算可参照图5所示。

图5 半边销定位允差计算
图5中D和d分别为零件孔与菱形销实际尺寸;E为采用菱形销定位时,对零件中心距尺寸允许最大极限值的贡献量,E=△2;C为采用半边销定位时,零件中心距尺寸允许最大极限值的贡献量,C=△3。具体计算如下:
例如:当定位孔与定位销D/d采用H7/g6配合,取D=50.025,d=49.975,查GB/T2204中可换定位销结构各部分尺寸表得B=8时,代入上式可得
C=1.118
E=0.153
从以上示例可以得出,使用菱形销定位时其定位极限允差范围为(-0.153,+0.153);而采用半边销定位时其定位极限允差范围为(-1.118,+1.118);可以得出,在保证同样的定位精度要求下,零件定位孔中心距尺寸允许极限值可以增大6倍多。
5应用注意事项
(1)从图4的半边销应用原理图可以看出,半边销代替菱形销使用时,当零件中心距处于最大和最小极限尺寸,半边销的朝向是不同的。
(2)采用半边销代替菱形销定位时,其实际的零件中心距极限尺寸小于理论值,主要是因为受到定位夹具精度的影响,如实际夹具的定位尺寸、定位销的实际尺寸、以及定位销与夹具的垂直度、定位销高度等都会造成实际定位中心距尺寸的变化。
(3)为进一步提高半边销定位的精度,在设计时,可以适当地增大半边销(半个菱形销)中的B值,但同时会减少零件孔中心距极限值允差范围。
(4)采用半边销代替菱形销定位时,其零件的两孔连心线垂直方向和转角方向误差相应略有增大,具体可进行计算分析,该方法应用时应考虑此项因素,如结果不符合设计要求时,应慎重使用。
6结语
本文提出了采用半边销代替菱形销用于“一面两销”的定位元件,有效地解决了大型零件两定位孔孔距公差较大的定位问题,极大地扩大了其允差范围;反之,也可用于定位精度要求较高,而定位加工精度受限引起的定位问题。通过在零件生产中长期实践和应用,效果较好。在实际应用中,需根据生产具体情况和具体要求,灵活应用,以期达到最佳的零件加工精度要求。
参考文献
1孙千里,沈鑫刚.“一面两孔”定位销实用设计方法与结构[J].机械科学与技术,2010(12):1703-1705
2茅志玉.“一面两销”定位时的定位尺寸设计[J].机床与液压,2011(12):141-142
3袁礼彬.一种“一面两销”定位销设计方法[J].制造技术与机床,2012(2):132-134
(责任编辑:谭银元)
Structure Designing and Application of "Half Pin" in "One side Two Pin" Positioning
ZHAO Yue-zhong
(Wuhan Institute of Shipbuilding Technology, Wuhan 430050, China)
Abstract:In this paper, the structural form of cutting edge pin (half pin) is put forward, which is used to replace the cutting edge (diamond pin) in "one side two pin". Through calculation and analysis, the maximum allowable limit range is proposed to solve the problem caused by the deviation of the center distance of the locating hole during the production process.
Key words:one side two pin;half pin;the maximum allowable limit range
中图分类号TG5
文献标志码A
文章编号1671-8100(2016)01-0032-03
作者简介:赵跃忠,男,高级工程师,主要从事机械设计与制造技术方面的教学和科研工作。
收稿日期:2015-08-15