
钢网聚乙烯管热熔焊泄漏原因及快速处置实践
2016-06-06 05:54:30厉绍华
化工生产与技术 2016年6期
厉绍华
(浙江巨化热电有限公司,浙江 衢州 324004)
钢网聚乙烯管是以钢丝网作为骨架采用特殊工艺制作的耐压管道,主要材料是聚乙烯,具有耐腐蚀、抗紫外线、无污染、一定的柔软性、一定抗压能力和使用寿命长等特点,广泛被应用于污水收集输送系统、洁净水输送系统、天然气输送及其他工业管道,尤其是适用于如污水收集输送系统等介质具有一定的腐蚀性,而输送压力、温度又不高的场合。
某化工高新技术产业园区污水收集输送系统,其管道采用钢网聚乙烯管,沿已建成的管廊铺设,总管DN300口径,总长约5 km,连接处采用电融套筒热熔焊接。管道设计输送能力1.2 kt/h。
应几家新增排污企业请求,新增纳入口2个,截断总管增加三通,并用电融套筒热熔焊接。投入使用后发现2个对接口套筒内侧有不同程度的泄漏现象,为此在最短时间内进行了处置。处理过程发现的一些问题及经验值得总结,可供今后类似工作提供参考。
1 泄漏原因分析
聚乙烯管的施工质量与配件、材料成分、施工环境、厂家提供焊接工艺程序、质量检验等密切相关。在已投用的污水管网上新增纳入口施工相对难度较大,要协调全部纳管排污企业停水、安排最紧凑的工期、确定施工时间段等,并做好善后事宜,因此施工质量的控制尤其重要。本次泄漏的主要原因有:
1)管件与原铺设管道间隙过大。新增管道与管件外购,与原铺设管道供应商不同,熔接套筒与原管道存在2~3 mm的间隙。熔接套筒与原铺设管道一侧上半部泄漏较严重,套筒与新配的三通一侧无泄漏现象,因此判断主要泄漏原因是间隙大造成。熔接过程中,熔化后的材料下流至底部造成上半部空洞化,造成熔接不彻底。这是造成套筒熔接质量差、形成泄漏的主要原因。目前,行业缺乏统一的产品质量标准,某些企业为了多争取市场份额,故意采取管径略有不同的行为,目的是用产品的匹配度限制用户的选择权。
2)施工过程气温过低。当时气温接近-4℃,同时未采取保护措施,实际熔接操作过程按厂方原设定程序,而厂方设定程序并没有针对环境温度的修正,可能对熔接质量造成一定的影响。
3)雨雪天气的影响。施工时熔接面应确保无水、无尘、无油污,而施工时恰逢不间断的雨雪。
4)焊接电压不能完全保证。施工在野外进行,而热熔焊是按照厂方所带焊机设定程序执行,电源电压不稳定会造成焊接质量问题。
5)无法试压、试漏。由于不能进行正常的焊接后的试压、试漏,因此施工完毕无法确定焊接质量是否可靠。
6)工期安排等原因。为了尽量减少园区企业停水带来的损失,施工工期安排极紧;且管路长,管中存水不能彻底排干,容易造成焊接瑕疵。
2 处置方案与效果
2.1 处理原则
如果停运污水管网进行检修,则园区企业须停产配合,由此造成的损失较大,因此应采用快速处理的方法,在最少的停水时间内完成堵漏。其次,堵漏必须彻底,并将熔接不良套筒接口及管道进行必要加固。
2.2 泄漏处置方案
泄漏点处于套筒和直管段的结合面,因此无法采用直管泄漏的卡套堵漏配件,需要根据现场情况制作专门用具进行堵漏。封堵方案如图1所示。
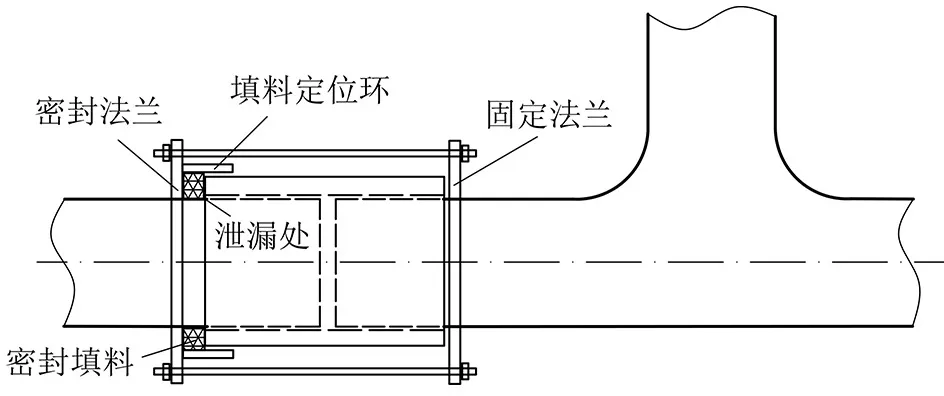
图1 法兰堵漏装置结构Fig 1 Structure of flange plugging device
利用套筒肩和管道外壁面作为密封面,利用双侧法兰和填料定位环将密封填料压入密封面。法兰与定位环需要根据现场测量定制,加工完成后为了能安装到管道上,需要采用线切割方式对切成半圆,施工时定位完成后实施焊接。所用密封材料为聚四氟乙烯缠绕带,规格为25 mm×3 mm,施工时缠绕带应整齐、平整,缠绕后外圈应与套筒外壁平齐,用螺杆压紧过程必须保证整圈收紧一致,避免卡死。
2.3 处置后实际效果
施工过程采用了管道减压处置的方式,实际施工耗时约3 h,其中管道减压1.5 h。施工完成后管道立即投用,原泄漏现象彻底消除,效果比较理想。
3 经验与建议
3.1 经验总结
钢网聚乙烯管的熔接质量是其安装工程的核心,因此,在设计、施工过程中要特别注意一些相关事项。
1)设计方面。①对于一些重要工艺管道,特别露天布置情况下,如污水管、化工工艺管道,应有足够的耐压余量;②要特别注意熔接头爆裂后可能对整体管道安全性的影响,应设置足够强度的固定管托;③运行中管道振动会引起某些部位的磨损,设计时应考虑避免管系振动的产生;④避免管道垂度过大,大口径管道应注意管托部位形成管道形变;⑤应考虑管系热胀冷缩的管道膨胀;⑥应尽量多考虑预留接口。
2)材料采购方面。目前钢网聚乙烯管行业缺乏统一的标准,各厂生产的管道、管件存在一些偏差,需要特别注意材料采购时的统一性,避免因管件偏差、熔接特性偏差带来的施工质量问题。在部分已投用的管网上新增管道需要配接时,材料采购技术文件必须明确管道、管件的配合尺寸及偏差,同时要求供应商必须提供管道、管件的熔接特性及专用熔接方案。
3)安装方面。①施工前应特别注意对管道、配件的尺寸复核,尤其是需要在已有在用管道上开口配接新增管道时,确保避免施工时出现熔接面间隙过大情况,影响施工;②尽量避免在低温、雨雪天气施工,如不能避免需要做好相应的防护措施;③熔接施工必须由持证人员操作,施工前做好熔接相关条件的检查,包括对熔接程序的确认等。
3.2 建议
1)施工工艺应着重针对环境的变化进行优化。①针对低气温环境一方面应考虑对工件的保护,用加装保护套等方式减少低温环境对熔接温度的影响,同时还应适当提高熔接电流和时间,确保完全熔接。这些改进应以科学的实验为前提,通过模拟环境变化用实验的方法找出一套科学合理的熔接参数修正方案,以优化现场施工工艺。②熔接质量与施工现场电源电压直接相关,施工工艺优化一方面是要尽力保证施工电压的正常,另一方面材料供应厂商可以通过对所提供的熔接焊机的程序进行修正,保证熔接质量。③熔接完成后,冷却过程温度曲线控制也是影响熔接质量的一个方面,必须得到重视,需要有一个科学的指标去指导现场施工。
2)应建立统一的行业标准。作为一种被广泛使用的新型材料,急需行业主管部门牵头,制定出切实可行的行业标准。尽管聚乙烯管材行业发展已有多年,实际使用过程中仍然发现一些混乱现象存在,给施工过程带来麻烦,甚至带来安全隐患。比如各厂制作管件厚度、内外径尺寸误差过大造成无法配接;材料配方有些许偏差,造成熔接温度有差别;熔接机及熔接程序设定各成一派等等。
4 结束语
聚乙烯管或钢网聚乙烯管作为一种新材料被广泛应用于各行业,由于诸多原因,由套筒熔接质量问题而引起的泄漏也成为一个非偶发性事件。对于许多生产应用场合来说,泄漏后的处置都是一个非常急迫和困难的事情。本案所采用的快速处置方法,操作简便,并可带压操作,在泄漏量大时可减压操作。实践证明本处置方法安全性好、成本低、效果佳,可供类似情况参考。
猜你喜欢
钢管(2022年2期)2022-11-28 03:47:46
结构工程师(2022年2期)2022-07-15 02:25:22
设备管理与维修(2020年9期)2020-06-01 10:25:58
经济技术协作信息(2018年11期)2019-01-14 03:07:20
制造技术与机床(2017年10期)2017-11-28 05:23:55
制造技术与机床(2017年10期)2017-11-28 05:22:57
凿岩机械气动工具(2017年3期)2017-11-22 07:21:54
商业评论(2016年1期)2016-02-17 05:08:40
中国经济信息(2016年1期)2016-01-09 07:38:14
中国塑料(2015年7期)2015-10-14 01:02:52
