
天丝纺织物生产工艺参数优化
2016-06-05 15:09:41陈翠翠郭学先马彦凤
山东纺织科技 2016年3期
陈翠翠,郭学先,马彦凤
(1.济南工程职业技术学院,山东 济南 250200;2.山东泰信纺织有限公司,山东 菏泽 274300)
天丝纺织物生产工艺参数优化
陈翠翠1,郭学先1,马彦凤2
(1.济南工程职业技术学院,山东 济南 250200;2.山东泰信纺织有限公司,山东 菏泽 274300)
文章通过对浆纱、织造工艺参数进行优化组合,解决了天丝纺织物织造易脆断、难上浆、易出波纹等问题,提高了生产效率和产品质量。
生产工艺;断经;波纹
近年来,随着生活水平的提高,国内外纺织服装市场需求保持较快增长[1], 天丝作为一种新型的环保纤维素纤维[2],坯布市场对其细号高密织物需求量较大。这类织物多用于夏季服装和床品面料,多为细号高密配以缎纹组织织造。由于纱线细、难上浆,织造断经断纬都较多,停车横档难以控制,生产难度大,优选浆纱工艺是提高产品质量的前提和关键,织布上机工艺的优化也相当重要。文章结合生产实践,对天丝织物浆纱、织造工艺进行分析与探究。
1 技术条件及生产难点分析
以典型天丝直贡品种为例,原料方面:经纬纱为TS9.8tex,断裂强力变异系数为11.06%,断裂强度为19.7cN/tex。织物规格:经密为716.5根/10 cm,纬密为472.0根/10 cm,幅宽为270.5 cm。
1.1 浆纱工序
由于天丝紧密纺纱相比环锭纺棉纱难上浆,选用贝宁格双浆槽浆纱机浆纱,采用双浆槽上浆,浆纱覆盖系数在60%以上(一般为50%),但在浆纱过程中出现经纱叠摞较多,影响浆膜的完整性和干分绞。同时为了浆纱张力均匀、减少叠摞需要较大的经纱退绕张力,但采用过大的退绕张力将会影响浸浆效果,也会导致浆纱的伸长过大,使上浆后的弹性性能下降,因此浆纱过程中要兼顾张力均匀与良好的上浆效果。
1.2 织造工序
选用津田驹喷气织机生产。由于织造车速高,织物紧度大,经纱排列紧密,要求浆纱的耐磨性能好;织造时打纬阻力较大,布面振动大,需要较大的织机上机张力,对浆纱的强力及伸长性能要求也较高,同时要求织轴硬度较高且均匀。
生产织物组织为5枚3飞贡缎,对织造过程进行静态分析,在开口至最大时梭口上下两层经纱的比例为4∶1或1∶4,对织造过程进行动态分析,开口过程中的综框可以分为2片运动的综框和3片静止的综框,开口运动过程中的梭口上下两层经纱是3组在一层面上,其余2组并没有同时到达另一层面,因此织造过程中经纱张力在梭口上下两层经纱上的分布差异较大。断经或断纬停车后如果不使用开口机自动平综功能,则两层纱受力差异仍然较大,加之上机张力大,停车后在张力的作用下经纱容易出现缓弹性变形或塑性变形,导致严重的停车波纹。处理断头后开车时打纬阻力大,经纱塑性变形也可能导致严重的开车波纹。因此波纹疵点的控制是生产该类品种的关键问题。
2 技术措施及工艺优化
2.1 浆纱工艺参数的初步确定
通过以上对该品种生产难点的分析可以得出,为保持浆纱的柔韧性,提高浆纱耐磨性能,减少减轻波纹疵点产生,浆纱时应采取较小的上浆率和伸长率,并采用较大的浆纱回潮率(9%~11%)。初步确定上浆率控制在12%~14%,严格控制浆纱伸长率在1.2%以内,特别是湿区伸长率控制在0.2%以内。为实现较小的上浆率,同时追求浆纱耐磨性能,在兼顾浆纱成本的同时利用现有条件采用低粘度浆料配合较高的压浆力,改善浆纱浸透,提高浆膜完整度。为充分利用设备性能,在设定高压浆力的同时对应配置略低的车速,变相提高压浆力,并使纱线在挤压区内的作用时间延长。另外,为适应织造大张力上机,采用较大的织轴硬度,对应浆纱卷绕张力和托纱辊压力偏大掌握。因此,初步确定该品种的浆纱工艺为高压、低粘、中速、小伸长、大回潮,力保浆纱柔韧性。
2.2 浆纱工艺参数的优化
按原浆液配方工艺上机生产,织造时落白多,易脆断,出现经缩波纹,效率和质量都特别差。经生产实践,通过优选工艺参数,优化各项工艺因素之间的配合,确定了现浆液配方(见表1)。安排所浆织轴在原方案结经上机,同机台进行对比,在较低车速情况下,统计得出最优方案。织轴在结经开车正常后,班断经数十万纬经停为7.7S/CMPX,下机布面没有出现波纹疵点,显著提高产品质量,达到预期效果。
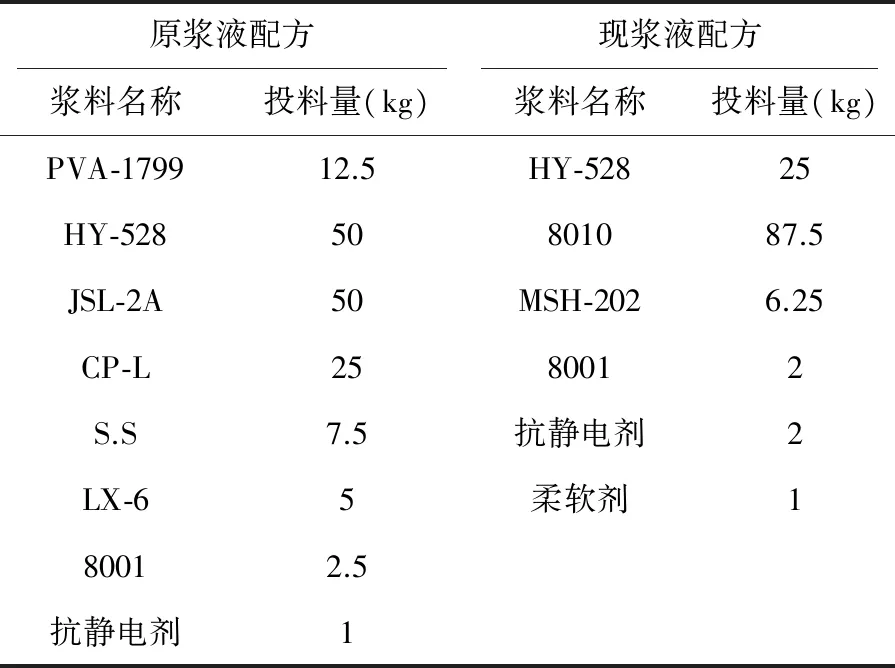
表1 浆料配方表
2.3 织造上机工艺参数的优化
通过以上对该品种生产难点的分析以及进行上机实验,由最初的原始上机工艺更改为现在的上机工艺:由初步确定的上机工艺综高66mm/-2变更为64mm/-2,后梁高度由75mm变更为60mm。降低后梁高度和综高,以减少或减轻波纹疵点的产生。
3 规模上机后生产情况
准备车间按照优选工艺进行了大规模浆轴生产,织造车间陆续挂机后个别机台下机仍出现了降等波纹疵点,为此织造改为反织上机,即采用1/4凸轮,并根据高紧度织物的特性,采用大张力、小开口的上机工艺。个别机台波纹程度虽然轻微,但条数仍较多,原因是为了便于处理停台,部分机台未采用断纬停车平综功能,调整使用平综后没有出现波纹。准备车间上浆时重点保障浆纱工序质量指标的控制,提高了浆轴质量的稳定性。织造车间翻改此品种后,跟踪开车状态、下机质量,及时进行机台工艺微调,逐步稳定了生产状态。开车效率提升到90%以上,下机波纹疵点明显减少,尤其是降等波纹完全杜绝。
4 结语
喷气织机生产天丝织物断经多,打纬阻力大,停车波纹难以控制。要减少断经,控制波纹疵点产生,需要改善浆纱的柔韧性,提高其耐磨性能,并宜采用较高的织轴硬度,因此优选浆纱工艺是解决此类品种生产问题的前提和关键,确定此类品种的浆纱工艺为高压、低粘、中速、小伸长、大回潮等。规模上机实践证明,通过对各项浆纱工艺参数的优化组合,并加强织造工序的跟踪调整,可以有效避免此类织物波纹疵点的产生,提高生产效率及下机质量。
[1] 谢晓鸣,王璜.棉/天丝/竹纤维混纺织物的生产实践[J].山东纺织科技,2011,52(1),27—29.
[2] 盛爱军,张会青,倪友博.生态纺织纤维产品的开发[J].山东纺织科技,2005,46(5),16—19.
The Optimization of Technological Parameters inWeaving Process of Tencel Fabric
ChenCuicui1,GuoXuexian1,MaYanfeng2
(1.Jinan Engineering Vocational Technical College, Jinan 250200, China;2. Shandong Taixin Textiles Co. Ltd., Heze 274300, China)
The process parameters of sizing and weaving were optimized to solve the problems such as easy broken, difficult sizing and easy to produce ripple, etc. The production efficiency and quality of product were improved.
production technology; broken warp; ripple
2016-05-03
陈翠翠(1985—),女,山东潍坊人,讲师。
TS105
B
1009-3028(2016)03-0030-03
猜你喜欢
纺织高校基础科学学报(2021年4期)2022-01-26 06:55:28
纺织科学研究(2021年6期)2021-07-15 08:41:44
纺织科技进展(2021年3期)2021-06-09 08:07:20
棉纺织技术(2020年8期)2020-08-24 03:11:32
电子技术与软件工程(2019年22期)2020-01-16 07:39:14
四川蚕业(2018年3期)2018-11-19 09:12:02
纺织科技进展(2018年8期)2018-08-29 07:11:48
纺织学报(2018年6期)2018-06-25 00:44:40
纺织服装流行趋势展望(2016年5期)2016-05-04 03:51:35
纺织报告(2016年8期)2016-03-18 03:20:01
