小径管焊接接头伽玛射线检测专用工装设计与应用
2016-06-04 01:27徐承尧陈厌灾于成科杨亚星
无损检测 2016年5期
徐承尧,李 鹏,陈厌灾,于成科,杨亚星
(1.洛阳中油检测工程有限公司, 洛阳 471023;2.中国石油天然气第一建设公司, 洛阳 471023)
小径管焊接接头伽玛射线检测专用工装设计与应用
徐承尧1,李鹏1,陈厌灾1,于成科2,杨亚星2
(1.洛阳中油检测工程有限公司, 洛阳 471023;2.中国石油天然气第一建设公司, 洛阳 471023)
摘要:常用小径管焊接接头伽玛射线检测过程中,射线源存在着固定不方便、不牢靠,安装后稳定性不好等问题,设计出小径管焊接接头伽玛射线检测专用工装并应用于工程实践。结果表明,该工装可快捷、准确、稳固地固定射线源并能保持合适焦距,提高了工作效率及工作安全性。
关键词:小径管焊接接头;伽玛射线检测;专用工装
1传统小径管伽玛射线检测工装的弊端
在大型化工、炼油装置及工程建设领域的压力管道施工中,小径管焊接接头的无损检测主要依赖射线(X射线、γ射线)检测,由于接头数量多,所以工作量大。就小径管(DN 100 mm以下规格,DN为管道公称直径)安装过程中对接接头在采用X射线检测时存在检测受空间位置限制、固定设备时对脚手架搭设位置及高度的依赖程度较大、设备笨重且易损坏等问题进行分析。
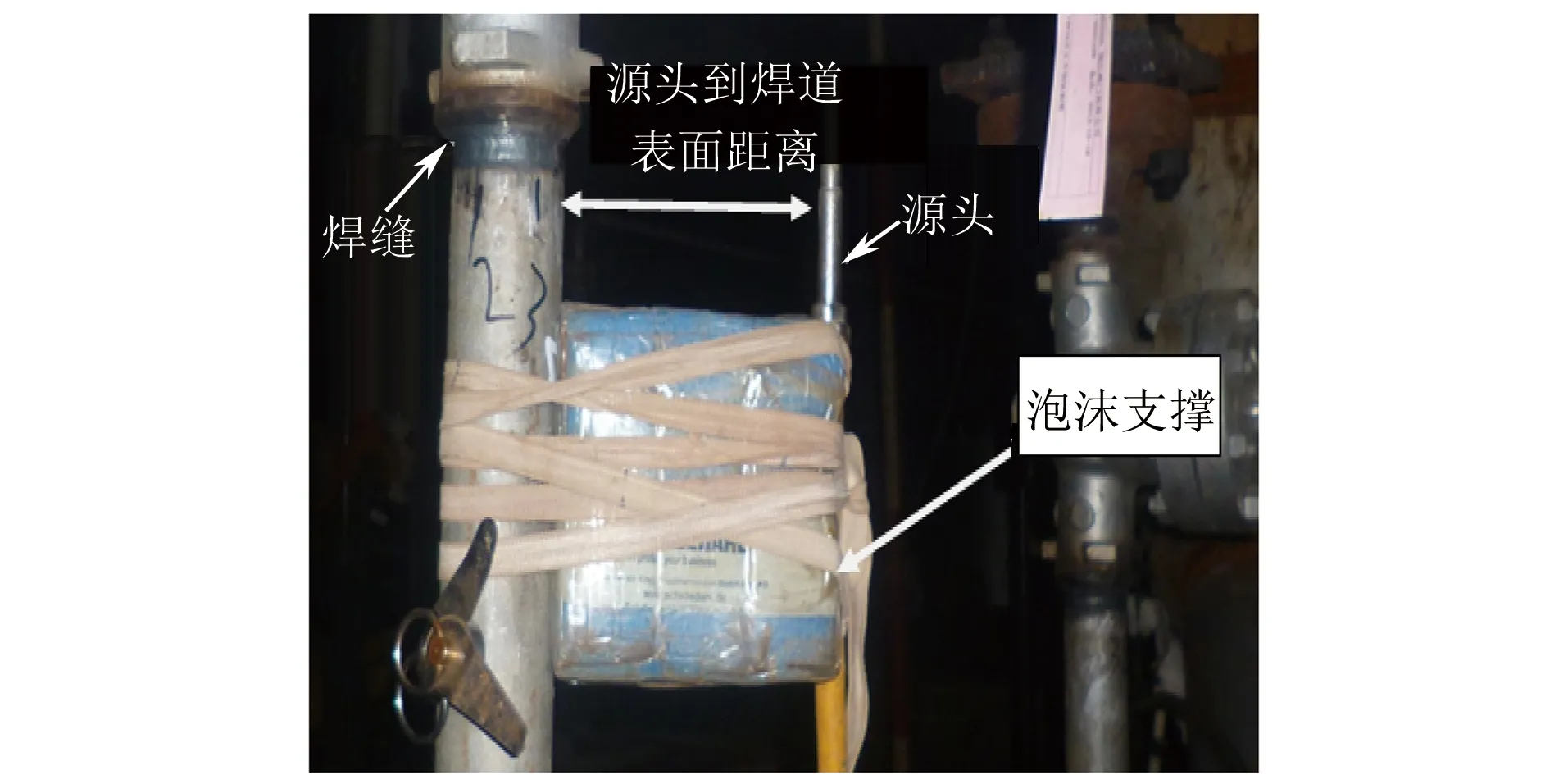
图1 垂直焊口透照传统固定方法
小径管伽玛射线检测时多采用如图1,2所示的源头固定方法,这些检测方法在实际检测施工中存在以下弊端:① 源头固定不方便,多采用绑、扎和捆的固定方法,不仅操作复杂,且不能保证一次固定到位。② 多采用柔性固定,受导源管及定向曝光头重力等因素的影响,水平或非垂直固定时容易产生位移,固定不牢固,从而导致椭圆成像困难、焦距不准确、透照间隔角度不能满足规范要求等问题。③ 不同管径采用统一规格固定支撑控制焦距时,容易受空间位置的影响,不能实现最佳间隔角度和焦距透照检测。④ 不同管径采用不同规格的固定支撑控制最小焦距,不同管径之间切换不方便,最小焦距的控制难于满足标准要求。⑤ 铅防护罩(定向曝光头)无法有效固定,对现场操作人员及周边的安全环境存在极大的安全隐患。
基于此,笔者设计了小径管对接接头伽玛射线检测专用工装并应用于实践中。
2小径管射线检测基本要求
在检测工件、射线源和胶片系统确定的情况下,射线照相检测几何不清晰度决定着射线照相检测灵敏度[1],所以焦距控制成为有效解决小径管焊缝伽玛射线检测时的关键。
2.1射线源至工作表面距离的要求
根据标准JB/T4730.2-2005《承压设备无损检测 第2部分 射线检测》第4.3.1条要求:所选用的射线源至工件表面的距离f应满足以下要求:
AB级射线检测技术:
(1)
式中:d为射线源的有效焦点尺寸;b为工件至胶片距离。
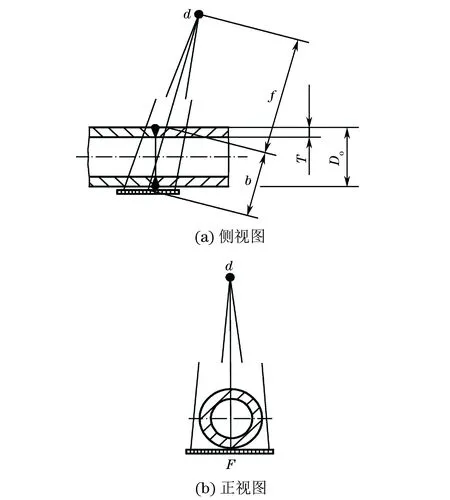
图3 小径管环向对接焊接接头倾斜透照方式
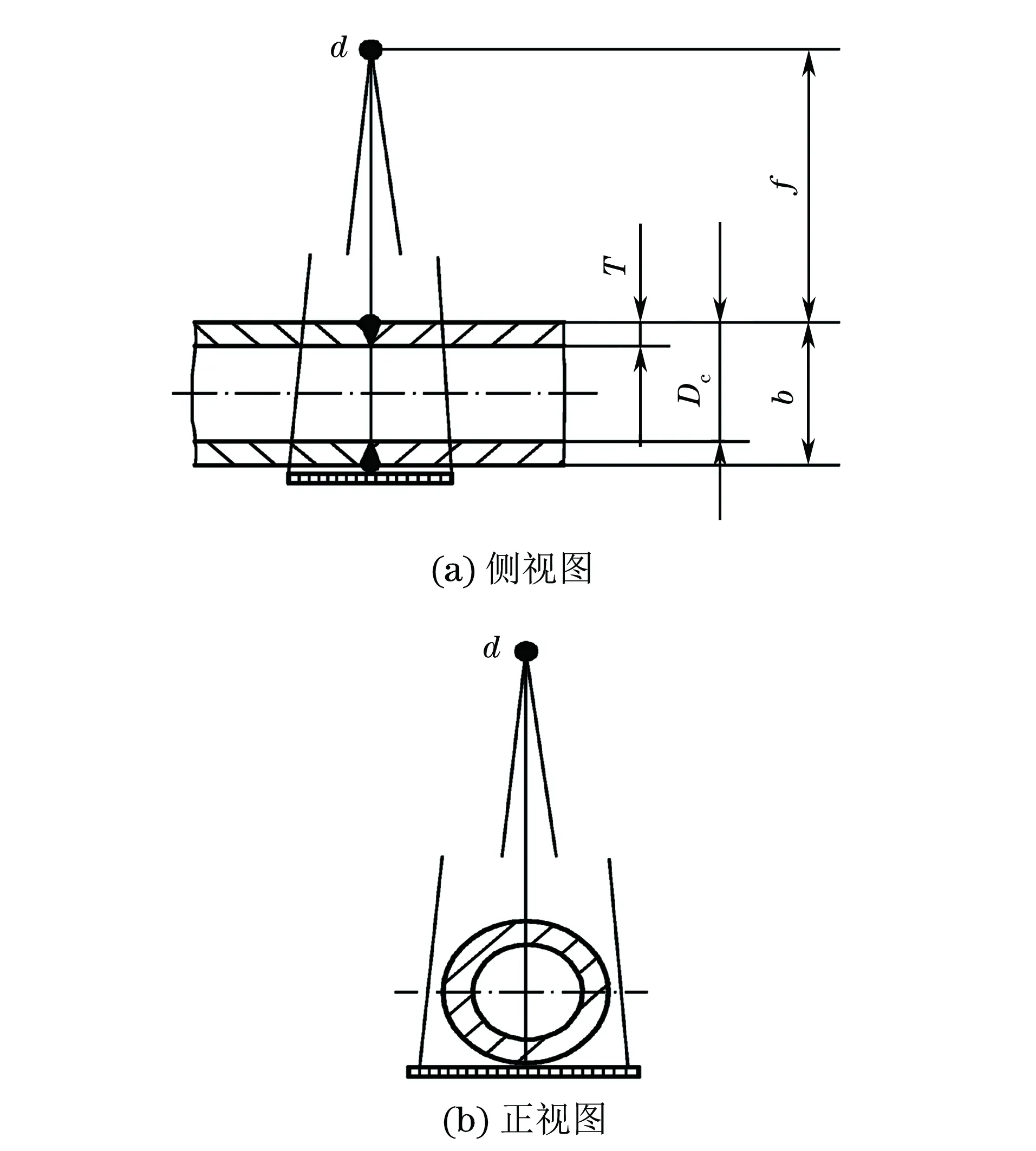
图4 小径管环向对接焊接接头垂直透照方式
计算得出管径分别为φ33.7,φ42.4,φ48.3,φ60.3,φ73,φ88.9 mm时,射线源至工件表面的距离f的数值分别为313,365,398,461,524,598 mm。
2.2透照布置要求
根据标准JB/T4730.2-2005中4.1.4条规定,小径管采用双壁双影透照布置,当同时满足下列两条件时应采用倾斜透照方式椭圆成像:T(壁厚)不大于8 mm;g(焊缝宽度)不大于Do/4(Do为小径管外直径)。椭圆成像时,应控制影像的开口宽度(上下焊缝投影最大间距)在1倍焊缝宽度左右。不满足上述条件或椭圆成像有困难时可采用垂直透照方式重叠成像,倾斜和垂直透照方式如图3,4所示。
综上所述,小径管对接接头透照首先要满足射线源至工件表面的最小距离,同时便于倾斜透照椭圆成像或垂直透照重叠成像,即可最大限度地解决实践中的透照难题。
3专用工装设计
3.1主体固定部分
主体固定部分决定着整个工装系统的稳定性,需要一个外加固定装置以达到快速固定工装的目的,从而确保导源管曝光头和定向曝光头固定后整体工装的稳固性,避免透照过程中发生位移导致透照方向和焦距发生变化。
3.2焦距控制部分
射线源至工件表面的最小距离决定着射线检测几何不清晰度,设计工装需要将常用小径管的焦距设计为可选择式定距模式,使用时在最短时间内对焦距定位。
3.3曝光固定部分
曝光固定该部分的主要作用是固定导源管曝光头和定向曝光头,同时提供一个铅防护罩固定位置,降低作业人员的安全风险。
3.4基本模型
根据预设的功能和构架,在满足规范和现场使用条件的前提下,设计了小径管对接接头伽玛射线检测专用工装的模型,如图5所示。
该工装利用链条固定整个工装,链条的作用力可以抵消源管、支架、防护罩三者在任意透照位置的重力叠加;同时利用两个0~90°范围内可调的转轴(图5中A、B点)来调节焦距和透照角度;在AB点间的滑杆上设有焦距定位刻度,以快速确定透照焦距;同时,在图5中C部位设计有导源管固定位和防护罩固定板,能快速固定源管,安装防护罩,降低作业安全风险。
4应用与评价
工程实践中,使用该工装对各种管径的对接接头进行透照试验和对比。图6为φ60.3 mm的对接接头椭圆透照的检测实景,图7为φ88.9 mm的对接接头垂直透照检测实景。射线源均为Se-75。

图6 φ60.3 mm的对接接头倾斜透照示意

图7 φ88.9 mm的对接接头垂直透照示意
实践表明,使用该工装进行检测的准备时间仅需1 min左右,使用非常方便、快捷,且工装安装后稳定性良好,焦距和透照角度在工装自身及源管重力作用下未产生位移和变形,透照质量满足规范要求。
5结语
(1) 设计的工装灵活、方便、可靠,且不受任何工位的限制,极大地提高了检测效率。
(2) 在实际应用中,不但提高了效率,缩短了工期,也减少了辅助人员数量,显著地节约了成本。
(3) 由于保证了最小焦距数值的一致性,因此检测质量得以保证和稳定。
(4) 铅防护罩的有效固定,对操作人员及周边的辐射强度大大降低,提升了人身安全防护。
Design and Application of Special Gamma Ray Testing Tool for Butt Joint of Small Diameter Tube
XU Cheng-yao1, LI Peng1, CHEN Yan-zai1, YU Cheng-ke2, YANG Ya-xing2
(1.Luoyang China Petroleum Nondestructive Testing Engineering Co., Ltd., Luoyang 471023, China;2.China Petroleum First Construction Corporation, Luoyang 471023, China)
Abstract:The fix of gamma ray source in the process of radiographic testing of commonly used small butt joint has disadvantages. Through analysis and research, a specialized tool set was designed for the gamma radiation detection of small tube butt joint, which solved the problem of how to fix the ray source in a fast, accurate, stable manner and to maintain appropriate focus, thus improving the work efficiency and work safety.
Key words:Butt joints of small diameter tube; Gamma ray radiographic testing;Specialized tool
收稿日期:2015-07-30
作者简介:徐承尧(1964-),男,高级技师,主要从事炼油、化工装置无损检测施工及管理工作。通信作者:李鹏(1974-),男,本科,工程师,主要从事企业无损检测管理工作,E-mail: lipeng@cnpndt.com。
DOI:10.11973/wsjc201605016
中图分类号:TG115.28
文献标志码:A
文章编号:1000-6656(2016)05-0066-03