槽侧壁抛光机器的开发
2016-06-04 20:32孙玉松
企业文化·下旬刊 2016年5期
关键词:粗糙度
孙玉松
摘 要:介绍为满足压缩机设计和制造中对涡旋上槽的粗糙度要求,设计了抛光机器和优化了相关参数,并最终付诸实施的过程。并对相关的设计和品质管理方法做了分析和介绍。
关键词:抛光机;粗糙度;槽;参数
背景:
在涡旋压缩机工作时,涡旋压缩机的一个涡旋(动涡旋)相对于另一个涡旋(静涡旋)做平动,使得涡旋的涡旋壁之间的气体压缩腔的体积变小,从而实现气体的压缩。最终,被压缩的气体从静涡旋的排气孔排出。其中动涡旋和静涡旋通过十字环的凸起键分别和动涡旋和静涡旋的槽配合使二者一直保持90度角度,在压缩机高速运转时十字环的凸起键和动、定涡旋的槽产生摩擦。随着产品对可靠性、性能的要求不断提高,这就不只要求槽的侧壁表面粗糙度Ra,而且还要求表面粗糙度Rpk、Rk、Rvk,但由于产品设计时的空间限制,槽的加工只能选择铣削加工工艺,这种加工方式往往生产成本高昂或者工程能力达不到要求。一种经济、可靠的的加工方法成了产品开发的迫切需求。
粗糙度Rk、Rpk、Rvk的定义:
Rk、Rvk、Rpk 这一组参数主要用于描述具有高预应力的表面,例如抛光表面,珩磨表面,磨削表面等,这一组参数将轮廓支撑率的增长表示成粗糙度的波纹深度的函数,这套评定标准能够准确的描述槽侧壁的粗糙度轮廓的润滑特征、磨合特征、网纹分布等特征的量化分析,实现准确、完整的评价及描述槽侧壁的表面特征。粗糙度的波形及对应的轮廓曲线被分为3部分,分别为波峰区、中心区和波谷区。
在这组参数中,Rk称为中心区峰谷高度,是除去波峰和波谷后剩余核心轮廓的深度,又称有效负荷粗糙度。从参数的形成机制来看,对于已给定的一个值,它能获得最大的轮廓支承长度率。所以Rk的实质是在高负载情况下当波峰区被磨掉后,表面最大程度地达到耐磨性。 他直接影响着工件表面的工作性能和使用寿命。
Rpk是在中心区峰谷高度上方的轮廓波峰平均高度,又称初期磨损高度。这个数值的大小直接影响工件正常工作时的磨合时间及材料的磨损量。
Rvk是位于中心区下方至有实体材料的轮廓波谷的平均深度,用于描述润滑油的储存深度,是油膜的形成及工件的耐磨性以实现降低摩擦损耗的重要指标 。
抛光设备的设计:
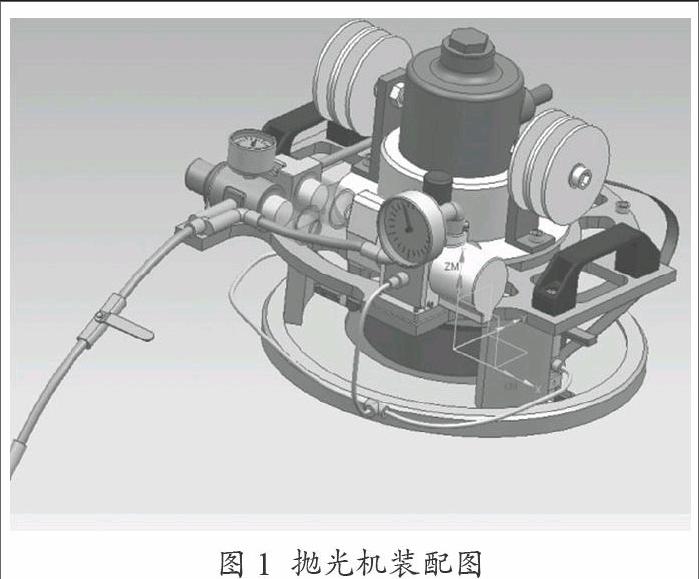
考虑到生产线操作的便利及安全,动力采用6bar的压缩气体,设备设计为便携式手持式设备,重量低于7公斤,耗材为一次性抛光带。如图2抛光设备示意图 ,抛光设备由气动马达,驱动曲轴,滑轨,气动浮动抛光单元和本体及定位基座组成。考虑到机器要求轻便,本体及定位基座均采用重量轻且机械强度好的航空铝为原材料。曲轴设计时,考虑产品互换行的要求,采用可调节曲拐的柔性结构,以满足一台机器可以适用多种型号。抛光带的送给机构,采用机械式手工倒带。抛光机放在工作站,采用平衡吊固定的方式,以减小人为搬运的阻力。工件加工完后,操作员手持两个黑色的把手,将设备放在工件上定位好,同时抛光带及气动浮动活塞插入两个槽中,打开气动阀门,此时时间继电器开始计时,气动马达开始工作,同时压缩气体推动抛光单元上的活塞将抛光带压向槽的表面,气动马达由曲轴驱动导轨带动浮动活塞及抛光带快速滑动。当时间到达时间继电器的设定值时,继电器动作切断气源,抛光机停止工作,操作员提起抛光机放回原位,此时完成抛光作业。
设备参数的确定:
产品对于粗糙度的要求为:Rpk0.25Max、Rk0.8Max、Rvk0.25Min。为了发挥设备的最大能力,采用DOE实验设计的方法来定义设备参数。在开始实验研究前,需要进行测量系统分析,以保证实验数据的可靠性。
测量系统分析:
选10个工件编好编号,3个人依次将10个工件测量一遍并记录于表格中,考虑到工件表面不同部位的粗糙度会有差异,而且测量人员很难取在同样的测量部位,造成数据会有偏差。基于以上情况,操作员每次测量时分别重复测量3次,取平均值作为每次数据的输入。在Mintab 中做Gage R&R 分析,分析结果为9.5%,小于10%,测量系统完全可以接受。
DOE 实验的设计:
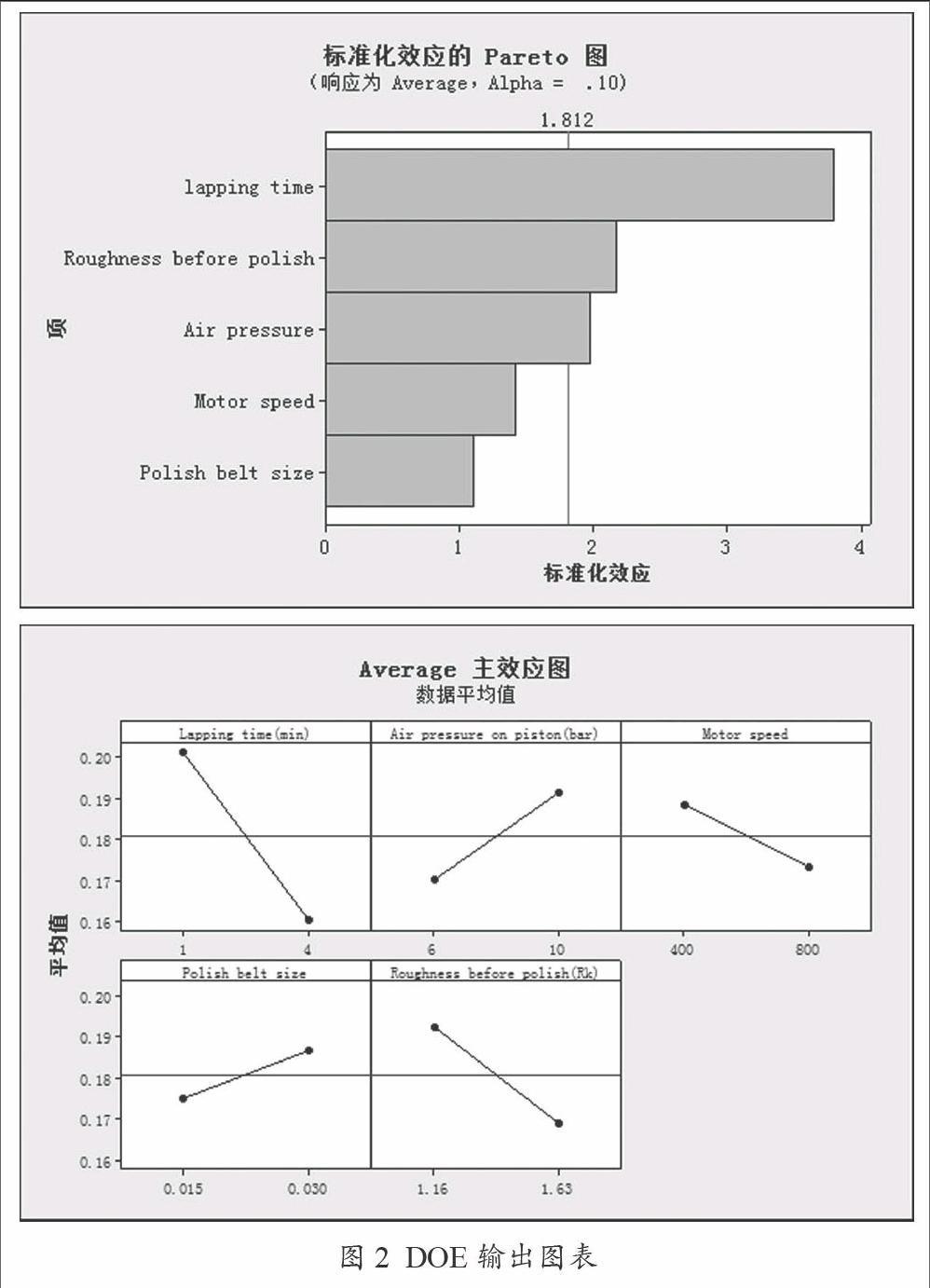
选择五个因子(抛光时间、气压、气动马达的转速,抛光带的粒度和抛光前表面粗糙度),分别设定两个水平(抛光时间为1分钟和4分钟,气压为6bar 和10bar,气动马达转速为400转每分钟和800转每分钟,抛光带粒度为0.03mm和0.015mm,抛光前的粗糙度为1.16和1.63),进行全因子实验,一共16组数据。收集完数据后在Minitab中进行数据分析,如图2所示。从图2的标准化效应的Pareto图中我们可以看出,抛光时间,抛光前的表面粗糙度和气压对槽表面的Rk值有显著的影响。其次是气动马达转速和抛光带的粒度。从图2的主效应图中我们可以看出,粗糙度抛光时间在4分钟时要好于1分钟,气压在6bar时要好于10bar时的结果,气动马达转速为400转每分钟要好于转速为800转每分钟的结果,抛光带的粒度为0.03时要微微的好于粒度为0.015时的结果,抛光前粗糙度为1.63时要好于粗糙度为1.16的结果。
参数优化:
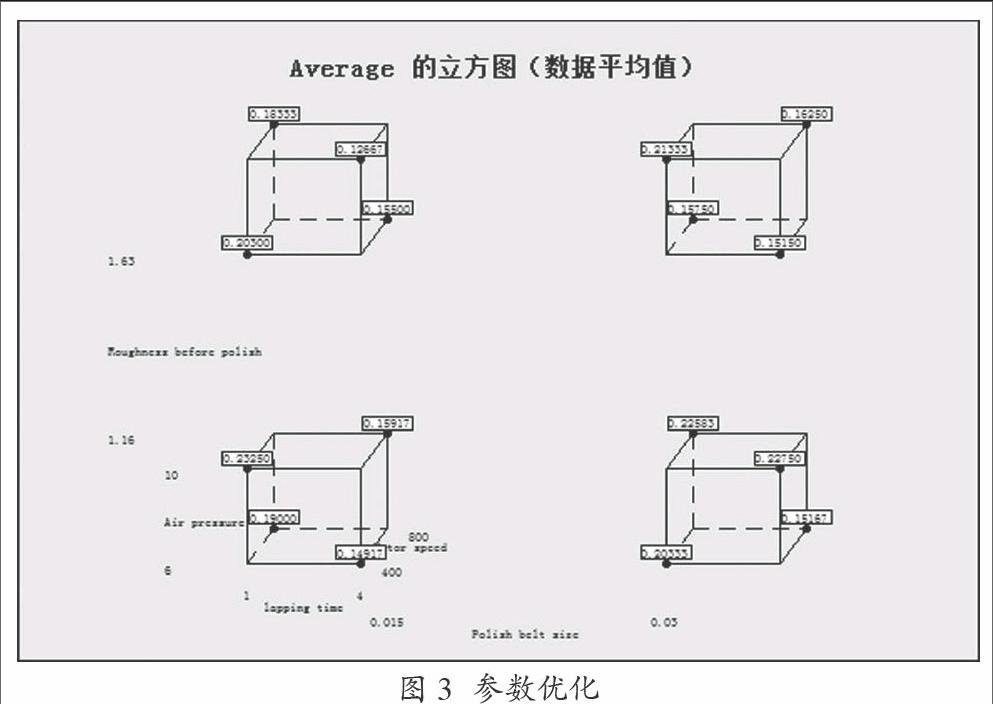
将以上参数有Minitab进行参数优化设计,输出如图7所示。从图中我们可以看出,经过优化后最好的粗糙度为0.1266, 此时的参数为,抛光时间4分钟,气动马达转速为400转每分钟,气压为10bar,抛光带的粒度为0.015mm.
工程能力的认证:
在生产线连续加工32件工件进行性测量。粗糙度Rvk,Rk和Rpk的PPK分别为1.83,1.93和1.8,其值都大于1.67,满足工程能力要求。其标准差分别为0.063/0.071和0.022。因为公差要求为单限公差,即只有公差上限和公差下限,在数据分析时,在Minitab输入公差时只输入单边极限公差以做单边公差分析。
总结:经过对抛光机的设计、参数优化和工程能力认证,此款机器完全满足设计要求。在生产实践中,由于抛光机操作简便,使用安全可靠,成本低廉收到生产部门的欢迎,同时也满足了产品设计的要求。
参考文献:
[1]朱正德.提升粗糙度监控水平的一项有效措施. 雅式工业专网,2009-7-16.
[2]何柯.六西格玛管理.第三版,2004-7-1.
猜你喜欢
科教新报(2021年15期)2021-05-12
南水北调与水利科技(2017年6期)2018-01-09
科学与财富(2017年33期)2017-12-19
大陆桥视野·下(2016年12期)2017-08-03
山东工业技术(2017年14期)2017-07-18
安徽农学通报(2017年11期)2017-06-23
物理教学探讨(2017年5期)2017-06-10
科技创新与应用(2017年9期)2017-04-26
中国新技术新产品(2017年7期)2017-03-18
中小企业管理与科技·中旬刊(2016年9期)2016-10-29