
垃圾气化技术的应用现状及发展趋势
2016-06-02 01:07:13梁永煌中国五环工程有限公司武汉430223
中国环保产业 2016年3期
梁永煌,魏 涛(中国五环工程有限公司,武汉 430223)
垃圾气化技术的应用现状及发展趋势
梁永煌,魏 涛
(中国五环工程有限公司,武汉 430223)
摘 要:简介了垃圾气化技术及其主要特点,总结了当前两种主流垃圾气化技术—热分选气化技术和等离子气化技术的发展及应用情况,分析了我国垃圾气化技术发展过程中存在的主要问题,展望了垃圾气化技术的发展趋势。
关键词:垃圾气化技术;热分选气化;等离子气化;应用现状;发展趋势
1 垃圾气化技术及其特点
1.1垃圾气化技术简介
所谓垃圾气化技术,是指采用气化的方法,在高温状态下将垃圾气化熔融和分解,垃圾中的有机物可以转化为合成气(主要为CO和H2),而无机物则可以转化为玻璃体灰渣。
国外对垃圾气化技术的研究起步较早,早在20世纪80年代初,国外就开始对垃圾气化进行了大量的研究,主要是针对二英的处理,有些已形成成熟的技术和设备。目前国内外研究和应用较多的垃圾气化技术主要分为两类:1)采用气化熔融焚烧技术,典型代表是瑞士热分选气化技术;2)采用等离子气化技术,典型代表是美国西屋公司的等离子气化技术。
垃圾气化技术是近年来发展起来的一种垃圾处理新技术,与一般垃圾焚烧技术不同,采用垃圾气化技术处理垃圾,几乎能将垃圾中的有机物完全气化并转化成合成气(主要为CO和H2)并加以利用,而无机物则可变成无害的玻璃体灰渣,可实现垃圾处理过程污染物的“零排放”。垃圾气化技术具有效率高、安全、无二次污染的特点,为垃圾处理的无害化、减量化和资源化处理开拓了一条新途径,有望替代传统的垃圾焚烧技术。
1.1.1热分选气化技术
热分选气化技术是把生活垃圾、商业垃圾、工业垃圾和其他特殊垃圾通过无间断的循环过程,高温气化有机成分和直接熔化无机成分,从而获得合成气体、玻璃状矿物质、富含金属和硫的一种垃圾处理技术。该技术在后续处理过程中还会产生纯净水、盐和锌副产品。与其他热处理过程相比,没有灰、炉渣这些需要大量成本去存放或填埋处理的物质,其灰渣为玻璃体,无毒无害,可进一步综合利用。
(1)热分选气化技术原理
热分选气化技术是一种两步法熔融气化技术,该技术是将垃圾中的有机成分气化和无机成分熔融进行结合,完全燃烧气化垃圾中可燃成分的同时,熔融焚烧后的无机灰渣,并回收灰渣中的有价金属、熔融渣等有用物质的一种垃圾处理技术。
热分选气化技术先将垃圾进行压缩,再置于400℃~600℃的脱气通道进行加热热解,生成可燃气体,并随垃圾一起进入高温气化炉进行进一步气化和熔渣。垃圾在热分选气化炉1200℃~2000℃的高温下进行反应,有机成分在还原性气氛下被彻底分解成以CO及H2为主的合成气,无机物则被高温熔化成熔融状态,并在后续工艺中被急冷形成玻璃体渣。整个过程将垃圾热解气化过程和熔融过程置于两个相对独立的设备中进行,再将这两个设备有机地结合为一个整体,形成了一个完整的垃圾气化熔融工艺。
(2)热分选气化技术流程(见图1)
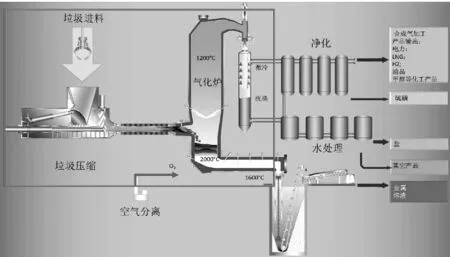
图1 瑞士热分选气化技术工艺流程简图
如图1所示,先将垃圾放入密闭、留有液体和空气的压力机(氮气保护),通过高压将垃圾气密压紧形成塞子状,并通过气流将其压入脱气通道。在脱气通道中不断加热,垃圾被干燥,有机成分气化挥发,经过至少1小时的反应处理后,垃圾被送入气化炉高温反应堆。脱气产生的碳和含炭化合物在水蒸汽丰富、温度高达1600℃~2000℃的环境中与氧气发生部分氧化反应而气化生成以CO和H2为主的合成气。合成气在1200℃以上的温度中停留时间大于2秒,能有效将生成的二英和呋喃等大分子有机物分解破坏,此后合成气离开气化炉,进行喷水和水浴急冷,将合成气温度迅速降低到90℃以下,在此过程中,可有效避开二英的生成区间,同时合成气以CO和H2为主,为还原性气氛,能遏制和减缓二英的生成,从而保证急冷后的合成气中几乎不含二英和呋喃。急冷后的合成气进一步进入洗涤塔,充分洗涤除去合成气中携带的粉尘和卤化物。经洗涤除尘后的合成气用引风机送至下游净化工序进一步净化处理后用于发电或生产化工产品。激冷后的水送至水处理装置进行处理,达标后回用或排放。
此外,垃圾中的无机物在高达1600℃~2000℃的环境中被充分熔融,并在1600℃以上的均质通道中流动和分层,渣中的金属以单质状态存在,且由于其密度大,沉在熔融流体的下层,而其他轻质熔渣则浮在上层。熔融态的金属和渣沿着均质通道流动,在均质通道出口,熔渣经水淬冷形成稳定的金属和玻璃体渣后流入渣池。此后,捞渣机将金属和渣从渣池中捞出,并用磁分选设备将渣中的金属单质分离出来回收,玻璃体渣则可作为建筑材料,进一步综合利用。
1.1.2等离子气化技术
等离子体(Plasma)技术最早是由美国科学家Langmuir于1929年在研究低气压下汞蒸气中放电现象时提出的。等离子体技术应用于污染治理的研究开始于20世纪70年代。90年代,美国、加拿大、德国等发达国家将该技术应用于废物处理并取得了不俗的业绩。
等离子气化技术的原理,简而言之,即利用等离子体的高温高能,在气化剂的辅助作用下,将垃圾废物进行高温气化和熔融,垃圾中的有机物被气化形成以CO 和H2为主的合成气,而无机物则被熔融后急冷形成无害的玻璃体渣。
等离子气化技术主要由进料系统、等离子气化炉、熔融物处理系统、合成气处理系统、电极驱动及冷却密封系统组成。垃圾通过进料系统进入等离子气化炉,有机物被分解气化,无机物则被熔化成玻璃体及金属产物,被收集到处理器中被急冷成固态,金属可回收,玻璃体渣可进一步综合利用,合成气经净化处理后可用于发电或生产化工产品。图2为美国西屋等离子气化中试工厂的流程图。
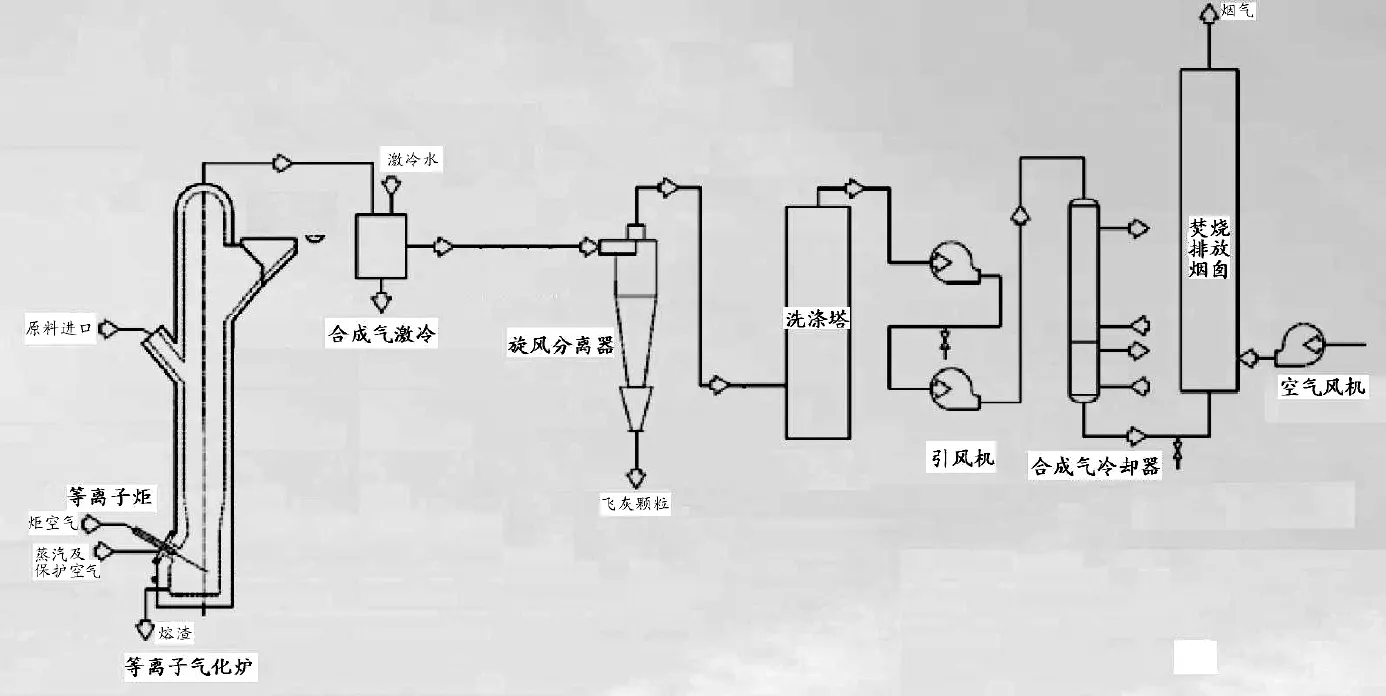
图2 美国西屋等离子气化中试工厂流程图
图2的中试工厂并未对合成气进行有效利用,而实际示范工厂及商业化工厂流程均在此流程的基础上进行了改进:出洗涤塔的合成气用引风机抽出,送至下游净化工序对合成气进一步净化处理,再将净化后的合成气送去发电或生产化工产品。
1.2垃圾气化技术的特点
无论是热分选气化技术,还是等离子气化技术,其最主要的技术特点是利用高温高能对垃圾进行气化处理,以达到垃圾处理的无害化和减量化要求。同时,垃圾气化生成的合成气可用于发电或生产化工产品,而玻璃体渣无毒无害,可进一步综合利用,这些技术特点是垃圾焚烧等其他垃圾处理技术所不具备的。垃圾气化技术应用流程如图3所示。
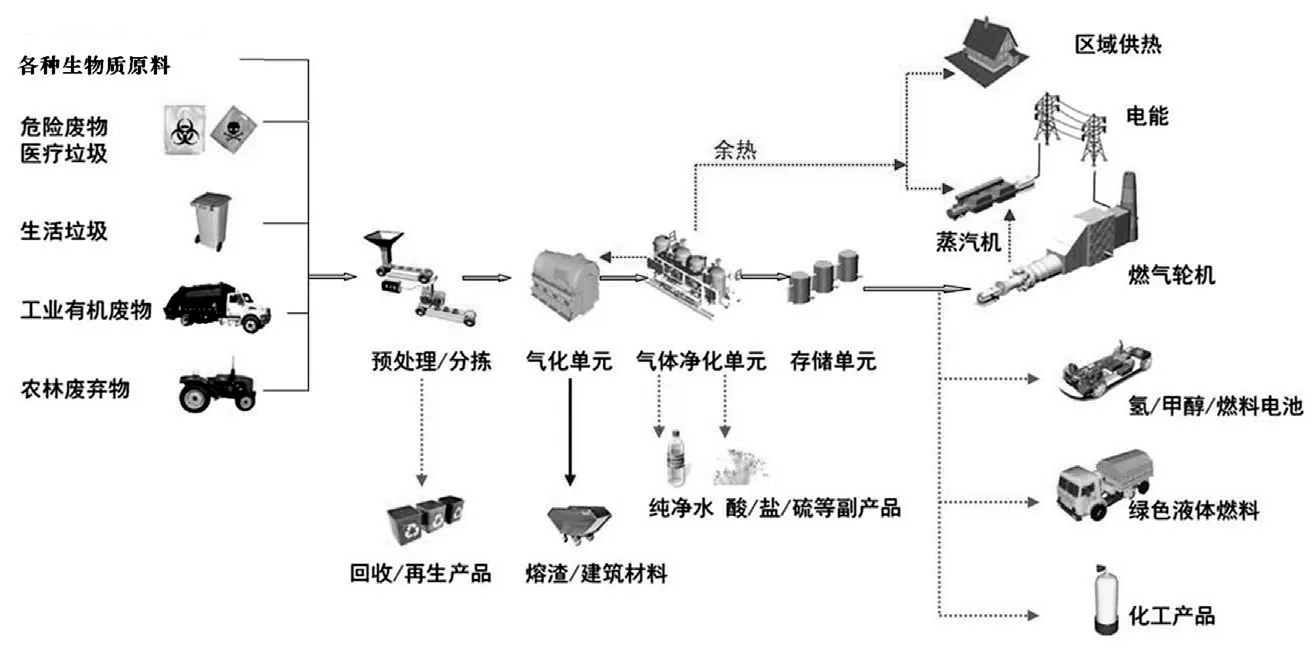
图3 垃圾气化技术应用流程图
垃圾气化技术最主要的优势在于其优异的环保特性,相比垃圾焚烧处理,垃圾气化技术在废气和废渣的排放和治理方面具有无可比拟的优势。
1.2.1废气排放和治理
图4为采用热分选气化技术在日本建设的垃圾气化工厂对排放气体进行检测的数据,表1为采用等离子垃圾气化技术在日本建设的两个垃圾气化发电厂的废气排放情况。

表1 日本等离子垃圾气化发电厂的废气排放情况
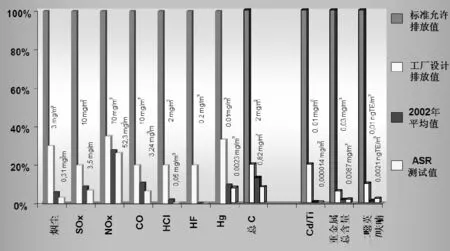
图4 日本热分选气化工厂检测数据
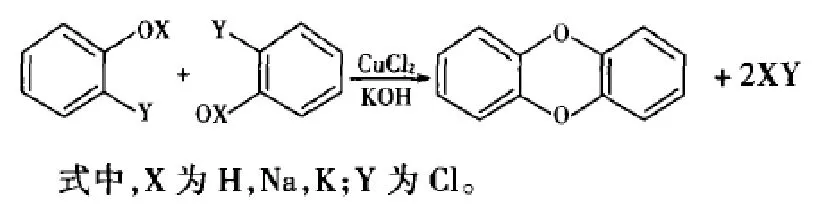
图5 二英生成反应式
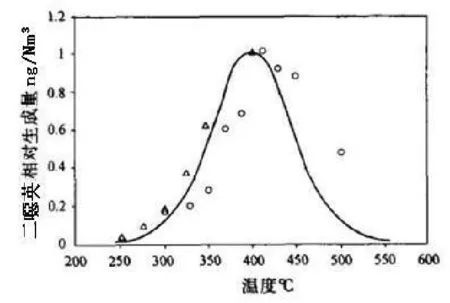
图6 二英生成—温度曲线图
从图4和表1可以看出,无论是采用热分选气化技术,还是采用等离子气化技术,其实际尾气排放中的SOx、NOx和二英均低于环保排放标准,特别是二英的排放低于最严格环保排放标准的1/10,结果表明,垃圾气化技术具有优异的废气排放指标。
此外,垃圾气化技术由于生成的是还原性合成气,它的碳排放量也明显低于焚烧处理方式。
1.2.2固废排放和治理
垃圾气化技术的另一主要优势在于其排放的废固灰渣为玻璃体,为非重金属浸出性的灰渣,无毒无害,可进一步综合利用。
图7为热分选气化工厂废渣排放组成,从图中可以看出废渣中金属以单质形式存在并被磁分选设备分出,而玻璃渣为非重金属浸出的灰渣,可进一步综合利用。
日本的等离子垃圾气化工厂对其排出的固体灰渣进行了重金属浸出实验检测,结果表明,其能满足重金属非浸出性要求,测试结果显示8种检测的重金属(砷、铬等)浸出数据低于毒性特征溶出程序(TCLP)标准的百分之一,检测数据见表2。此外,在印度建设的日处理68吨危险废物的等离子气化工厂的检测效果同样令人满意。
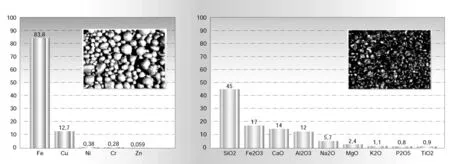
图7 热分选气化工厂的废渣组成
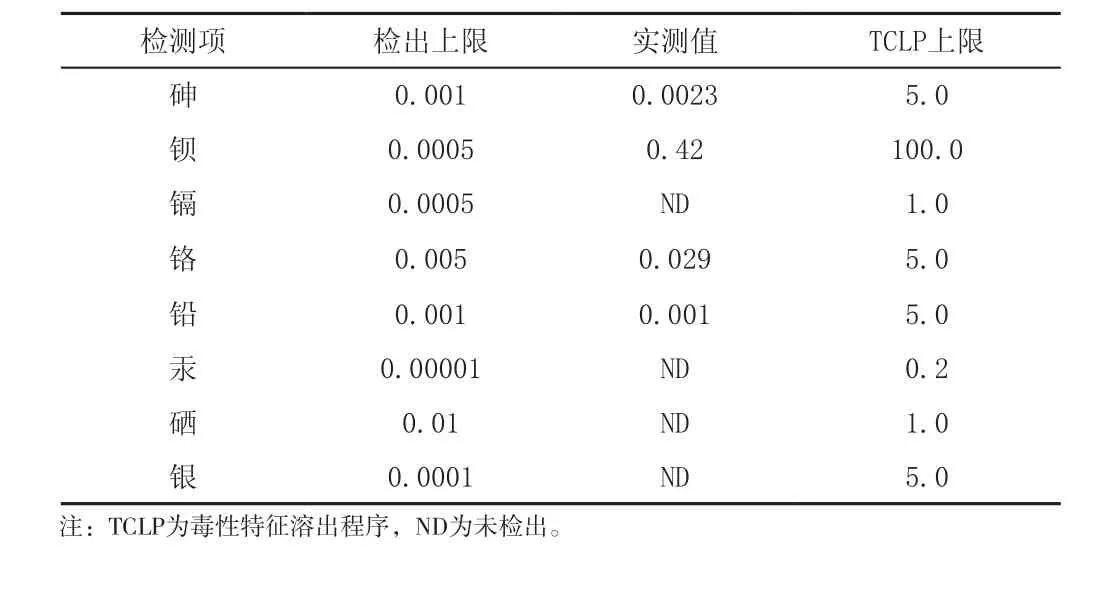
表2 日本等离子垃圾气化发电厂的熔渣重金属浸出检测结果 (单位 :mg/L)
2 垃圾气化技术应用现状及存在的主要问题
2.1垃圾热分选气化技术应用情况
热分选气化技术在世界范围内共有1个实验工厂和8个运行工厂,目前还有多个项目处于前期研究阶段,其应用情况如表3所示。
2.2等离子气化技术应用情况
等离子气化技术目前已在美国、日本、英国等少数发达国家建立了一定规模的示范工厂,我国上海也建立了一套日处理30吨的医疗废物和焚烧飞灰的等离子气化中试装置。
2.2.1国外等离子气化技术应用情况
目前,国外主要有3家企业拥有商业化的等离子垃圾气化技术:美国西屋等离子公司(WPC,已被加拿大Alter NRG公司收购)、加拿大的普拉斯科(Plasco)能源集团公司和德国Bellwether公司。
(1)美国西屋等离子气化技术
美国西屋公司在等离子体与等离子气化领域已有40多年的应用经验,该公司早在20世纪60年代就开始为航天用途建造等离子炬。之后,等离子炬多年用于销毁化学武器、印刷电路板和石棉等有毒废物。20世纪90年代初,该公司在美国设置了一个处理固体废物并带有发电的试验装置;到20世纪90年代末,该公司又在日本建造了一个中试规模的等离子气化装置,主要将生活垃圾、污水污泥、废旧汽车粉碎后的残留物等进行处理。
美国西屋等离子气化技术是目前世界上发展最好的等离子垃圾气化技术,其示范和中试装置已在美国和日本成功运行,目前正逐渐在全世界范围内推广应用,其业绩见表4。
(2)加拿大Plasco等离子气化技术
加拿大Plasco等离子气化技术主要是针对北美生活垃圾,研制了基于燃气轮机发电的等离子气化工艺。其工艺流程核心是垃圾的两级热解,第一级利用废物自身热值热解,第二级利用等离子电弧加热重整合成气,同时用等离子体炬玻璃化裂解室的废渣。2008年底,加拿大决定建造北美地区规模最大的气化垃圾焚烧发电厂,采用Plasco公司的等离子气化技术,整个项目投资1.25亿美元,处理规模400t/d,每吨城市生活垃圾的处理价格预计低于60美元,发电量可达21MW,可满足19,000户当地居民每日所需。此外,Plasco还与中国节能集团合资,拟在北京或四川建设100t/d的等离子垃圾气化实验装置。
(3)德国Bellwether公司等离子气化技术
德国Bellwether公司等离子气化技术采用气化熔融 +等离子重整工艺(IMG),主要包含进料、干燥、气化和灰渣玻璃化4个步骤,垃圾首先送入气化炉内干燥,然后在缺氧和高温环境下使其气化,熔渣玻璃化,合成气进入等离子重整炉,通过等离子电弧进行处理,含有焦油、毒质的初级混合燃气在等离子体的作用下被分解,合成气得到纯化,再经净化最终生成清洁合成气,可用于发电或供热等。垃圾灰渣落入熔炉底部,经玻璃化后,变成无害的建筑材料。该公司在等离子气化处理的基础上,进一步研制了“集成式等离子气化技术”,通过热电联产、能量循环再利用方式,使得系统整体效率显著提升,总能量转化效率达到80%。
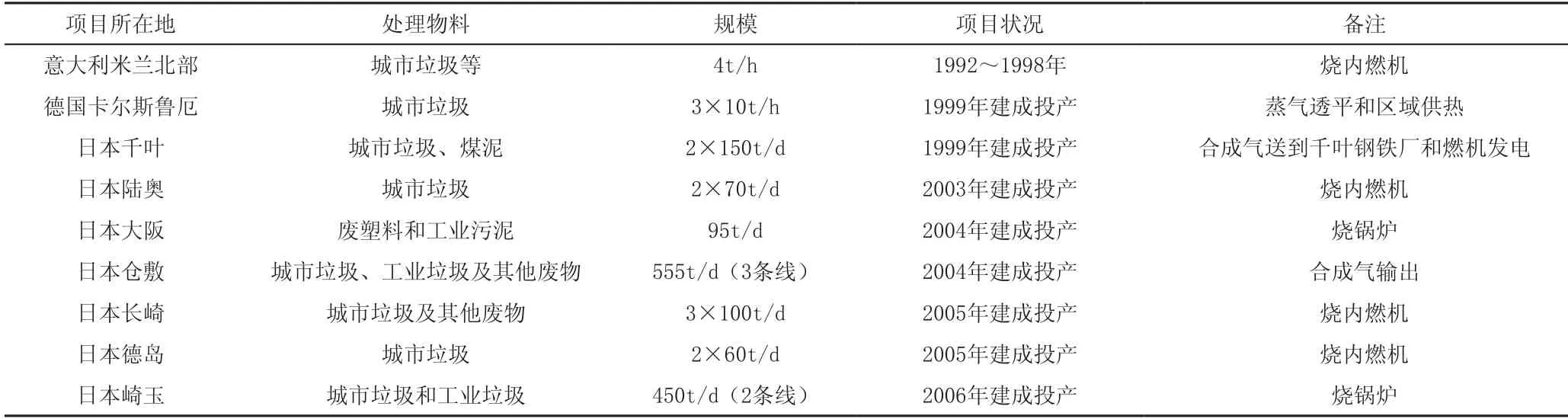
表3 热分选气化技术业绩表
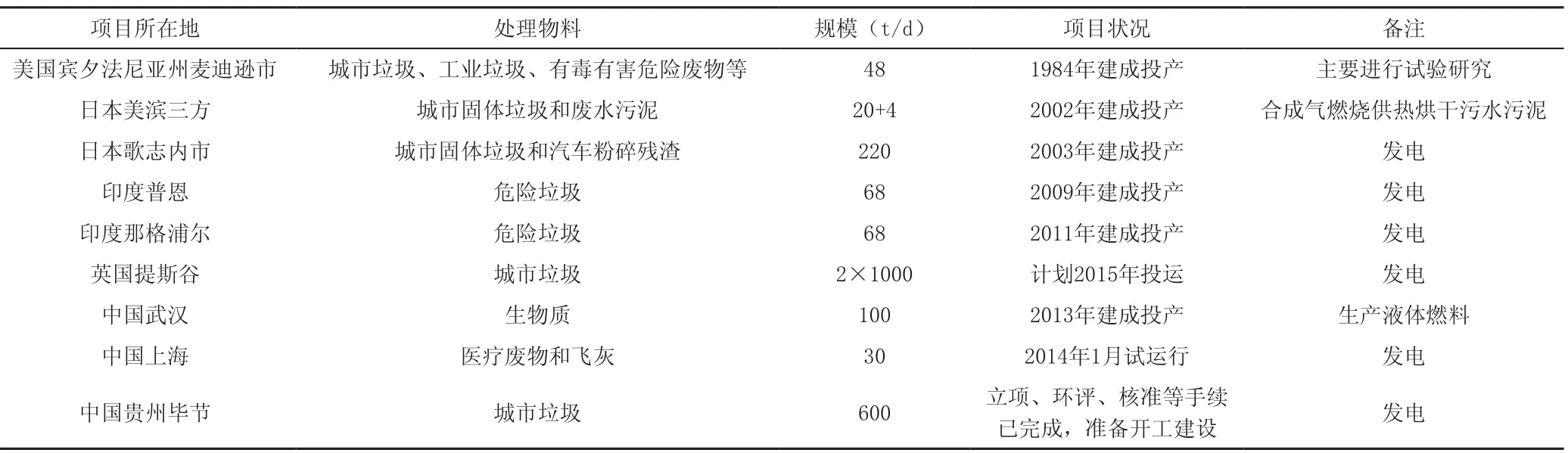
表4 美国西屋公司等离子气化技术业绩表
Bellwether公司在罗马尼亚有1个城市生活垃圾等离子气化技术的示范项目,2008年11月投产,最大处理量12t/h,气化效率80%~85%,发电量1.4MW,等离子能耗400kW,污染物排放满足环保排放要求。Bellwether公司目前正在世界各地推广其等离子垃圾气化技术,近几年也在中国寻求合作单位。
除上述3种目前发展较好的等离子气化技术外,国外还有接近中试规模的以色列环境能源公司的12t/d的试验设备,实验室规模的有韩国浦项大学10t/d的实验设备,技术路线与3种主流等离子气化技术相近。
2.2.2我国等离子气化技术概况
我国在等离子体处理垃圾方面的研究起步较晚,但发展很快,也研发出了一些专用的等离子体处理设备。
中科院力学所近20年来进行了多方面的等离子废物处理的应用基础研究工作,如等离子反应器内流场特征、有害/可利用元素迁移规律、玻璃体物理化学稳定性等,并在实验室建成了一条3t/d的等离子体处理模拟医疗垃圾的实验线(“863”项目),与企业合作建成了2条工业规模(5~10t/d)的等离子体处理危险废物的生产线。此外,中科院力学所正在建立处理50t/d城市生活垃圾筛上物的示范装置,其处理工艺流程可概述为预处理、等离子体裂解、尾气降温脱酸除尘、发电。中科院力学所已形成了自己的等离子气化技术,并尝试建立示范装置,但要真正实现工业化应用,仍然需要一个过程。
武汉凯迪电力对生物质及其他固体废物的等离子气化进行了研究,在武汉建立了一套生物质等离子气化制乙醇的中试装置;北京环宇冠川致力于采用等离子气化技术对各类废弃物(包括城市生活垃圾、工业、医疗和电子等有害废弃物、冶炼废弃物和尾矿,污水污泥等)的安全环保处理和资源化研究,在广东江门建立了一套处理工业危险废弃物(主要为油漆废渣)的等离子气化示范装置;武汉华电天和侧重于等离子炬的开发,也在处理固体废物方面做了很多研究和尝试。
目前,等离子气化技术在我国主要应用于处理高危废弃物,取得了一定的成果,可以处理医用垃圾、废弃轮胎和电子垃圾等,但现阶段研究仍主要限于实验室和一些小型的中试装置,离市场化和工业化应用还有一定的距离。
2.3垃圾气化技术发展中存在的主要问题
2.3.1垃圾收集与分类
目前,国内大部分的垃圾还没有实现分类收集,一般均为混合收集,含水率高(40%~60%),热值低(850k~1600k/kg),对于采用垃圾气化技术进行处理存在难度。
垃圾气化技术在处理垃圾时对热值有一定的要求,热值越高的垃圾越易于处理,热值太低或垃圾中的无机物组成过高时,垃圾气化处理时将会产生一定的困难,项目的经济性也会大受影响。国外垃圾气化技术的应用经验表明,通过有效的垃圾收集与分类,提高垃圾热值,是采用垃圾气化技术处理垃圾的一项重要保障措施,但我国在这方面做的还远远不够。因此,能否有效进行垃圾收集与分类,提高垃圾热值,对于垃圾气化技术的应用和发展将有重要的影响。
2.3.2技术的成熟度和可靠性
垃圾气化技术不同于其他垃圾处理技术,技术的密集性和复杂性较高。当前广泛应用的热分选气化技术和等离子气化技术虽已经过了30多年的发展和应用,但从其应用情况来看,热分选气化技术最近的一个工业化项目于2006年在日本建成投产后,近9年来没有新建项目,在日本已投产的项目也是经过了一系列的技术改造和优化后,运行稳定性才逐渐有了保障;美国西屋等离子气化技术最近的工业应用项目是2013年在我国武汉建成投产日处理100t生物质的气化工厂和2014年初在我国上海建成投运的日处理30t医疗废物和飞灰的试验工厂。据了解,受各方面因素影响,武汉的工厂目前尚不能长周期连续稳定运行,上海的工厂也主要用于处理医疗废物和飞灰的试验和积累数据。
垃圾气化技术和煤气化技术有一定的相似性,煤气化技术从最开始的研究开发到目前日趋成熟的广泛应用经过了近百年的发展过程,而垃圾气化技术从20世纪80年代起才开始研究开发,迄今为止才经历了30年的发展。因此,垃圾气化技术的成熟性和可靠性仍需要经过一个长期的应用、积累和优化过程。
2.3.3项目的经济性
由于垃圾气化技术相对于其他垃圾处理技术要复杂,投资明显较高,同时由于一般垃圾水分含量较高、无机物较多、热值较低,导致采用垃圾气化技术建设的项目经济性一般不好。调查表明,当前的垃圾焚烧发电技术项目一般只能够达到基本的收支平衡,很少正常盈利,而同等规模的垃圾气化发电项目,其项目的总投资是垃圾焚烧发电项目的1.5~2.5倍,虽然垃圾气化技术能量利用效率较高,但操作成本也相应较高,导致项目的经济性比一般垃圾焚烧发电项目差。从两种主流垃圾气化技术的应用和发展较缓慢的现实情况来看,经济性差应是重要影响因素之一。
因此,垃圾气化技术项目的经济性问题成为了当前制约垃圾气化技术推广和应用的主要因素。
2.3.4财政优惠政策
随着人们对环保的日益重视,我国出台了很多涉及垃圾处理领域的政策、法规和标准,着力改善人们的生产和生活环境,但在政策支持力度上仍存在着明显的不足,且目前尚缺少针对垃圾气化方面的政策、法规和标准。
以和垃圾气化最为相近的垃圾处理方式——垃圾焚烧发电为例,目前我国垃圾焚烧发电项目普遍采取的是企业商业投资行为和政府电价支持机制,采用该机制主要是由于我国各级政府财政实力相对较弱,没有一次性足额拨款直接建设垃圾焚烧发电厂的能力。当前的政策是只将垃圾焚烧发电作为城市环卫设施、公益设施来建设和运行,费用和还贷全部要有政府补贴,主要来源是靠垃圾收费或财政补贴,而电价不补贴或补贴很少。而由于垃圾焚烧发电厂的造价较高,尚不够还贷款本息,垃圾处理费又很难收缴,且很多城市对垃圾焚烧发电只是进行补贴承诺,实际上垃圾焚烧发电厂很难得到。通过计算,当前垃圾焚烧发电的电价只有0.7元/度以上才能保本微利,但由于总收入较低,垃圾焚烧发电企业普遍反映经营困难,个别企业甚至不能正常归还贷款,主要原因还是垃圾焚烧发电的上网电量较少,有些地方政府垃圾处理补贴标准偏低或不能完全落实,电价相对较低等原因导致。
垃圾气化比垃圾焚烧的环保性更好,但投资也更高昂,垃圾焚烧发电在当前的政策支持力度下尚不能很好地生产盈利,因而垃圾气化项目的经济性必然较差。而垃圾气化项目属于社会性公益事业,其所追求的重点是垃圾无害化处理的环境效益和社会效益,若得不到有效的投资、税收、补贴等优惠政策和政府补贴支持,垃圾气化项目将难以长期稳定发展。
综上所述,由于存在上述问题,我国的垃圾气化技术应用和发展还需要经过一个长期过程。
3 垃圾气化技术发展趋势
目前,垃圾填埋技术虽在我国生活垃圾处理领域仍处于主导地位,但受土地资源限制,填埋处理的比例在我国已开始下降;受处理成本和产品销路影响,堆肥技术在我国垃圾处理领域的发展前景并不看好;垃圾焚烧处理除了会产生二英等致癌物质外,焚烧飞灰含重金属也会污染环境,造成二次污染,此外,垃圾焚烧“邻避效应”带来的群体性事件也造成了一定的社会问题,影响了推广应用。垃圾气化技术虽起步较晚,但技术先进,发展较快,可以很好地避免垃圾填埋、堆肥、焚烧带来的多种问题,将会逐渐发展成为垃圾处理领域的主流技术,目前处于快速推广和应用阶段。
从生态角度看,垃圾是一种污染源,但从资源利用角度来看,垃圾是地球上唯一不断增长的资源:4~8吨的城市垃圾燃烧所产生的热量相当于1吨标煤燃烧产生的热量,以城市垃圾焚烧发电为例,如果能将我国城市垃圾充分有效地用于发电,每年将可节省2500万~5000万吨煤炭资源。因此,从资源利用角度来看,可以将垃圾当成一种低热值资源。采用垃圾气化技术,通过合理可行的工艺技术方案和先进的工程技术手段加以利用,不但可将垃圾进行气化后清洁发电,还可将垃圾气化生产天然气、制取氢气等化工产品,既可解决垃圾带来的环境污染和生态破坏问题,也可避免垃圾焚烧所产生的环境和社会问题,同时还能很好地起到废弃物再利用的循环经济效果,为我国循环经济提供一种新的思路。
目前,虽然我国垃圾气化技术在垃圾收集与分类、技术成熟度和可靠性、项目的经济性和政策及补贴等方面还存在着一些问题,但随着人们对环保的日益重视和我国能源资源短缺日益严峻的形势下,采用垃圾气化技术不但可以有效解决垃圾带来的环境污染问题,而且可以将垃圾气化生成的合成气用于发电或生产化工产品,进行循环利用,缓解当前我国资源能源短缺状况,真正实现垃圾处理的无害化、减量化和资源化。
综上所述,垃圾气化技术具有广阔的发展空间和应用前景。与此同时,垃圾气化技术本身也需朝着提高技术的可靠性、成熟性和经济性等方面发展。
4 结语
随着垃圾产生量的日益增长,造成的环境问题、生态问题和社会问题也日益严峻,而垃圾气化技术具有优异的环保特性,能够解决垃圾处理所带来的一系列问题。将垃圾当成一种低热值的资源,采用先进的垃圾气化技术生产合成气用于发电或制取天然气等化工产品,在解决垃圾带来问题的同时,将能很好地起到废弃物再利用的循环经济效果,并在一定程度上缓解当前我国资源能源短缺状况。
技术先进性和环保优越性是垃圾气化技术最主要的特点和优势,相比于垃圾填埋、堆肥和焚烧技术,垃圾气化技术可以真正实现垃圾处理的无害化、减量化和资源化,无疑是垃圾处理技术的发展趋势。但无论是热气化技术,还是等离子气化技术,其工业化应用目前还处于前期阶段,技术的成熟性和可靠性还有待进一步的验证和积累,项目的经济性还有待进一步研究和提高,进行广泛推广和应用尚需时日。作为垃圾处理领域的新技术,垃圾气化技术是当前最先进和最环保的垃圾处理技术,必将成为未来垃圾处理领域新的发展趋势。
参考文献:
[1] 杜吴鹏,高庆先,张恩琛,等.中国城市生活垃圾处理及趋势分析[J].环境科学研究,2006,19(6):115-120.
[2] 肖波,汪莹莹,苏琼.垃圾气化处理新技术研究[J].中国资源综合利用,2006,24(10):18-20.
[3] 胡建杭,王华,刘慧利,等.城市生活垃圾气化熔融焚烧技术[J].环境科学与技术,2008,31(11):78-81.
[4] YAMADA Sumio,SHIMIZU Masuto,MIYOSHI Fumihiro. Thermoselect Waste Gasification and Reforming Process[J].JFE TECHNICAL REPORT,2004,6(3).
[5] 埃德·道奇,谭亚军.等离子气化技术在垃圾处理中的应用[J].中国环保产业,2010(10):59-61.
[6] 黄耕.等离子气化技术在固体废物处理中的应用[J].中国环保产业,2010(6):43-45.
[7] 王希,张春飞,王晓婷,等.城市生活垃圾等离子气化技术研究进展[J].现代化工,2012,32(12):20-24.
[8] 张焕亨.国内垃圾处理技术发展方向分析[J].科技博览,2012(17):578-579.
[9] M.I.Boulos.Thermal plasma processing[J].IEEE Trans. Plasma Sci.,1991 (19):1078-1089.
[10] 吴承康.我国等离子体工艺研究进展[J].物理,1999,28(7):388-393
[11] J.Heberlein,A.B.Murphy.Thermal plasma waste treatment[J].J. Phys.D:Appl. Phys.,2008(41):1-20.
[12] E. Gomez,D.Amutha Rani,C.R.Cheeseman, et al. Thermal plasma technology for the treatment of wastes: A critical review[J].Journal of Hazardous Materials,2009(161):614-626.
[13] 林小英,李玉林.等离子体技术在固体废弃物处理中的应用[J].资源调查与环境,2005,26(2):128-131.
[14] H.Huang,L.Tang.Treatment of organic waste using thermal plasma pyrolysis technology[J].Energy conversion and management,2007(48):1331-1336.
[15] S.K.Nema,K.S.Ganeshprasad.Plasma pyrolysis of medical waste[J].Current Science,2002,83(3):271-278.
[16] K.Moustatas,D.Fatta,S.Malamis,et al.Demonstration plasma gasification/ vitrification system for effective hazardous waste treatment[J].Journal of Hazardous Materials,2005(123):120-126.
[17] 王传英.等离子体处理危险废弃物的研究[J].西安文理学院学报(自然科学版),2010,13(3):79-82.
[18] 杨捷,汪小憨,赵黛青,等.城市生活垃圾气化发电的技术经济性评价[J].可再生能源,2013,31(7):20-123.
Application Status and Development Tendency of Refuse Gasification Technology
LIANG Yong-huang, WEI Tao
(China Wuhuan Engineering Co., Ltd, Wuhan 430223, China)
Abstract:The paper introduces briefly the refuse gasification technology and its main characteristics; focuses on two different types of refuse gasification technologies--- developments and applications of thermal selection and gasification technology and plasma gasification technology; analyzes the main problems existed in the development process of the refuse gasification technology in China and prospects the development tendency of the refuse gasification technology.
Keywords:refuse gasification technology; thermal selection and gasification; plasma gasification; application status; development tendency
中图分类号:X799.3
文献标志码:A
文章编号:1006-5377(2016)03-0047-08
猜你喜欢
中国医学创新(2016年30期)2016-11-28 01:31:40
艺术科技(2016年9期)2016-11-18 20:07:05
电脑知识与技术(2016年25期)2016-11-16 15:00:03
企业技术开发·中旬刊(2016年10期)2016-11-12 15:13:52
财会学习(2016年19期)2016-11-10 04:27:07
现代经济信息(2016年19期)2016-10-20 18:10:09
现代经济信息(2016年19期)2016-10-20 15:51:16
现代经济信息(2016年19期)2016-10-20 15:26:02
中国科技博览(2016年19期)2016-10-19 13:03:52
中国科技博览(2016年18期)2016-10-19 09:22:46
