
现代汽车板材的有铆钉塑性连接及其核心技术探讨
2016-06-01 11:35赵升吨韩晓兰崔敏超范淑琴
锻压装备与制造技术 2016年2期
陈 超,赵升吨,韩晓兰,崔敏超,范淑琴
(西安交通大学机械工程学院,陕西 西安 710049)
现代汽车板材的有铆钉塑性连接及其核心技术探讨
陈 超,赵升吨,韩晓兰,崔敏超,范淑琴
(西安交通大学机械工程学院,陕西 西安 710049)
近些年,很多轻质材料如铝合金、镁合金等在现代汽车板材上得到了广泛应用。有铆钉塑性连接在轻质材料的连接上具有巨大优势。本文首先介绍了现代汽车板材有铆钉塑性连接方式及其机制,并对有铆钉塑性连接和点焊等连接方式进行了对比。分析了现代汽车板材有铆钉塑性连接的关键技术。有铆钉塑性连接的关键技术包括铆钉形状、塑性变形程度、板材表面状况、塑性变形速率和加热处理。
有铆钉连接;塑性变形;关键技术;汽车板材
随着汽车工业的快速发展,汽车轻量化技术也得到重视研究[1]。如图1所示,为实现车身轻量化,很多轻质材料如铝合金、镁合金、高强钢和复合材料等得到了广泛应用[2]。但传统的板材连接方式如点焊等,存在生产成本高、生产效率低和对板材表面质量要求高等缺点,不能满足轻量化车身对板材连接的要求。而有铆钉塑性连接在连接轻质材料如铝合金、镁合金等材料上具有巨大优势[3-5],且非常适合用于连接异种材质或表面有镀层的板料。有铆钉塑性连接在连接前不需预冲孔,工艺步骤简单,生产效率高,在轻量化车身制造上具有广阔的发展前景。汽车车身的很多地方可以采用有铆钉塑性连接方式进行连接[6-7]。
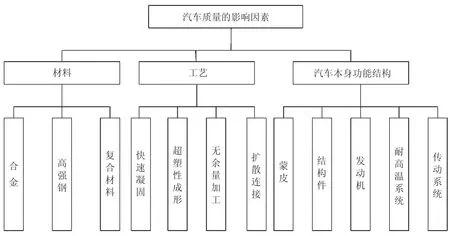
图1 汽车质量的影响因素
1 板材有铆钉塑性连接方式及其连接机制
有铆钉塑性连接指在外力作用下,铆钉穿透上层材料,嵌入下层材料,并在下层材料中进行流动和延展,通过塑性变形将上层材料和下层材料镶嵌在一起的连接过程。有铆钉塑性连接机制如图2所示。
有铆钉塑性连接过程主要由三个阶段组成:
(1)准备压入阶段。首先将被连接材料置于下模上,铆钉在压力作用下运动至被连接材料上表面,被连接材料被固定在铆钉和下模之间。
(2)成形初期阶段。铆钉在压力作用下向下运动冲切被连接材料,被连接材料向下模内流动,被连接材料和铆钉都发生变形。

图2 有铆钉连接机制
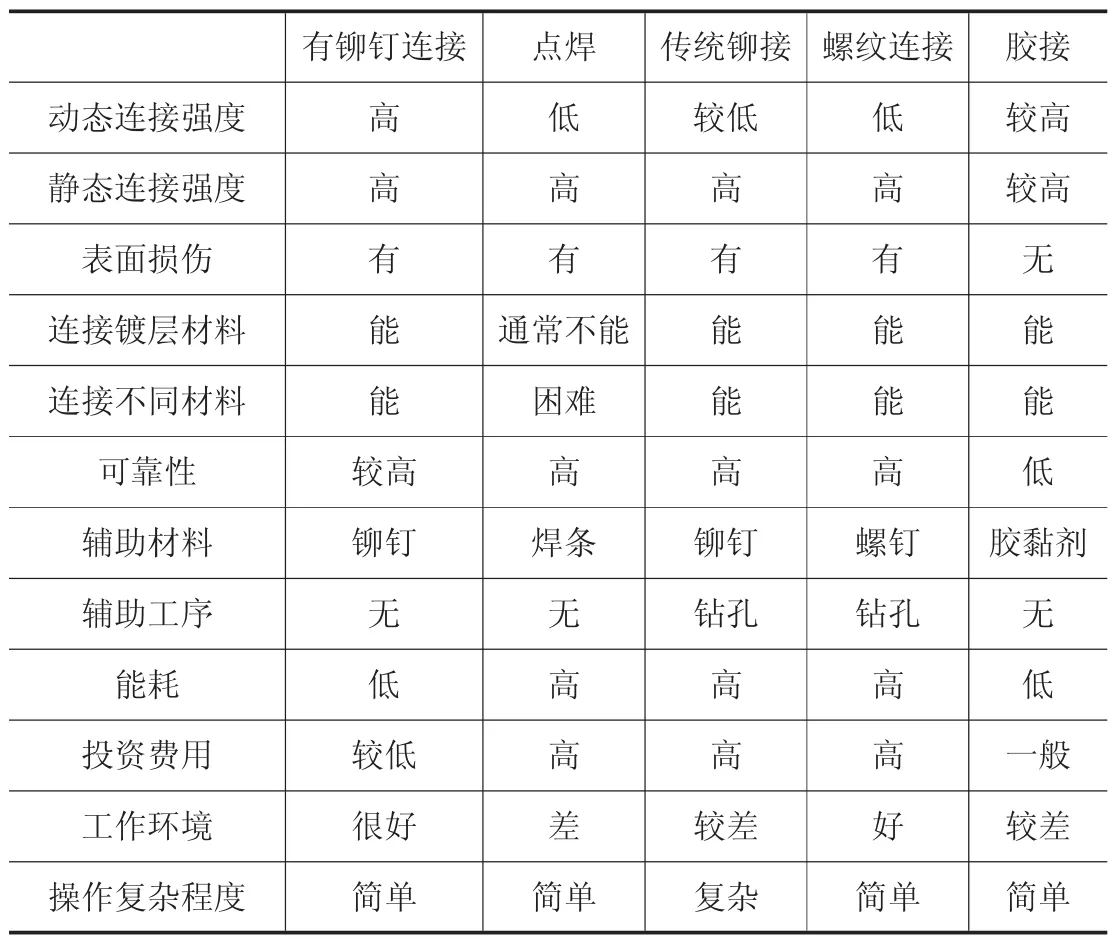
表1 有铆钉连接与传统连接方法对比
(3)成形阶段。铆钉在压力作用下继续下行,铆钉穿透被连接材料中的上层材料,铆钉下端张开,下模侧的被连接材料发生塑性变形产生封闭端,从而将被连接材料连接在一起。
2 有铆钉塑性连接的核心技术
2.1 铆钉形状
铆钉的形状及连接方式是影响连接点强度的关键因素之一。随着有铆钉塑性连接的发展,衍化出了很多种铆钉形状及其连接方式,而不同的铆钉形状及连接方式又有不同的参数组合,从而产生不同的连接效果。如图3所示为半空心铆钉的连接工艺。铆钉在冲头作用下穿透上板,嵌入下板,从而将上下板料连接在一起[8]。

图3 半空心铆钉连接工艺[8]
如图4所示,为一种采用腰鼓形实心铆钉的冲铆连接工艺。铆钉在冲头的作用下向下运动,铆钉底部带有刃角,将铆接材料上与铆钉对应的部分冲切掉。实心铆钉到达凹模时停止运动,冲头继续下行,冲头上的凸台挤压铆接材料产生塑性变形,将实心铆钉包裹住,从而将上下板材连接在一起[9]。
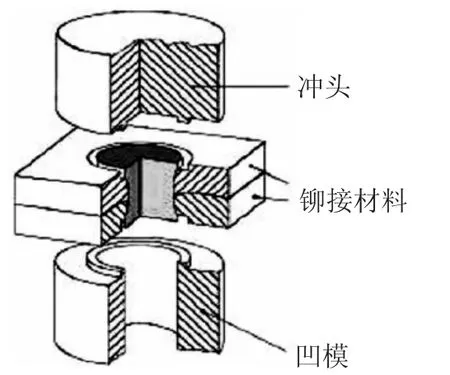
图4 腰鼓形实心铆钉连接工艺[9]
如图5所示为一种圆柱形铆钉的冲铆连接工艺。铆钉上有环形凹槽,冲头下行到下死点后挤压铆接材料,使铆接材料向铆钉上的环形凹槽内变形,铆钉的上端面产生“镦头”,从而将上下板料连接在一起[10]。
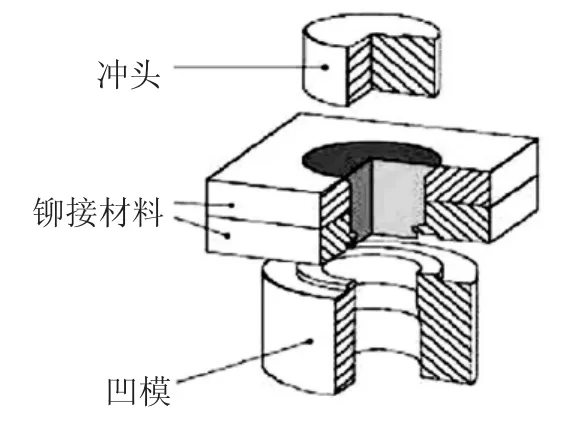
图5 圆柱形实心铆钉连接工艺[10]
如图6所示为一种采用上下侧带凹坑的圆柱形铆钉的连接工艺。铆钉在冲头作用下压入上板,同时挤压下板变形。铆钉上下侧凹坑周围的材料产生塑性变形,沿径向流动,从而使上下板料相互镶嵌在一起。上下板料都发生塑性变形,不产生断裂或破损。
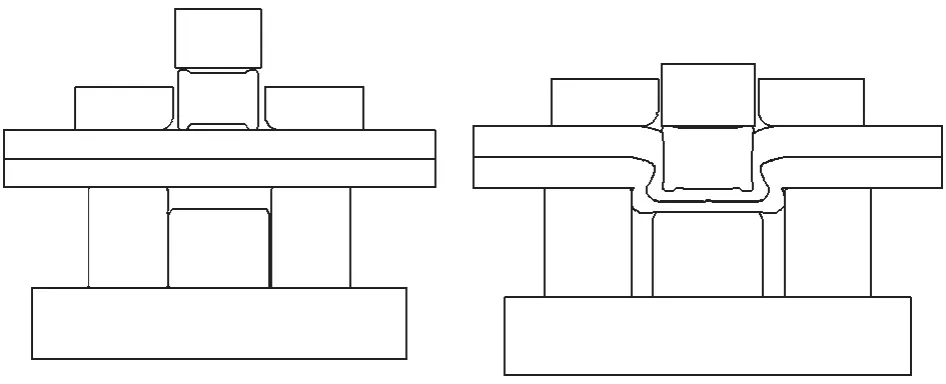
图6 带凹坑圆柱形铆钉连接工艺
铆钉形状的研究是有铆钉连接的关键技术之一。铆钉的形状多种多样,需要根据连接板材的材质、厚度和处理方式等因素进行合理选择及优化。
2.2 塑性变形程度
有铆钉塑性连接主要靠铆钉和板材产生塑性变形,使铆钉和板材间产生机械锁而相互镶嵌在一起。塑性变形程度的大小对连接点的成形质量具有重要影响。当塑性变形程度太小时,很可能不足以产生机械锁,板材无法实现有效连接。当塑性变形程度太大时,铆钉或板材容易发生断裂或褶皱,使连接点失效。
为了成形高质量的连接点,可以通过控制冲头的冲压力和位移,将铆钉和板材的塑性变形程度控制在合理的范围内。
2.3 板材表面状况
板材的表面状况是影响连接点成形的重要因素之一。被连接板材的表面应光洁无污染,减小板件间及板件与模具间的摩擦力有助于连接点的成形,并可降低所需要的冲头冲压力。
采用加润滑油或在板材表面制作表面织构会对板材的表面状况起到一定的改善作用,但如何准确控制板材表面的处理状况还需要进一步研究。
2.4 塑性变形速率
塑性变形速率对连接点的成形有重要影响,塑性变形合理速率主要体现在冲头速率的控制上。针对不同尺寸的有铆钉塑性连接方式,研究其对应的合理的塑性变形速率具有重要意义。
2.5 加热处理
钛合金和镁合金等塑性变形性能差,用常规的成形方式难以连接。为了提高钛合金和镁合金等的塑性变形性能,可以对这类材料在加热情况下进行连接成形。随着温度的升高,这类材料的塑性流动性能会明显提升。但是,对于不同的材料和连接工艺,需要确定不同的合理成形温度。
3 结论
(1)近些年,很多轻质材料如铝合金、镁合金等在现代汽车板材上得到了广泛应用。有铆钉塑性连接在连接这类轻质材料时具有巨大优势,已成功应用于轻质车身的板材连接。
(2)有铆钉塑性连接的连接机制是通过使铆钉和板材产生塑性变形而使板材相互镶嵌连接在一起。有铆钉塑性连接具有生产效率高、连接质量高和连接材料范围广等优点。
(3)有铆钉塑性连接的核心技术包括铆钉形状、塑性变形程度、板材表面状况、塑性变形速率和加热处理等。为了提高连接点的质量,应该对这些核心技术进行广泛研究。
[1] 景 艳,赵培全,等.汽车新材料的应用-轻量化[J].现代制造技术与装备,2007,(1):75-78.
[2] 许珞萍,邵光杰,等.汽车轻量化用金属材料及其发展动态[J].上海金属,2002,24(3):1-7.
[3] 刘秀全,张连洪,等.自冲铆接工艺过程的有限元数值模拟[J].汽车技术,2006,(12):42-45.
[4] 刘瑞军,李双义,等.自冲铆接技术在汽车车身轻量化中的应用[J].汽车技术,2004,(11):33-36.
[5]李永利.板料自冲铆接试验研究及数值模拟[D].呼和浩特:内蒙古工业大学,2009.
[6] 王云庆.汽车车身轻量化用锁铆连接工艺及设备[J].汽车工艺与材料,2012,(1):22-26.
[7] 岁 波,都 东,等.轻型车身自冲铆连接技术的发展[J].汽车工程,2006,28(1):85-89.
[8] 王云庆.锁铆铆接汽车轻量化的连接工艺[J].汽车与配件,2012,(2):22-23.
[9] 刘瑞军.半空心自冲铆接机的研究与设计[D].天津:天津大学,2005.
[10] 万淑敏.半空心铆钉自冲铆接技术的研究[D].天津:天津大学,2007.
Discussion about the mechanism and key technology of self-pierce riveting for connecting automobile sheets
CHEN Chao,ZHAO Shengdun,HAN Xiaolan,CUI Minchao,FAN Shuqin
(School of Mechanical Engineering,Xi'an Jiaotong University,Xi'an 710049,Shanxi China)
The mechanism and key technology of self-pierce riveting for connecting modern automobile sheets have been introduced in the text.The self-pierce riveting connecting mode and spot welding mode have been compared.The key techniques of self-pierce riveting in modern automobile sheet have been discussed,which includes rivet shape,the magnitude of plastic deformation,the surface of the sheets,plastic deformation rate and heat treatment.
Self-pierce riveting;Plastic deformation;Key technique;Automobile sheet
文献标识码:
10.16316/j.issn.1672-0121.2016.02.020
1672-0121(2016)02-0074-03
2015-11-22;
2016-01-15
国家自然科学基金重点项目(51335009),国家自然科学基金项目(51305333),陕西省科学技术研究发展计划工业攻关计划项目(2014K07-23)
陈 超(1990-),男,博士在读,主攻机电液一体化和塑性成形工艺研究。E-mail:849918977@qq.com
赵升吨(1962-),男,教授,博导,从事塑性成形工艺及设备、人工智能及其控制等研究
猜你喜欢
小资CHIC!ELEGANCE(2022年3期)2022-01-11
装备制造技术(2020年2期)2020-12-14
消费导刊(2020年33期)2020-08-27
河南城建学院学报(2020年3期)2020-08-14
中国材料进展(2019年10期)2019-12-07
制造技术与机床(2017年8期)2017-11-27
新课程·小学(2017年8期)2017-09-20
IT经理世界(2017年4期)2017-03-25
汽车文摘(2016年6期)2016-12-07
中国铁道科学(2015年6期)2015-06-21
