端子压接技术及实际应用分析
2016-05-30 18:29:52邓吉勇洪伟
中国高新技术企业 2016年18期
邓吉勇 洪伟


摘要:文章介绍了压接的定义、压接原理、压接设备、压接模具的选择以及端子压接的注意事项及验收要求,通过不同压接模具压接试验,选出最优的压接模具,并针对压接应用过程中出现的缺陷进行了分析,提出了解决方案。
关键词:端子压接技术;压接模具;压接高度;压接工具;机械连接;电连接 文献标识码:A
中图分类号:TP368 文章编号:1009-2374(2016)18-0036-03 DOI:10.13535/j.cnki.11-4406/n.2016.18.019
1 概述
所谓压接,就是通过外部工具或者设备施加的压力使端子沿导线四周产生机械压缩或者变形,从而使导线和端子之间形成机械连接和电连接的方法,再充分借助金属之间的一些移动位置,为导线和端子之间实现机械与电气的连接提供了保障。目前,我公司压接技术主要用于电力电子产品内部线束端子的连接或者一些电子器件与外部的连接,相比于传统的焊接工艺,压接工艺提高了产品的可靠性及生产效率,同时由于压接无需焊料便可实现连接的特点,一方面员工工作环境得到了改善;另一方面解决了焊锡长时间容易氧化的问题,所以压接具有节约成本、环保等优点,随着社会经济的快速发展,目前已广泛应用于电力电子、军事、医疗、汽车等行业。
2 压接工作原理
利用专门的压接工具或设备,给导线和压接端子施加一定的压力时,导线线芯与压接端子两种金属紧密接触,产生过热并发生变形,在变形过程中金属温度升高,从而导线线芯与端子金属很好地结合在一起,相互之间由于温度的升高,发生扩散现象,形成合金层,达到可靠的连接,两者接触电阻几乎为零。压接的好坏取决于压接设备的上下模形状结构、压接高度、导线本身线径及端子结构,其中压接高度压接过程中可以进行调节,压模结构需要在压接以前根据导线线径及端子结构匹配好。
3 端子压接常用设备
俗话说:“工欲善其事,必先利其器。”想要达到一个理想的压接,必须要选择一种合适的工具。下文简单介绍目前我公司使用的压接工具:
3.1 手动压接工具
一般这类型的工具比较适用于小批量或者新品试制阶段未制作合适模具的端子的压接,此类型工具一般分为两种:一种是手工工具,通过某种形式的机械装置来控制压接操作,一旦压接操作开始后,压接工具便不能被打开直到整个压接循环完成,具有自锁功能。此种压接工具由于是全手工,比较费劲,而且压接位置不易统一;另一种就是手工压接模具,通过手工来控制上模移动来完成压接,此种模具操作简单,但是压接力量无法控制,不能很好地保持压接的一致性,如图1所示:
3.2 气动压接模具
主要适用于形状简单的闭环型裸线端子的压接,如常见的OT系列端子,它一般包括3种齿牙结构,适合0.5~2.5mm2导线的压接。但是此设备的缺点就是:第一,上模行程不固定,脚踏开关松开,上模就松开;第二,由于一般公司用气设备比较多,导致气压可能不稳定,从而导致上模压不到指定的位置,端子压接的可靠性不能得到保证。设备如图2所示:
3.3 电动压接模具
如常见的超静音端子机,如图3所示,该设备主要用于端子的压接,一般适用于链式开环型端子的压接,可以实现连续压接,该压接模具具有传送机构、定位机构,且上模行程可调,具有计数功能,工作效率高,一致性好;另外也可以通过修改压接模具,实现单个端子的压接,但是这样端子压接位置的一致性就需要人工去控制,可以针对不同大小的端子做一个定位模块,就能很好地控制压接一致性。有条件的还可以将超静音端子机上加装压力监测仪器,从而可以实时地检测上模的压力大小,保证端子压接的可靠性。
4 端子的压接工艺要求及检验规范
端子的压接是整个电缆线束生产的灵魂,那么什么样的压接才是我们理想的一个压接工艺要求呢?除了满足相应的拉力要求以外,导体压接区还需满足如下要求:(1)导体绝缘皮与导体压接区入端的间距低于全部线径的50%;(2)导线压接区和插接区之间的芯线通常露出长度为0.5~1.5mm;(3)导线压接区两侧应有钟形压口,俗称“喇叭口”,如果只有一侧,应在绝缘层一侧;(4)导线压接区、绝缘层压接区不可有变形和损坏,如果端子有轻微的变形,为了达到最终的验收标准可能需要进行配接试验;(5)插接区不可有变形,卡口片不可变形;(6)伸过钟形压口的多根导线长度齐平。
5 端子压接质量影响因素
端子压接质量影响因素比较多,任何一个环节没控制好都会影响压接质量,其中最主要的因素就是工具的选择,必须要针对不同结构的端子,选择合适的压接工具或者压接模具。下面通过一个案例来看看压接模具的不同对端子压接的影响。
为了验证压接模具是否影响端子压接的质量,现采用两种不同的压接模具压接相同的电缆(AVRZ32/0.2),保持压接高度一致,并配相同型号的端子(OT1-3),各做10个样品,测试其抗拉强度,如图4为采用坑压式模具压接的实物图片,图5为采用双R模具压接的实物图片,表2为两种不同压接模具压接完成后测试的拉力值。
通过以上试验证明,两者都能满足拉力要求,且坑压式模具压接的线束所承受的拉力整体比双R模具压接的稍高,根据《IPC-A-620B线缆及线束组件的要求与验收》,端子压接完成后两端需要有明显的钟形压口,而双R模具压接的端子两端都没有释放导线应力的钟形压口,所以我们在压接的时候一般选用坑压式的模具进行压接。
端子压接质量除了跟压接模具有关外,还与电缆本身有很大关系,同种类型的电缆本身的粗细也不一定一样,国内与国外的、不同厂家的,甚至同一厂家不同批次的产品,也会存在差异。线径相同的情况下,绝缘外皮的厚度也可能会存在不同,从而会引起压接质量、效果就不同。另外,端子的材质、材料厚度也是一个重要因素。可以想到,没有刚性的端子,不可能有抗拉脱力,经不得较大的压力。因此,除壓接模具保证压接形状好坏外,影响端子压接质量的工艺参数有模具压接高度、电缆的线径和端子结构。不同的线径要调整压接模具的压接高度,而不同的端子,模具就各不相同,在具体使用当中,我们应遵如以下原则:(1)电缆的线径要符合端子的使用范围;(2)导线剥头部分的长度要合适,保证端子压接后导线末端突出导体压接区的末端;(3)压接模具要合适,压接点位于导体压接区域的中心,并在导体压接区域的两端有明显的钟形压口;(4)每种端子压接前,必须要经过拉力测试仪测试合格后方可批量压接。
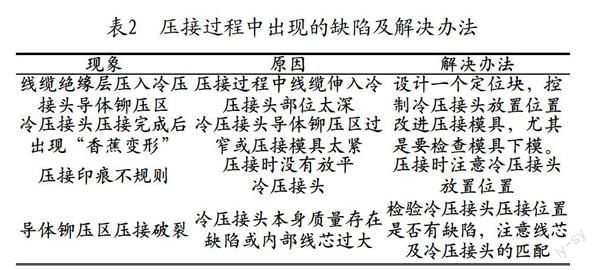
6 端子压接常见缺陷及解决办法
压接相比于焊接虽然效率提高不少,但是压接却是一个不可逆过程,生产过程中如果出现端子压错或者不牢固的现象基本都是报废处理,没有很好的办法来进行维修,如表2所示是日常工作中压接过程中出现的一些问题及解决办法。
7 端子压接经验
(1)单芯线切记不能进行压接,所有需要压接对的导线不得进行上锡处理,若有具体要求,可以在压接完成后再进行上锡加固;(2)每次批量压接前,针对不同结构的端子要选择好合适的工具,并对首件进行检查,合格以后方可批量生产;(3)定期检查压接模具的高度,以防压接过程中上模松动;(4)如果选择气动压接设备,注意保持气压的稳定,另外还需要确保上模一个行程完毕才能松开脚踏开关。
本文主要介绍了压接技术的定义、实现原理和设备以及端子压接的工艺技术要求及检验规范,并针对实际应用过程中出现的一些问题进行了分析。其中压接模具的选择对端子压接质量有很大的影响,直接影响后期的装配及应用的电气性能,当然要提高产品的压接质量还应该具有良好的检验体系,只有掌握各个环节的合理控制和调整,才能确保端子的可靠连接和良好的电气性能,只有确保压接良好才能生产出好的线束产品,才能为公司做出更好的整装产品做好铺垫。
参考文献
[1] 压接连接技术要求(GJB5020-2001)[S].
[2] 线缆及线束组件的要求与验收(IPC-A-620B)[S].
(责任编辑:蒋建华)
猜你喜欢
汽车电器(2022年5期)2022-05-23 12:06:18
电线电缆(2018年4期)2018-08-31 05:57:28
新乡学院学报(2016年6期)2016-12-01 05:21:38
中国科技纵横(2016年4期)2016-11-19 20:22:17
科教导刊·电子版(2016年2期)2016-03-12 22:30:52
汽车实用技术(2015年8期)2015-12-26 09:01:00
汽车实用技术(2015年8期)2015-12-26 09:01:00
上海计量测试(2014年5期)2014-03-14 09:06:04
汽车电器(2014年8期)2014-02-28 12:14:26
科技致富向导(2013年13期)2013-08-26 06:09:06