碳纤热塑复合材料激光连接技术研究进展*
2016-05-30 07:52
航空制造技术 2016年19期
(中国科学院宁波材料技术与工程研究所,宁波 315201)
碳纤热塑复合材料(Carbon Fiber Reinforced Thermal Polymers,CFRTP)具有比强度高、耐腐蚀、抗疲劳、耐热性好等特点[1],在无人机制造、航空航天、国防、军工、汽车轻量化上有着良好的应用前景。
纤维增强热塑性复合材料的用量已成为飞机先进性的一个重要标志,也是我国航空工业发展的迫切需求[2]。目前国内外新研制的飞机不但在水平安定面、副翼、垂尾等结构采用了复合材料,而且机身、机翼翼盒等主结构也采用复合材料,使得结构一体化程度提高,系统安装较为简单,减少了零部件数,缩短了总装时间[3]。在全球最大飞机A380的机身上,22%质量的部件采用了碳纤维复合材料(见图1),燃油的经济性直接比其竞争机型降低了13%左右[4-5]。
无人机上复合材料的使用比例基本是所有航空器中最高的,复合材料直接应用于无人机结构上对减轻空机身质量、增加有效载荷、提高安全性和隐身性具有重要的作用[6]。国外无人机(包括中、高空无人侦察机、无人作战飞机等),无一例外地大量使用了复合材料结构,有些甚至是全复合材料结构(见图2);在汽车轻量化制造领域,这也是能源汽车轻量化的必由之路,用CFRTP取代钢体车身,汽车将减重60%,燃油利用率将超过30%[7]。
由于受到成型模具的限制,复杂CFRTP构件一般通过多个零部件连接而成,而接连接头部位又往往是整个结构件最薄弱的部分,接头的质量将直接决定CFRTP构件的疲劳强度和使用寿命。实现CFRTP材料高质量的连接是其工程化应用的关键技术之一。
当前CFRTP最常用的连接方法有机械连接、胶结、焊接等。其中,焊接利用了CFRTP基体材料热塑性树脂二次熔融的特点,通过加热熔融连接界面,使树脂分子扩散完成连接。该方法连接界面与基体材料有良好的相容性,连接强度和环境适应性优于胶结方法,连接件的应力分布比机械连接更均匀,不会产生应力集中,而且焊接工艺时间短,便于实现自动化[8]。当前,CFRTP最常用的焊接方式有电阻植入焊、电磁感应焊、超声焊接等,国内外的学者在这3种焊接技术上进行了大量的研究[9-16]。电阻植入焊工艺简单、设备灵活、不需要表面处理,但焊接头引入额外的物质降低了疲劳性能和电气性能的均匀性,边缘热效应问题限制了一次可焊面积;电磁感应焊可以进行连续的焊接,不足的是植入材料成本高,填充材料影响焊接强度,而且难以焊接具有复杂焊接面的结构;超声焊效率高、接头强度高,但是存在导能筋制作困难和一次可焊面积小的局限。
近年来,激光加工技术得到了长足的发展,已经在半导体电子、汽车制造、冶金、材料加工等工业领域得到了广泛应用,被誉为“未来制造业的共同加工手段”。作为一种非接触式的焊接方式,激光焊接具有焊接速度快、焊接强度高、振动应力小、适合焊接复杂结构件等优势,在CFRTP的焊接上具有良好的应用前景。近年来,国内外学者对CFRTP激光焊接技术开展了一些探索性研究,主要包括激光穿透焊接技术、激光直接连接技术及其他创新型方法。

图2 复合材料制造的无人机Fig.2 CFRP unmanned aerial vehicles
激光穿透焊接技术
激光穿透焊接的原理如图3[17]所示,红外激光(波长一般为800~1020nm)穿过一个透明树脂,被另一个待焊接树脂吸收,吸收的激光能量转化为热能使结合面树脂材料熔融,进而扩散结合形成焊接接头。这种方法适合进行CFRTP与透明材料之间的焊接/连接,如玻璃纤维复合材料、透明热塑性塑料、玻璃等。
针对这种焊接方法,国内外学者在焊接理论和工艺优化方面进行了一系列研究。Mayboudi等[17]在对树脂激光穿透焊接机理进行分析的基础上,建立了焊接传热数学模型,并利用有限元方法实现了焊接温度场的预测。Akueasseko等[18-20]利用数值模拟方法对焊接过程进行了理论模拟,并对树脂材料的光学、热力学性能进行了检测分析。江苏大学Liu等[21-24]利用有限元方法研究了焊接工艺参数对熔宽、熔深的影响规律,并对PA66树脂的激光穿透焊接进行了工艺试验,发现上下层材料的熔融结合作用程度和焊接缺陷(烧蚀和气泡)是影响接头力学性能和失效形式的主要因素,同时研究了焊接参数对焊接强度的影响规律,并利用激光穿透焊接方法实现了PET树脂与304L不锈钢的连接。Jaeschke等[25]利用激光穿透焊接技术实现了玻璃纤维增强热塑复合材料与CFRTP之间的焊接,并研究了激光工艺参数对焊缝形成的影响规律。Acherjee等[26]利用表面响应法研究了工艺参数对焊接强度、焊缝宽度的影响规律。雷剑波[27]和Wang[28]等分别对激光穿透焊接工艺规律以及焊接区形貌和拉伸性能进了研究。Aden等[29]对炭黑和氧化铟锡涂层对激光吸收特性及其对焊接质量的影响规律进行了试验研究,发现涂敷氧化铟锡涂层的焊接强度大于涂敷炭黑涂层的情况。同时也有学者在不使用吸收涂层的情况下,通过把激光聚焦在接合面,利用焦点位置的高能量来融化界面树脂,完成透明树脂之间的焊接[30]。

图3 CFRTP(树脂)的激光穿透焊接原理Fig.3 Principle of CFRTP(plastics)laser transmission welding
中科院宁波材料所对热塑性树脂的激光穿透焊接机理进行了研究,提出体热源与面热源相结合的激光热源模型建立方法,使理论计算结果与实际更加接近,并成功实现了对焊缝宽度、深度的理论预测。通过理论分析和试验研究找到了焊接参数对焊缝质量的影响规律(见图4)[31-32]。
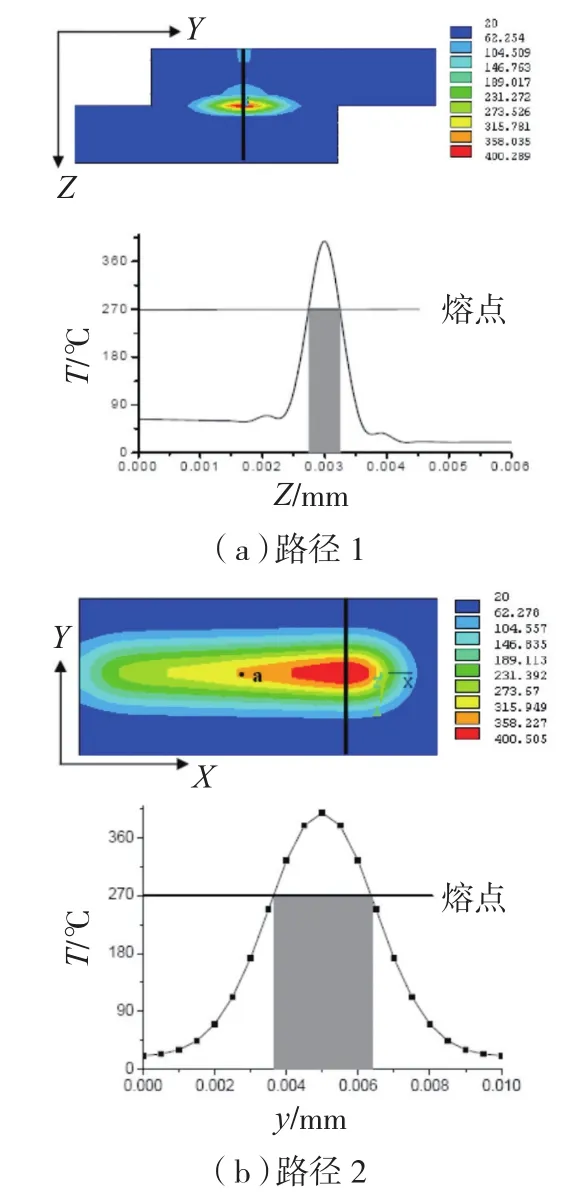
图4 热塑性树脂材料的激光穿透焊接数值模拟Fig.4 Numerical simlation of laser transmission welding of thermal plastics
该技术在热塑性塑料的焊接上已经比较成熟,并在多种热塑性塑料器件的焊接上得到应用。近年来,欧洲的 Leister、Rofin、Bielomatik、Branson等公司及美国的相关公司相继推出了基于激光穿透焊接技术的塑料焊接专用激光设备。瑞士的Leister公司开发了一种Golob焊接技术[33-34],并集成一套无需夹具夹持的焊接系统,为塑料焊接技术从二维平面向三位空间发展奠定了基础(见图5)。许多塑料生产商也积极研究开发有助于改善激光透射率和吸收率的新材料,推出了多种能透过激光的黑色原料配方,并发明了对可见光透明但对近红外光吸收良好的Clearweld吸收剂[35],可以进行透明塑料之间的焊接。目前,激光穿透焊接技术已经广泛地应用在欧洲地区的汽车塑料制造业中,如汽车车灯、进气歧管、电子锁、安全气囊传感器及车内塑料制品的焊接,都应用到塑料激光焊接技术。

图5 激光穿透焊接技术的应用Fig.5 Application of laser transmission welding technology
激光穿透焊接方法能够实现透明树脂之间,透明树脂与CFRTP或不透明树脂之间,以及透明树脂与金属材料之间的焊接(连接)。前期的研究已经在理论和工艺上证实了该方法的可行性,而如何有效减少/避免焊接缺陷,提高接头的疲劳寿命则是未来研究需要关注的重点。
激光直接连接技术
激光直接连接技术是近年发展起来的一种实现金属与CFRTP连接的新方法,也叫激光热传导连接技术。激光照射在金属材料表面,产生的热量传递到金属与CFRTP接合面,熔化树脂材料。熔融树脂在外部压力的作用下与金属界面充分接触,在范德华力的作用下连接在一起。
在国外,从事CFRTP激光直接连接技术研究的单位有德国的弗郎霍夫激光研究所、伊尔梅瑙工业大学、不莱梅应用技术研究所以及日本的大阪大学等。弗郎霍夫激光研究所的Roesner等[36-37]采用该技术实现了玻璃纤维增强热塑性复合材料PA66GF30与金属材料之间的连接,为提高连接强度,他们预先在金属表面用脉冲激光加工出一系列宽度为 40μm,深度为 50μm 的微槽,连接样品的剪切强度达到24MPa。伊尔梅瑙工业大学的Bergmann和Stambke[38]利用光纤耦合二极管激光器实现了玻璃纤维增强热塑性复合材料PA6.6GF45和冷轧钢板的连接,分析了激光功率和激光照射先后顺序对接头强度的影响规律,功率为265W时接头剪切强度达到33.33MPa。日本大阪大学的Jung等[39-41]利用激光直接连接技术实现了CFRTP与不锈钢、镀锌钢板、铝合金的连接,接头可承受的剪切拉力达到3000N。另外,他们在对焊接接头断裂面组织进行分析时,发现在接头处CFRTP内部有大量气泡存在(见图6),影响到焊接接头的强度。同时,他们采用线光斑进行了CFRTP与镀锌钢板之间的焊接,焊接质量和效率得到进一步提升。
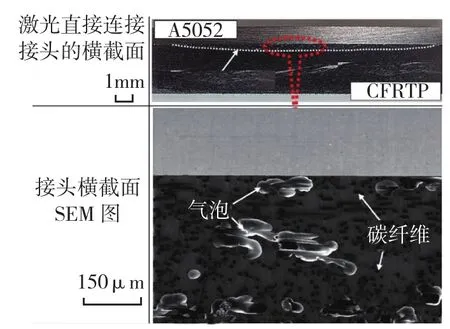
图6 CFRTP与铝合金激光焊接接头的气泡分布Fig.6 Air bubble distribution in the CFRTP and aluminium alloy joint
在国内,江苏大学的Huang[42]、Cai[43]等研究了激光功率、焊接速度对CFRTP与钛合金连接质量的影响规律,发现在接头处有Ti-C和Ti-O化学键的存在,且熔融的树脂基体材料渗入到预先处理好的钛合金毛化结构内,形成高强度的连接。清华大学的谭向虎等[44-45]研究了镀Cr层对低碳钢-CFRTP搭接接头剪切强度及界面结合特征的影响规律,发现低碳钢表面镀Cr 层可以提高接头的剪切强度。他们同时发现在CFRTP与不锈钢激光焊接接头上,存在两种不同类型的气孔缺陷:一种是在加热过程中形成的,接近CFRTP表面,有规则的形状和光滑的内壁;另一种是在接头冷却过程中产生的,分布在CFRTP内部,形状不规则,内壁粗糙,而且四周分布着一些微细裂纹(见图7)。

图7 CFRTP与不锈钢焊接缺陷(气孔、微裂纹)的分布Fig.7 Welding defect (porosity,crack)disribution around the CFRTP and stainless steel joint
中科院宁波材料所利用激光直接连接技术实现了CFRTP与不锈钢、铝合金之间的连接,通过对不同参数下的连接强度进行对比,对接头断裂面的微观形貌进行测试分析,发现在不锈钢的表面粘结了大量CFRTP树脂基体材料,说明连接强度超过了树脂基体的强度,同时发现在连接接头有气孔及微细裂纹的存在,连接质量还有待进一步提高。同时对CFRTP与不锈钢的激光直接连接技术从理论建模、仿真分析、工艺试验等方面进行了研究[46-47],同时发现在CFTRP-不锈钢结合面存在大量的气孔缺陷,并对气孔的形成原因进行了初步研究(见图8)。

图8 CFRTP/不锈钢激光直接连接技术Fig.8 CFRTP/stainless steel laser direct joining
其他CFRTP激光焊接技术探索
德国弗朗霍夫激光研究所发明一种新方法[48],可实现CFRTP之间的激光焊接。该方法类似于金属的激光钎焊技术,采用送丝的方式在焊缝上铺设一层热塑性树脂材料,该树脂材料对光透明。激光透过铺设树脂被CFRTP吸收,产生热量熔化CFRTP基体及铺设树脂,冷却凝固后使二者焊接在一起(见图9)。
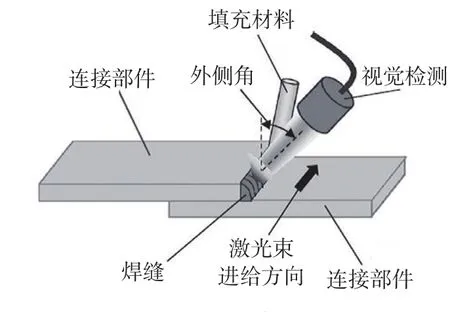
图9 CFRTP树脂填丝焊接技术Fig.9 CFRTP laser welding with filler materials
中科院宁波材料所针对CFRTP之间的焊接,也提出一种填充树脂激光熔融焊接法[49]。该方法的焊接原理如图10所示。在CFRTP之间填充一层掺杂的薄膜树脂材料,红外激光在此树脂材料内部传输形成一条热源带,对填充树脂和CFRTP基体树脂进行加热,并使其融化。熔融树脂在外部压力作用下流动、扩散、凝固,形成焊接。
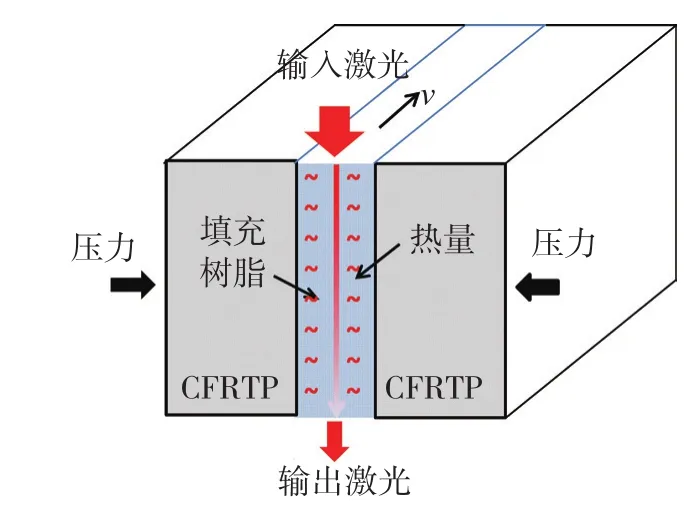
图10 填充树脂激光熔融焊接Fig.10 CFRTP laser welding with filler polymer melting
结束语
CFRTP以其优越的性能在航空航天、汽车制造等领域的应用会越来越广泛,而实现CFRTP部件之间的连接则是其大规模应用所必需解决的关键问题之一。激光焊接具有多方面的优势,在CFRTP的焊接上应用前景广阔。近年来,国内外的学者对CFRTP激光焊接技术在理论仿真和工艺优化方面进行了一系列研究,为CFRTP激光焊接技术的应用奠定了理论工艺基础,但还存在以下两个方面的问题。
(1)激光穿透焊接技术、激光直接连接技术这两种方法均有其局限性,激光穿透焊接技术要求焊接工件至少有一个是对激光透明的,激光直接连接技术只能实现金属与CFRTP(树脂)之间的连接。对于CFRTP或不透明树脂之间的激光焊接,上述两种方法在原理上均难以实现。虽然国内外学者提出了预置树脂焊接方法、填充树脂熔融焊接方法等来解决CFRTP之间的激光焊接问题,但相关研究目前还比较初步,有待对其焊接工艺、焊接机理进行进一步系统、深入的研究。
(2)CFRTP激光焊接(连接)面临一个共性难题:如何有效减少/避免焊接接头处气泡、裂纹等缺陷,提高焊接强度和疲劳寿命。而以往的文献对CFRTP(树脂)激光焊接接头气泡、裂纹等缺陷的产生机理及控制方法的研究还比较欠缺。需要对焊接过程中气泡的产生机理进一步研究,进而探索一种缺陷的预测与控制方法,实现高质量的焊接则是未来研究的重点。
[1]ARASH B, WANG Q, VARADAN V K. Mechanical properties of carbon nanotube/polymer composites[R/OL]. (2014-10-01)[2016-07-20]. http://www.nature.com/articles/srep06479.
[2]王兴刚,于洋,李树茂,等. 先进热塑性树脂基复合材料在航天航空上的应用[J].纤维复合材料, 2011(2):44-47.WANG Xinggang, YU Yang, LI Shumao, et al. The research on fiber reinforced thermoplastic composite[J]. Fiber Composites, 2011(2):44-47.
[3]谢一鸣. FRTP同种及FRTP与铝合金异种材料搅拌摩擦焊[D].南昌:南昌航空大学,2012.XIE Yiming. Friction stir welding of homogenous frtp and dissimilar, FRTP/aluminum alloy[D]. Nanchang: Nanchang Hangkong University, 2012.
[4]陈绍杰. 复合材料与A380客机[J].航空制造技术, 2002(9):27-29.CHEN Shaojie. Composites and airliner A380[J]. Aeronautical Manufacturing Technology,2002(9):27-29.
[5]陈绍杰.浅谈空客A380的复合材料应用[J]. 高科技纤维与应用, 2008,33(4):1-4.CHEN Shaojie. Application of composites materials in A380[J]. Hi-Tech Fiber &Application, 2008,33(4):1-4.
[6]刘建才, 曹渡, 李剑, 等,塑料复合材料在汽车轻量化中的创新应用[J]. 现代零部件, 2013(12):39-42.LIU Jiancai, CAO Du, LI Jian, et al.Application of plastic composite in vehicle lightweight[J]. Modern Components, 2013(12):39-42.
[7]程文礼, 邱启艳,赵彬. 无人机结构复合材料应用进展[J]. 航空制造技术,2012(18): 73-96.CHENG Wenli, QIU Qiyan, ZHAO Bin.Application progress of composites for UAV[J].Aeronautical Manufacturing Technology,2012(18):73-96.
[8]WOIZESCHKE P, WOTTSCHEL V. Recent developments for laser beam joining of CFRP-aluminum structures[J]. Procedia Materials Science, 2013, 2: 250-258.
[9]姜庆滨, 王晓林, 闫久春. 热塑性树脂基复合材料焊接研究[J]. 材料科学与工艺,2005, 13(3):247-250.JIANG Qingbin, WANG Xiaolin, YAN Jiuchun. Welding of the plastic composites[J].Materials Science& Technology, 2005,13(3):247-250.
[10]卓鹏. 热塑性复合材料超声焊接技术[J].航空制造技术, 2012(18):92-95.ZHUO Peng. Ultrasonic welding of thermoplastic composites[J]. Aeronautical Manufacturing Technology, 2012(18):92-95.
[11]AHMED T J, STAVROV D, BERSEE H E N, et al. Induction welding of thermoplastic composites—an overview[J]. Composites Part A: Applied Science and Manufacturing, 2006,37(10):1638-1651.
[12]STAVROV D, BERSEE H E N.Resistance welding of thermoplastic compositesan overview[J]. Composites Part A: Applied Science and Manufacturing, 2005, 36(1):39-54.
[13]MENG H, YANG M B, BEEHAG A, et al. Resistance welding of carbon fibre reinforced thermoplastic composite using alternative heating element[J]. Composite Structures, 1999, 47(1-4): 667-672.
[14]DUBE M, HUBERT P,YOUSEFPOUR A, et al. Resistance welding of thermoplastic composites skin/stringer joints[J].Composites Part A: Applied Science and Manufacturing, 2007, 38(12):2541-2552.
[15]PANNEERSELVAM K,ARAVINDAN S, NOORULHAQ A. Study on resistance welding of glass fiber reinforced thermoplastic composites[J]. Materials and Design, 2012, 41: 453-459.
[16]AGEORGES C, YE L. Resistance welding of thermosetting composite/thermoplastic composite joints[J]. Composites Part A: Applied Science and Manufacturing, 2001, 32(11):1603-1612.
[17]MAYBOUDI L S, BIRK A M, ZAK G, et al. Laser transmission welding of a lapjoint: thermal imagining observations and threedimensional finite element modeling[J]. Journal of Heat Transfer, 2007, 129:1177-1186.
[18]AKUEASSEKO A C, COSSON B,SCHMIDT F, et al. Analytical and numerical modeling of light scattering in composite transmission laser welding process[J]. Int. J.Mater. Form. 2015, 8(1):127-135.
[19]AKUEASSEKO A C, COSSON B,SCHMIDT F, et al. Laser transmission welding of composites-Part A: Thermo-physical and optical characterization of materials[J]. Infrared Physics& Technology, 2015, 72: 293-299.
[20]AKUEASSEKO A C, COSSON B,SCHMIDT F, et al. Laser transmission welding of composites-Part B: Experimental validation of numerical model[J]. Infrared Physics &Technology, 2015, 73: 304-311.
[21]LIU H X, LIU W, MENG D D, et al. Simulation and experimental study of laser transmission welding considering the influence of interfacial contact status[J]. Materials and Design,2016, 92: 246-260.
[22]伍彦伟, 刘会霞, 李品, 等. 激光透射焊接聚碳酸酯和聚苯醚实验研究[J].中国激光, 2015, 42(5):147-153.WU Yanwei, LIU Huixia, LI Pin, et al.Experimental study of laser transmission welding between polycarbonate and polyphenylene oxide[J]. Chinese Journal of Lasers, 2015,42(5):147-153.
[23]WANG X, CHEN H, LIU H.Investigation of the relationships of process parameters molten pool geometry and shear strength in laser transmission welding of polyethylene terephthalate and polypropylene[J].Materials and Design , 2014, 55: 343-352.
[24]陈浩, 王霄, 刘会霞, 等. 数值模拟驱动的激光透射焊接PET与304L不锈钢的优化研究[J].中国激光, 2014, 41(4):91-99.CHEN Hao, WANG Xiao, LIU Huixia, et al.Numerical simulation-driven optimization of laser transmission welding process between pet and 304L stainless steel[J]. Chinese Journal of Lasers,2014, 41(4) :91-99.
[25]JAESCHKE P, WIPPO V,SUTTMANN O, et al. Advanced laser welding of high-performance thermoplastic composites[J/OL]. Journal of Laser Applications,2015, 27(S2)[2016-07-16]. http://dx.doi.org/10.2351/1.4906379.
[26]ACHERJEE B, KUAR A, MITRA S, et al. Experimental investigation on laser transmission welding of PMMA to ABS via response surface modeling[J]. Optics & Laser Technology, 2012, 44(5): 1372-1383.
[27]雷剑波, 王镇, 王云山,等. 激光透射焊接聚甲基丙烯酸甲酯试验研究[J].中国激光, 2013, 40(1): 110-114.LEI Jianbo, WANG Zhen, WANG Yunshan,et al. Experiment study of laser transmission on welding of polymethylmethacrylate[J]. Chinese Journal of Lasers, 2013, 40(1): 110-114.
[28]WANG Y Y, WANG A H, WENG Z K, et al. Laser transmission welding of clearweldcoated polyethylene glycol terephthalate by incremental scanning technique[J]. Optics &Laser Technology, 2016, 80:153-161.
[29]ADEN M, MAMUSCHKIN V,OLOWINSKY A, et al. Influence of carbon black and indium tin oxide absorber particles on laser transmission welding[J]. Optics & Laser Technology, 2015, 69:87-91.
[30]DEVRIENT M, FRICK T, SCHMIDT M, et al. Laser transmission welding of optical transparent thermoplastics[J]. Physics Procedia,2011, 12: 157-165.
[31]焦俊科, 江桦锐, 白小波. PMMA激光穿透焊接的实验研究[J].激光与光电子学进展, 2013, 50(5): 150-156.JIAO Junke, JIANG Huarui, BAI Xiaobo,et al. Experimental study on laser transmission welding of PMMA[J]. Laser & Optoelectronics Progress, 2013, 50(5): 150-156.
[32]焦俊科, 江桦锐, 张文武. 热塑性树脂激光穿透焊接技术的研究[J]. 电加工与模具, 2013(6):55-58.JIAO Junke, JIANG Huarui, ZHANG Wenwu. Study on thremal plastics laser transimisson welding[J]. Electromachining &Mould, 2013(6):55-58.
[33]LEISTER. Laser plastic welding [EB/OL].[2016-07-20]. http://www.leister.com/en/globo-schweissen.html.
[34]CHEN J W, THIELEN C. Golobwelding[J]. Laser Technology Journal, 2004,2:35-38.
[35]CLEARWELD. Plastic laser welding[EB/OL]. [2016-07-20]. http://www.clearweld.com/how.html.
[36]ROESNER A, SCHEIKB S,OLOWINSKYA A, et al. Laser assisted joining of plastic metal hybrids[J]. Physics Procedia, 2011,12: 370-377.
[37]ROESNER A, OLOWINSKY A,GILLNER A. Long term stability of laser joined plastic metal parts[J]. Physics Procedia, 2013,41:169-171.
[38]BERGMANN J P, STAMBKE M.Potential of laser-manufactured polymer-metal hybrid joints[J]. Physics Procedia, 2012, 39: 84-91.
[39]JUNG K W, KAWAHITO Y,KATAYAMA S. Laser direct joining of carbon fibre reinforced plastic to stainless steel[J]. Sci.Technol. Weld. Join., 2011, 16: 676-680.
[40]JUNG K W, KAWAHITO Y,TAKAHASHI M, et al. Laser direct joining of carbon fiber reinforced plastic to zinc-coated steel[J]. Materials and Design, 2013, 47:179-188.
[41]JUNG K W, KAWAHITO Y,TAKAHASHI M, et al. Laser direct joining of carbon fiber reinforced plastic to aluminum alloy[J/OL]. Journal of Laser Application,2013, 25(3)[2016-07-16]. http://dx.doi.org/10.2351/1.4794297.
[42]HUANG C, WANG X, WU Y W, et al. Experimental study of laser direct joining of metal and carbon fiber reinforced nylon[J]. Key Engineering Materials, 2014, 620: 42-48.
[43]CAI Y, HUANG C, LIU H X, et al.Modeling and optimization of laser direct joining process parameters of titanium alloy and carbon fiber reinforced nylon based on response surface methodology[J]. Key Engineering Materials, 2014,620: 3-9.
[44]谭向虎, 单际国, 任家烈. 镀Cr层对低碳钢/CFRP激光连接接头剪切强度及界面结合特征的影响[J]. 金属学报, 2013, 49(6):751-756.TAN Xianghu, SHAN Jiguo, REN Jialie.Effects of Cr plating layer on shear strength and interface bonding characteristics of mild steel/CFRP joint by laser heating[J]. Acta Metallurgica Sinica, 2013,49(6):751-756.
[45]TAN X H, ZHANG J, SHAN J G, et al. Characteristics and formation mechanism of porosities in CFRP during laser joining of CFRP and steel[J]. Composites Part B: Engineering,2015, 70: 35-43.
[46]王飞亚, 焦俊科, 王强. CFRTP-不锈钢激光连接接头剪切强度及连接机理的研究[J].电加工与模具, 2015(6):26-31.WANG Feiya, JIAO Junke, WANG Qiang. Study on shear strength and mechanism of cfrtp-stainless joint by laser joining[J].Electromachining & Mould, 2015(6):26-31.
[47]WANG F Y, JIAO J K, WANG Q. An experimental study on laser welding stainless steel-CFRP[C]//Laser Institude of America. Proceedings of International Congress on Applications of Lasers & Electro–Optics,October 18-22, 2015, Atlanta, GA, USA.
[48]BERGER S, OEFELE F, SCHMIDT M. Laser transmission welding of carbon fiber reinforced thermoplastic using filler material—A fundamental study[J]. Journal of Laser Applications, 2015, 27(S2): S29009-1-7.
[49]焦俊科, 王强, 王飞亚,等. 热塑复合材料的焊接方法及其所用到的掺杂树脂:201610254547.3 [P]. 2016-06-22.JIAO Junke,WANG Qiang, WANG Feiya,et al.The welding method of thermoplastic composites and the doping resin used:201610254547.3[P].2016-06-22.
猜你喜欢
建材发展导向(2022年2期)2022-03-08
纺织科学研究(2021年6期)2021-12-02
阅读(快乐英语高年级)(2021年11期)2021-03-08
民用飞机设计与研究(2020年1期)2020-05-21
中国盐业(2018年18期)2019-01-14
纤维复合材料(2018年3期)2018-04-25
中国塑料(2016年6期)2016-06-27
中国塑料(2016年1期)2016-05-17
汽车零部件(2015年1期)2015-12-05
应用化工(2014年10期)2014-08-16