数控加工仿真技术发展现状与趋势
2016-05-30 06:33
航空制造技术 2016年5期
(中航工业西安航空发动机(集团)有限公司,西安 710021)
为确保数控加工过程的正确性,在数控加工之前对加工程序进行验证是一个十分重要的环节。目前,计算机仿真技术的发展使得在计算机环境中对数控加工过程进行验证的技术在实际生产中广泛应用。采用仿真方法可以在计算机上模拟出加工走刀和零件切削的全过程,直接观察在切削过程中可能遇到的问题并进行调整,而不实际占用和消耗机床、工件等资源。此外,还可以利用计算机仿真技术预先对数控加工结果进行估计,统计各种加工数据并对加工过程进行优化,实现智能化的加工。
数控加工仿真的主要目的包括:(1)检验数控加工程序是否有过切或欠切。通过数控加工仿真,可用几何图形、图像或动画的方式显示加工过程,从而检验零件的最终几何形状是否符合要求,目前主流的CAD/CAM软件中都具备数控加工轨迹模拟及过切、欠切的分析功能。(2)碰撞干涉检查。通过数控加工仿真,可以检查数控加工过程中刀具、刀柄等与工件、夹具等是否存在碰撞干涉,以及检查机床运动过程中主轴是否与机床零部件、夹具等存在碰撞干涉,从而确保能加工出符合设计的零件,并避免刀具、夹具和机床的不必要损坏。(3)切削过程中的力热仿真。近年来,随着仿真技术的发展及实际生产的需要,对加工过程中产生的力、热等物理量的分析受到越来越多的关注。通过仿真切削过程中力、热等物理量,可以对加工过程中的受力状态、热力耦合、残余应力等进行分析,从而为加工过程控制、切削参数优化等提供参考。(4)切削参数优化。数控加工过程仿真的重要目的之一是切削参数优化,即通过数控加工过程的仿真,发现现有轨迹中存在的问题以及参数设置有待提升的部分,从而对切削参数进行优化以提高加工效率。(5)刀具磨损预测。在难加工材料、高精度材料零件的加工过程中,刀具的磨损速率较快且刀具磨损导致零件加工精度和已加工表面的完整性受到影响。因此,预测加工过程中刀具磨损对确保加工精度与工件的表面完整性有重要作用。
其中,针对过切、欠切和碰撞干涉检查的仿真通常称为几何与运动仿真,主要是检查数控加工过程中的几何量及运动关系是否正确;力热仿真与刀具磨损的预测等通常称为物理仿真,主要是用于仿真数控加工过程中物理量,并可以对加工后的工件变形与质量进行分析。
数控加工中几何仿真
几何仿真系统是将数控机床、刀具、工件和夹具组成的工艺系统当作一个刚性系统,不考虑系统的各种物理因素而建立的仿真系统,对加工过程进行直观动态图形描述和精度检验。几何仿真方面主要分为两类:不带机床的轨迹验证和带完整机床的轨迹验证。
不带机床的轨迹验证主要用于检验CAM软件中轨迹的正确性,并对加工过程中可能出现的过切或欠切、碰撞干涉等进行判断。目前主流的CAD/CAM软件以及Vericut、NCSIMUL MACHINE等数控加工仿真软件都具备较为成熟的轨迹验证功能,这一仿真技术发展已较为成熟。图1所示为Siemens NX软件加工仿真结果,采用不同的色彩来标识加工余量,从而可以判断过切或欠切量。

图1 Siemens NX软件加工仿真结果Fig.1 Machining simulation result with Siemens NX software
带完整机床的轨迹验证除了可以对加工轨迹本身的正确性进行验证外,还可以对机床的运动过程、潜在的机床碰撞等进行分析。加工过程中,一旦发生碰撞事故,不仅维修难度大、费用高,延误生产计划,造成严重经济损失,更会对机床操作工人的人身安全带来威胁。因此,数控机床运动的防碰撞成为了数控加工的关键问题之一。目前主流的CAD/CAM软件以及Vericut、NCSIMUL MACHINE等数控加工仿真软件都具备带完整机床的仿真功能。通过对完整加工环境的建模与配置,可以实现对加工过程的仿真(图2)。
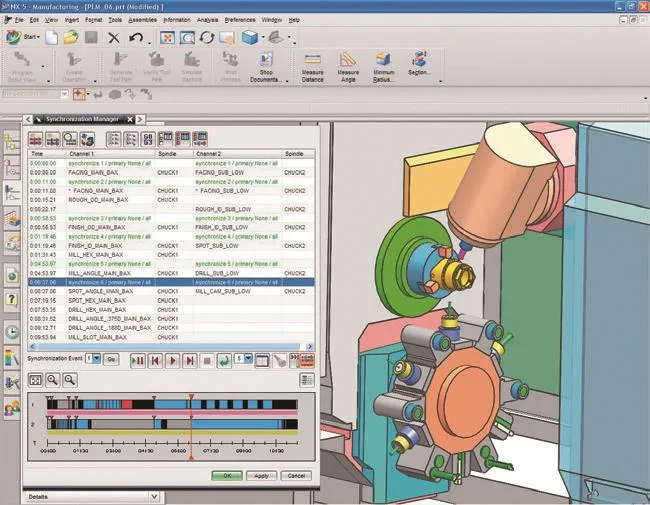
图2 Siemens NX软件加工过程仿真Fig.2 Machining process simulation with Siemens NX software
上述软件的仿真过程通常为离线仿真,针对数控机床加工现场的诸多不确定性因素,西安交通大学发展了一种对数控加工碰撞干涉检测的在线监测方法,开发了数控机床在线运动防碰撞系统。该系统建立了虚拟数控机床,通过从数控机床编码器中实时获取数控机床运动信息进行在线运动仿真,实现对碰撞干涉的检测[1]。这是数控加工过程几何仿真的一种新发展。
数控加工中物理仿真
几何仿真只是对加工过程中的几何因素和运动过程进行了仿真,而对加工过程中力、热、振动、变形等并未进行仿真计算。物理仿真能揭示加工过程的物理本质,对了解加工过程中的切削力、切屑、振动以及刀具与工件的交互作用等具有重要作用。由于产品的可制造性与切削过程中的物理条件密切相关,通过切削过程的物理仿真可以模拟切削过程的动态力学特性、优化切削参数,确保获得好的加工表面质量。物理仿真的主要内容与流程如图3所示。物理仿真技术中涉及到的关键技术包括:切屑预测、切削力热仿真、零件加工变形预测、刀具磨损预测等。物理仿真主要采用有限元技术,目前较为专业的切削加工过程物理仿真软件包括Third Wave AdvantEdge、Deform 3D等。
1 切屑预测
切屑预测包括瞬时未变形切屑厚度的预测和切屑形状的预测两类。瞬时未变形切屑厚度是指刀齿在切削工件时,刀齿所切削位置尚未发生变形的切屑厚度,如图4(a)所示。瞬时未变形切屑厚度主要通过刀齿与被切削面的相对位置关系进行计算,通常采用解析方法[2]。瞬时未变形切屑厚度的计算是物理仿真过程中切削力计算的重要组成部分之一,其计算精度在理论上对切削力预测的准确性有重要影响。切屑形状预测主要是预测切屑从刀具前刀面脱离后的形状,目前主要采用数值计算的方式进行模拟,如图4(b)所示。在最新发展的技术中,通过基于分层的工件形状跟踪,可以精确计算多轴加工中的未变形切屑形状,如图5所示[3]。
2 切削力热耦合作用模拟
数控加工过程中的金属切削过程具有高温、高速、大应变的成形特点,剧烈的摩擦和材料流动及变形使得局部的温度可以在很短的时间内上升几百摄氏度。因此,剧烈的温度变化与快速的材料流动对工件表面的成形质量以及刀具的磨损会产生重要影响。温度的变化会对材料的属性产生重要影响,从而反过来影响切削过程中的切削力。因此,切削过程中的力与热是相互耦合的。目前加工过程中的热力耦合作用主要通过有限元技术进行模拟,该方法主要建立在与温度耦合的塑性变形理论基础之上。切削过程中的切削热主要来源于工件的塑性变形以及切屑-刀具界面的摩擦。工件内部的温度场分布则主要由工件和刀具的初始温度、工件的塑性变形和切屑-刀具界面的摩擦等因素决定。目前切削过程中的力热耦合模拟已可以实现典型过程的2D与3D模拟,但是计算周期普遍长。最新的发展中,通过预先建立加工参数与力热耦合之间的映射关系及相关数据库,可以实现沿加工轨迹的力热耦合趋势的快速仿真。
3 零件加工变形预测
对薄壁工件加工后变形的仿真一直是薄壁零件加工中研究的热点与难点。薄壁零件加工后的变形主要由残余应力引起,而残余应力主要来源于工件毛坯制造过程中产生的残余应力和加工中产生的残余应力。因此,预测加工过程中产生的残余应力,进而预测薄壁工件的变形是加工仿真中的一个重要研究任务和研究热点。目前的研究主要还集中在加工中产生的残余应力的定量预测方面。由于残余应力重复测量的困难性,定量预测的准确性也依赖于测试结果的准确性。然而,考虑工件内部初始残余应力和加工过程所致残余应力共同作用下的工件变形则很少研究。针对这一问题,美国Third Wave Systems公司提出了面向薄壁件加工变形预测的实现流程,如图6所示[4]。该方案结合数据库,通过加载工件初始残余应力和加工引起的残余应力,利用FEM分析最终实现对薄壁件加工变形的预测。

图3 物理仿真的主要内容及流程Fig.3 Main contents and flow of physical simulation

图4 瞬时未变形切屑厚度与切屑形状Fig.4 Thickness and form of instantaneous un-deformed chip

图5 不同时刻的未变形切屑形状Fig.5 Un-deformed chip form at different time

图6 加工变形预测流程Fig.6 Machining distortion prediction flow
4 刀具磨损预测
切削加工过程中,刀具与切屑之间以及刀具和工件之间存在很高的应力和温度梯度。同时,新切出的工件表面通常没有氧化物或氮化物保护层,化学特性较为活跃。因此,刀具的磨损会直接影响刀具的寿命和工件表面的质量。切削加工中刀具的磨损机制有多种,主要的几种磨损形式包括磨粒磨损、粘附磨损和扩散磨损等。由于切削参数以及刀具-工件材料组合的不同,不同的磨损机制对刀具的磨损都有一定的影响。
目前针对刀具磨损的仿真中,通常采用较为熟知的Usui磨损模型等进行仿真,并且在FEM仿真中进行了很好的应用。然而,目前的刀具磨损仿真多是简单几何形状的非涂层刀具的仿真。实际加工中使用的刀具通常是复杂几何形状且带有涂层,因此现有的仿真方法与真实加工过程有较大差距。针对这些问题,德国亚琛工业大学通过试验校准改进Usui刀具磨损模型,对刀具的磨损进行仿真,实现流程如图7所示,刀片磨损仿真与试验对比结果如图8所示[5]。该方法可以有效地对不同阶段的刀具磨损进行预测。
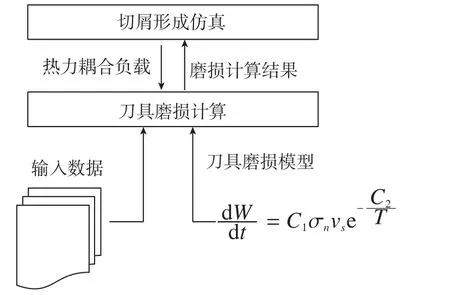
图7 刀具磨损仿真流程Fig.7 Tool wear simulation flow
数控加工仿真技术存在问题
从目前数控加工仿真技术的仿真趋势来看,为获得更高的仿真精度与仿真效率,仍需要从以下几个方面开展深入研究:
(1)几何模型的准确性。目前的仿真技术中,刀具的几何模型通常采用简化的三维模型进行仿真计算,这导致在仿真精度上受到很大的影响。同时,准确计算多轴加工过程中的切屑厚度也是提高几何与物理融合仿真精度的重要途径。
(2)基础切削数据库支持。几何与物理融合的仿真技术已成为数控加工仿真技术的重要仿真方向,为进行复杂加工过程中的仿真与预测,通常需要大量的基础切削数据支持。这些数据包括:刀具和工件材料的基础数据、基于真实试验的基础切削数据(力、热、应力数据等)。这些基础数据的完整性与准确性对切削加工过程的物理仿真,以及几何与物理融合仿真的准确性有着重要作用。
(3)更多真实物理因素的仿真与预测。在实际加工过程中,仍有很多对加工过程有重要影响的因素尚未被充分反映到目前的仿真系统中。例如,在真实安装过程中,刀具一般会存在或多或少的偏心,而偏心的尺度通常会接近甚至超过切削过程中未变形切屑的厚度。这将严重影响铣刀的每齿负载并造成崩刃或加速磨损,导致实际加工结果和预测结果差距较大。因此,考虑到更多对加工过程有重要影响的真实物理因素会对仿真精度的提高有重要作用。
(4)刀具磨损预测。在真实加工过程中,刀具的磨损一直真实存在。尤其是在难加工材料的切削过程中,刀具的快速磨损会对复杂零件的加工精度、表面完整性造成严重影响。因此,如何对加工过程中的刀具磨损进行有效的预测并进行控制,是加工过程仿真中的难点。
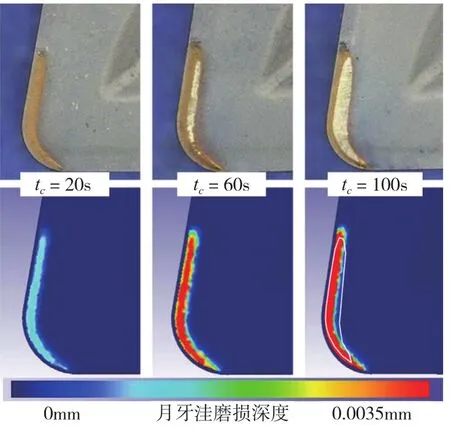
图8 刀具磨损仿真与试验结果对比Fig.8 Comparison between simulated and experimental results of tool wear
数控加工仿真技术新发展
1 几何仿真与物理仿真的融合发展
从几何仿真与物理仿真的发展及涉及到的关键技术可以看出,两种仿真方式由于计算量的差别一般相对独立发展。然而,随着加工技术的发展,对工件加工表面完整性、加工变形控制、尺寸精度控制等提出了同等要求。因此,如何将几何仿真与物理仿真相结合,并达到实时的仿真速度与精度成为数控加工仿真技术发展的重要方向。近年来,工业界与学术界针对几何与物理的集成仿真开展了大量研究工作,取得了重要进展。
在Vericut最新版本中推出了ForceTM模块。该模块针对给定的加工条件可以给出最大的可靠进给速度,其中计算的约束条件为:刀具承载的切削力、主轴功率、最大切屑厚度和允许的最大进给速度。计算过程中,通过分析刀具的几何形状和参数、工件和刀具的材料参数以及每个切削位置的切削条件,计算出理想的进给速度。软件中用到的材料数据是从真实的切削试验中获取的,而不依赖于有限元分析结果。为对多轴数控加工过程中的物理参数进行更为精确的快速计算,匈牙利学者Tukora等基于多维体素模型,采用通用图形处理器(GPGPU)实现了对多轴数控加工过程与切削力的同步仿真和预测[6]。除对切削力可以进行预测之外,美国Third Wave Systems公司的“Production Module”模块还可以同时对多轴加工过程中的切削温度等进行预测,并在此基础上对切削参数进行优化。因此,数控加工过程仿真技术的发展已经从单纯的几何与运动仿真发展到了几何与物理融合仿真。
2 数控加工仿真支撑智能加工技术发展
智能加工技术借助先进的检测、加工设备及仿真手段,实现对加工过程的建模、仿真、预测,对加工系统的监测与控制;同时集成现有加工知识,使得加工系统能根据实时工况自动优选加工参数、调整自身状态,获得最优的加工性能与最佳的加工质效[7]。为实现加工过程工况的在线判定,在线监控系统必须获知每个切屑位置处的理论数据,并将实际监测结果与理论结果进行对比分析。此外,为实现加工过程的快速在线调整,数控机床实际运行的程序必须是较为接近优化结果的参数。从数控加工技术几何仿真与物理仿真技术的发展及其关键技术可以看出,通过数控加工仿真技术可以获得产品加工过程中优化的几何尺寸信息、切削力信息等。数控加工仿真技术可以为智能加工提供理论预测值以及很好的优化初值,从而为智能加工技术的应用提供支撑。同时,智能加工技术在线监测与调控结果又可以为离线的数控加工仿真系统提供更为真实的边界条件、材料参数等,使得数控加工仿真结果更为接近真实数据。因此,数控加工仿真技术将逐渐发展为智能加工技术的重要组成部分,并相互促进与共同发展。
结束语
数控加工仿真技术在几何仿真与物理仿真方面都取得了长足的进展,在指导实际生产过程减少或避免加工缺陷、提高加工效率方面发挥了重要作用。复杂航空产品生产对加工过程智能化、产品质量一致性程度要求不断提高,对数控加工仿真技术的发展提出了更高的要求。几何仿真与物理仿真技术的融合发展为复杂、多轴数控加工过程的仿真提供了更多的数据与信息,使得仿真结果更接近于实际生产过程。因此,利用数控仿真技术可为实际加工过程的切削参数优化、工艺调整提供支撑,同时为加工过程的智能化调控提供进给优化的初值,从而推动智能加工技术在航空产品加工中的发展。
[1] 张磊. 数控机床在线运动防碰撞技术研究[D]. 西安: 西安交通大学, 2012.
ZHANG Lei. Research on the anticollision technology of CNC machine tool on line motion[D]. Xi’an: Xi’an Jiaotong University,2012.
[2] ALTINTAS Y. Manufacturing automation: metal cutting mechanics, machine tool vibration, and CNC design[M]. Cambridge:Cambridge University Press, 2012.
[3] CHANG Z, CHEN Z C. An accurate and efficient approach to 3D geometric modeling of undeformed chips for the geometric and the physical simulations of three-axis milling of complex parts[J]. Journal of Manufacturing Science & Engineering, 2015,138(5):1360-1375.
[4] MARUSICH T D, STEPHENSON D A, USUI S, et al. Modeling capabilities for part distortion management for machined components[R]. Third Wave Systems, 2009.
[5] BINDER M, KLOCKE F, LUNG D.Tool wear simulation of complex shaped coated cutting tools[J]. Wear, 2015,330-331:600-607.
[6] TUKORA B, SZALAY T. Multidexel based material removal simulation and cutting force prediction with the use of generalpurpose graphics processing units. Advances in Engineering Software, 2012,43(1):65-70.
[7] 张定华, 罗明, 吴宝海, 等. 智能加工技术的发展与应用[J]. 航空制造技术,2010(21):40-43.
ZHANG Dinghua, LUO Ming, WU Baohai, et al. Development and application of intelligent machining technology[J]. Aeronautical Manufacturing Technology, 2010(21):40-43.
猜你喜欢
制造技术与机床(2019年11期)2019-12-04
制造技术与机床(2019年9期)2019-09-10
劳动保护(2019年3期)2019-05-16
铁道通信信号(2019年2期)2019-03-26
制造技术与机床(2018年10期)2018-10-13
制造技术与机床(2017年7期)2018-01-19
发明与创新(2016年5期)2016-08-21
汽车实用技术(2015年8期)2015-12-26
制造技术与机床(2014年1期)2014-03-11
组合机床与自动化加工技术(2014年12期)2014-03-01