
顶盖仪表测量管异种金属焊缝超声自动检查装置研究
2016-05-25 10:00周文何海张军
科技视界 2016年12期
关键词:焊缝
周文 何海 张军

【摘 要】顶盖仪表测量管异种金属焊缝关系着核反应堆回路系统的安全运行,为有效避免安全事故的发生,必须对该类焊缝进行无损检测。根据无损检测规范要求,仪表测量管异种金属焊缝适合进行超声检查。然而,由于仪表测量管周围空间狭小,安装及检测受到相关零件的限制,而且目前没有专门针对对此部位焊缝检查的成熟技术及专用检查装置。为此,本文提出了一种核反应堆压力容器一回路系统的顶盖仪表测量管异种金属焊缝检查装置,其能够按照相关检查规范要求有效的对该处焊缝进行超声自动检查,确保险期检测数据准确、可靠。
【关键词】核反应堆;焊缝;超声自动检查装置
0 引言
核电站压力容器顶盖仪表测量管(如图1)用于压力容器内中子通量的测量,每个顶盖上分布有8根仪表测量管,仪表测量管属于一回路系统重要组成部分,其异种金属焊缝的焊接容易产生气泡、裂纹等缺陷,存在缺陷的焊缝在缺陷位置容易产生断裂[1-2],使一回路带放射性物质存在泄漏风险,因此必须定期对该类焊缝进行检查。异种金属焊缝超声检测在国内、外领域都是难题,不同国家的产品标准对检测方法也各不相同。由于超声检测具有检测成本低、速度快、灵敏度高、仪器轻、对现场环境要求低等优点,所以广泛应用在核电设备无损检测中[3-4]。
1 仪表测量管简介
带仪表测量管的压力容器顶盖结构不同于国内现有堆型,其反应堆压力容器没有设计底部贯穿件,所有的测量通道均布置在顶盖上,顶盖仪表测量管异种金属焊缝是该关键设备上的薄弱环节,相应规范也将其纳入强制必检项目,检查实施方式及检查质量都受到业主及监管机构高度重视。
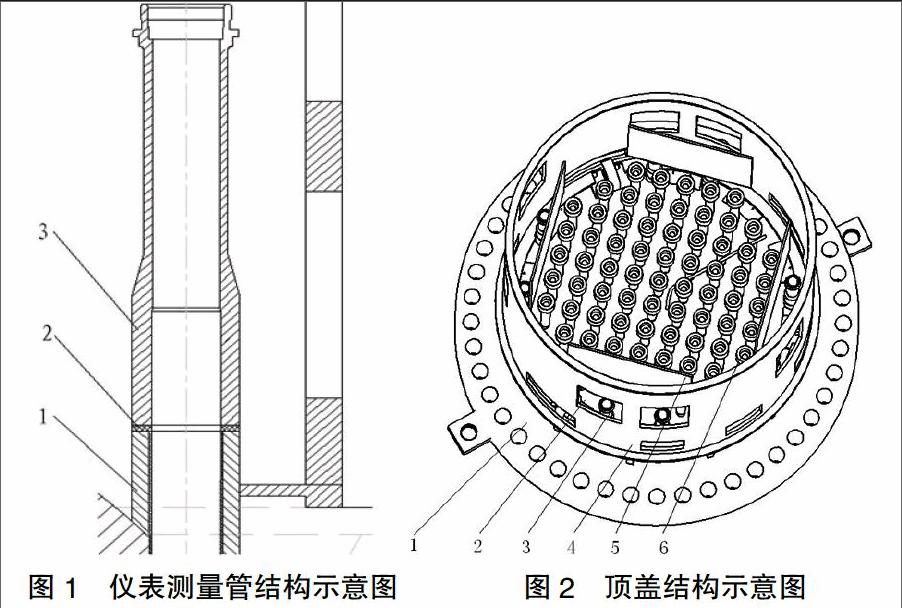
压力容器顶盖仪表测量管异种金属焊缝共8条,在顶盖周围均匀分布,其壁厚为33.4mm,外径?准187.5mm,仪表测量管外表面与下筒体内表面间最小尺寸为115.8mm。其模型如图1所示:1.仪表测量管接管;2.异种金属焊缝;3.仪表测量管。顶盖上除了有仪表测量管外,还有其它很多附属设备分布于周围,焊缝所处位置空间狭小,其模型如图2所示:1.顶盖2.门孔3.仪表测量管4.下筒体5.挡流板6.CRDM管;顶盖区域属于高剂量区,对在该区域进行检查设备安装、操作人员有较大影响。
目前比较成熟的异种金属焊缝超声自动检查技术主要是针对压力容器进水口、出水口接管焊缝,而仪表测量管异种金属焊缝直径小、壁厚薄,虽然二者材质相近,但结构尺寸以及周围环境存在巨大差异,使得压力容器进水口、出水口接管异种金属焊缝超声自动检验技术在此不能适用。因此,必须针对仪表测量管异种金属焊缝开发专用的检查设备及超声检验技术。
2 顶盖仪表测量管异种金属焊缝超声自动检查装置总体设计
2.1 检查装置机械结构设计
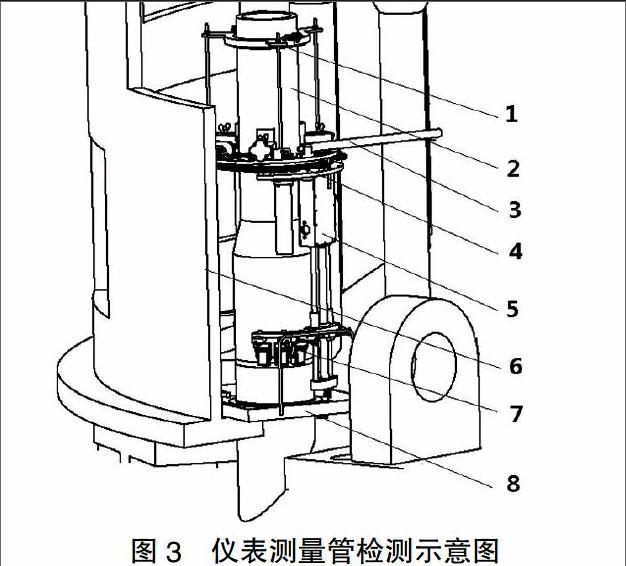
图3所示为顶盖仪表测量管异种金属焊缝超声自动检查检测示意图,它包括轴向定位组件,周向运动组件、轴向运动组件及耦合剂储存组件等四个部分,其中轴向定位组件安装于仪表测量管顶端后,保证轴向、周向运动组件在仪表测量管轴向每次安装位置一致,周向定位杆将周向运动组件周向限位,轴向运动组件固定在周向运动上,周向运动旋转,带动轴向运动整体旋转,从而带动探头整体旋转。
周向运动组件由导轨滚轮副限制其余五个自由度,在电机驱动下,只能绕导轨旋转,其定位采用两个固定夹定心,此两个固定夹呈120°角度分布,在与两固定夹分别成120°的位置,设计有一快速夹紧机构,使其安装过程中能实现快速安装,准确定位。轴向运动组件螺纹连接在周向运动组件运动载体上,在周向运动电机带动下,轴向运动组件整体绕仪表测量管旋转。两个运动轴的相互配合,可以实现仪表测量管异种金属焊缝的轴向与周向自动扫查。
2.2 检查装置系统说明
压力容器顶盖仪表测量管异种金属焊缝超声自动检查装置包括机械系统、控制系统和超声系统等三个方面内容研究,其检查设备研究框图如图4所示:
3 技术难点及解决方法
3.1 技术难点
1)仪表测量管周围空间狭小,安装及检测受到下筒体、顶盖、挡流板、CRDM管等部件的限制(如图2);
2)轴向与周向定位准确、可靠,同时,保证安装时间尽量少,设备轻便;
3)耦合剂收集困难。
3.2 解决方法
3.2.1 仪表测量管周围空间狭小,障碍物多的解决方法
针对周围空间狭小,障碍物多特点,仪表测量管异种金属焊缝超声自动检查装置设计时,合理选用和布置传动方式,控制轴向运动组件和周向运动组件各零部件尺寸,每个尺寸都经过准确计算,建立其三维模型,确保每个环节准确,最终保证其三维模型与实物一致,确保装置研发成功。
3.2.2 周向、轴向准备定位、快速安装解决方法
为了实现快速安装,保证人体在设备安装过程中被照射剂量尽量低,轴向定位组件、周向运动组件、耦合剂收集组件均设计由两半组成,一端由合页把两部分连接好,另一端靠快速夹钳将两部分快速夹紧,使其连接后成一个整圈。轴向定位组件中有三根定位杆与周向运动组件中三个定位块相连,能保证轴向尺寸每次安装一致,周向定位采用周向定位杆与最近的一根CRDM管相切,周向定位杆固定于周向运动组件上,该方法能保证装置每次安装于仪表测量管后,与仪表测量管周向角度一致。
3.2.3 耦合剂收集困难解决方法
在检查装置的下部摆放一个专用装置进行耦合剂收集,此装置底部一侧与下筒体上表面支撑面贴合,设计时保证此装置与仪表测量管联接件采用橡胶材质,快速夹钳夹紧的同时,保证橡胶与仪表测量管紧密贴合,从而实现扫查过程中顺着仪表测量管外壁往下流的耦合剂进行收集,为了保证耦合剂形成一个闭合回路,在此耦合剂收集装置下部开有两个引流孔,然后通过水管引至专用耦合剂储存装置。
4 结语
本文提出了一种能够实现同时进行仪表测量管周向和轴向焊缝检查功能的顶盖仪表测量管异种金属焊缝超声自动检查装置,详述了顶盖仪表测量管异种金属焊缝超声自动检查的结构特征,详述了周向往复扫查、轴向往复扫查、周向定位与轴向定位的实现方法。保证了监测数据的准确性与可靠性,减少了人体受放射性射线的照射,为顶盖仪表测量管异种金属焊缝的超声检查带来帮助。
【参考文献】
[1]冯小平,杨峰,李亚维,等.铸件的超声波检测分析[J].热加工工艺,2015,41(3):79-80.
[2]袁建中.异种金属焊缝表面和近表面超声爬波检测技术[J].中国核工业,2010(6):147-150.
[3]雒里柯.异种金属焊缝常规超声检测应注意的几个问题[J].无损探伤,2013,37(6):32-33.
[4]杨芷,杨茂.无损检测技术及工业应用综述[J].金属世界,2013(5):22-25.
[责任编辑:杨玉洁]
猜你喜欢
装备制造技术(2021年1期)2021-05-21
金属加工(热加工)(2020年12期)2020-02-06
制造技术与机床(2018年12期)2018-12-23
现代制造技术与装备(2018年5期)2018-06-22
石家庄铁路职业技术学院学报(2017年4期)2017-05-25
制造业自动化(2017年2期)2017-03-20
设备管理与维修(2015年12期)2015-04-09
机电信息(2015年3期)2015-02-27
水电站机电技术(2014年4期)2014-10-13
燕山大学学报(2014年2期)2014-03-11
