传统粉末成型压机加装自动取料装置的设计
2016-05-16 05:38段立文罗晓冬
四川冶金 2016年1期
关键词:压制
谭 宏,段立文,罗晓冬
(自贡硬质合金有限责任公司,四川自贡643011)
传统粉末成型压机加装自动取料装置的设计
谭 宏,段立文,罗晓冬
(自贡硬质合金有限责任公司,四川自贡643011)
摘 要:从传统粉末成型压机取料方式入手,结合当今“工业4.0”发展趋势,简要分析了传统的取料方式不利于现代化工厂生产的相关因素。将传统粉末成型压机应用较广的硬质合金行业作为实例,介绍了此行业传统粉末成型压机加装自动取料装置的总体设计、自动控制部分结构与特点、自动取料工作过程。
关键词:粉末成型压机;压制;取料
1 引言
在传统粉末成型压机工作过程中,压机压制产品脱模出来时是由人工将产品取出。压制工序是整个硬质合金生产工序中非常重要的环节,随着人工成本与用户对产品质量的不断提高,人工取产品方式已难以满足现代化生产的需求。
将自动控制技术应用在硬质合金传统粉末成型压机取料过程中,可实现批量产品高效率的自动化取料,提高硬质合金产品的总体质量,并有效防止人为因素对硬质合金压制生产过程的影响,可提高产品加工过程中的可靠性和安全性。
2 传统取料方式不利因素
2.1 人力资源因素
传统的取料方式均由人工将产品取出,取料过程单一、琐碎的重复性作业必须得要人来完成。随着人力资源成本的不断上涨,且产业工人老龄化趋势正在加剧,“招工难”等情况日趋严重。在当今中国制造业的“人口红利”正在不断消失的情况下,自动取料方式将会成为粉末成型压机压制取料的主流发展趋势。
2.2 生产安全与效率因素
传统的人工取料方式动作重复单一,容易造成操作工人疲劳、注意力不集中,取料节拍错乱,难免会造成漏取或错取等现象发生,严重时导致压机压手等的安全事故出现。在生产效率上,自动取料可以连续无误的工作,相比人工取料效率会大有提高。
2.3 产品质量因素
现代化企业降低废品率,提高产品质量也是一个其追求的目标。比如硬质合金行业中的压制环节,人工取料会给粉末成型后的产品带来脏化、变形、掉边角等诸多产品质量问题,造成废品率居高不下,自动取料可以减少人为因素对产品质量的相关影响,从而可以降低废品率,提高产品质量,做到产品质量的稳定可控。
3 自动取料装置总体设计及自动控制部分结构与特点
3.1 总体设计原理
通过人机界面的相关设定,可实现连续自动取料的全过程,并具备漏取、错取报警,产品自动称重等功能。
此自动取料装置主要组成:人机界面及程序、可编程控制器及程序、X/Y/Z轴伺服驱动系统、位置反馈系统、抓取机构、取料装置本体等组成。通过人机界面的相关设定,将指令发送给相关电气执行元件,通过外围X/Y/Z实现三轴联动的方式来实现抓取产品的目的。示意图见图1。
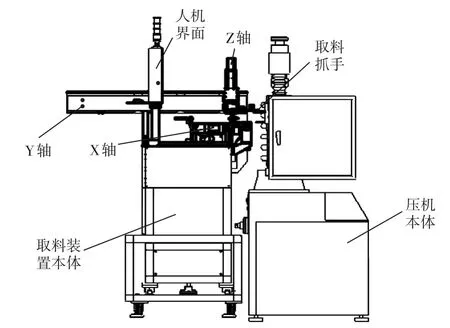
图1 自动取料装置示意图
3.2 动控制部分结构与特点
人机界面:主要由运行信息主界面、报警界面、基本参数界面、工艺参数界面、工艺程序界面等组成,是人与计算机之间传递、交换信息的媒介和对话接口。
可编程控制器及程序:根据相关动作编写程序,并通过数字或模拟的输入(I)和输出(O)接口,控制各种类型的机械动作,其中最主要的是进行相关译码等逻辑处理后,将各种指令信息输出给伺服系统,伺服系统驱动执行部件作进给运动。
X/Y/Z轴伺服驱动系统:各轴均由伺服驱动器、伺服驱动电机组成,并与取料装置上的执行部件和机械部件组成相关的进给运动系统。它的作用是把来自可编程控制器装置的脉冲信号转换成滚珠丝杆移动部件的运动。对于伺服电机,每一个脉冲信号使电机转过一个角度,进而带动任意一轴移动一个微小距离,连续的脉冲信号可使伺服电机进行长距离连续移动。同时三轴也可进行同步联动操作。
人机界面、可编程控制器及程序、X/Y/Z轴伺服驱动系统是整个自动控制部分最关键组成,也是自动取料装置设计过程中的核心部分。
4 自动取料工作过程
以下结合附图对工作过程作进一步描述:

图2 自动取料设备图1.支撑平台,2.气缸,3.产品,4.取料机构,5.Z轴伺服电机及导轨,6. Y轴伺服电机及导轨,7.料盘,8.X轴伺服电机及导轨
工作过程:自动取料装置工作前,操作人员将空料盘7放置存放架上,按下人机界面的开始键,气缸2上升将料盘7顶起后,料盘7进入X轴伺服电机及导轨8,X轴伺服电机沿其导轨将料盘7移动至取料位置后停止,取料机构4在Y轴伺服电机6驱动下移动至产品正上方,在Z轴伺服电机5驱动下下降至取料机构4与产品3接触,取料机构4抓取产品3后,再移至毛刷处,停顿一段时间,毛刷将产品的毛刺刷掉后继续移动,移至料盘7上方后下降,取料机构4释放产品将其平稳的放置于料盘7内。当料盘装满整盘产品后,系统自动更换之前备用的料盘进行下一盘的工作。取料节拍与压制节拍相配合一致,脱模后取料,取料后压制,循环往复。
5 结束语
对于传统粉末成型压机,特别是在硬质合金行业中大批量压制过程中,加装自动取料装置具有高效、优质等特点。自动取料装置可以代替工人的简单重复劳动,解放生产力,设备的高效、自动化适用了“工业4.0”以及“中国制造2025”的整体要求,更是以后硬质合金工厂相关设备发展的趋势。
参考文献:
[1] 丁时锋.一种PLC控制的气动送卸料机的设计[J].液压与气动,2012(4):78-80.
[2] 陈明秋.自动排坯输送机械手系统的设计[J].机械制造与自动化,2007,36(6):159-160.
[3] 李哲.冲压机自动上、下料机械手的研制[J].机械设计与制造,2001,30(3):35-36.
[4] 郑红梅.基于PLC的磁环搬运机械手设计[J].制造业自动化,2015(8):149-151.
Design for Installing Automatic Feeding Device on the Traditional Powder Forming Press
TAN Hong,DUAN Li-wen,LUO Xiao-dong
(Zigong Cemented Carbide Corp.,LTD,Zigong,643011 Sichuan,China)
Abstract:Starting to introduce from the feeding method of traditional powder press and combined with the current 4.0 industrial development trend to brief analysis the related factors of the traditional way of feeding has disadvantage to the modern factory manufacturing.Taking the traditional powder press are widely used on the cemented carbide industry as a practical example,this paper introduces the overall design for installing automatic feeding device on the traditional powder forming press and automatic control structure and characteristics and its automatic feeding operation process.
Key words:traditional powder forming press;pressing;feeding
作者简介:谭宏,助理工程师,主要从事硬质合金相关设备的改造与维护工作。
文章编号:1001-5108(2016)01-0050-03
中图分类号:TP241
文献标识码:A
猜你喜欢
测控技术(2018年1期)2018-11-25
无人机(2018年1期)2018-07-05
石油化工建设(2017年6期)2017-04-12
大连大学学报(2016年4期)2016-03-07
采矿与岩层控制工程学报(2015年3期)2015-12-16
中国塑料(2015年6期)2015-11-13
弹箭与制导学报(2015年1期)2015-03-11
山东开放大学学报(2014年4期)2014-04-03
河南科技(2014年18期)2014-02-27
东北石油大学学报(2012年5期)2012-08-21