陶瓷配饰砖工艺技术的研究
2016-05-14 13:20刘学斌盛正强古战文刘任松李小女
佛山陶瓷 2016年4期
刘学斌 盛正强 古战文 刘任松 李小女


摘 要:陶瓷配饰砖是现代装修中不可或缺的装饰材料,目前,常见的生产方法是把不同色的成品砖水刀切割后按照预先设计图案进行图案拼接,其切割量大、拼接复杂、效率低。本文通过在已烧成瓷质砖表面印刷底釉层,然后在釉层表面喷墨打印装饰图案,经二次干粒布料、定位电镀、烧成、抛光、磨边等工艺,制得一种装饰效果较理想的陶瓷配饰砖。
关键词: 陶瓷配饰砖;底釉;喷墨打印;二次干粒布料;定位电镀
1 引言
传统配饰砖大多是在陶瓷成品砖表面通过贴花、堆干粒、手绘等装饰并在较低温度下烧制而成。近年来,配饰砖应用已扩展到地面装饰,主要是以陶瓷砖为基础材料,经过水刀切割、拼接,组合成较大面积的拼花图案,用于酒店大堂、大厅等高级建筑地面装饰。随着陶瓷砖产量的增加及应用范围的扩大,配饰砖的需求量也在增加,一些以石材、玻璃、树脂、金属为基础材料的配饰砖也不断涌入陶瓷砖配饰领域[1~2]。
随着陶瓷行业新技术、新材料的出现,研究以陶瓷砖为基础的配饰砖,避免了因材料性能不同而导致的装修质量问题和售后服务带来的尴尬。为此,提高配饰砖产品装饰效果和产量规模,成为建筑陶瓷行业的新课题。
近年来,瓷砖的3D数码喷墨装饰技术,被越来a越多的陶瓷生产企业所采用,喷墨工艺能够实现凹凸浮雕面上的打印,为配饰砖的生产提供了先进的技术和设备保障,对配饰砖生产工艺中的创新、增加配饰砖产量及配套效果具有重要的意义。
本文将多色系、多组合的水刀切割拼花设计图案,通过在已烧成陶瓷砖表面印刷底釉、喷墨装饰图案、二次干法施釉、烧成、定位电镀、烧成、抛光等工艺实现陶瓷配饰砖的生产。并且申请发明专利“陶瓷配饰砖的制造工艺及通过该工艺制成的陶瓷配饰砖”[3],拓展了喷墨技术的应用范围,搭建了陶瓷配饰砖生产的工艺平台,解决了配饰砖在应用过程中出现的一系列质量与技术问题,创新了配饰砖规模化生产新工艺,为陶瓷砖产品的配套发展奠定了工艺技术基础。
2 试验内容
2.1 试验材料
本试验主要原材料有:
(1) 基础砖:已烧成瓷质砖;
(2) 底釉,其化学组成为:SiO2,60%~70%;Al2O3,5%~8%;B2O3,3%~7%;CaO,3%~9%;BaO,2%~8%;K2O+Na2O,3%~12%;
(3) 透明干粒:平均粒径60~100目。
2.2 试验工艺
本试验工艺主要包括:(1)在已烧成瓷质砖表面印刷底釉;(2)在底釉层上喷墨打印装饰图案;(3)在装饰图案层表面两次布透明干粒、烧成,形成玻璃层凹槽;(4)在凹槽处定位电镀金属色、烧成;(5)对烧成后的制品进行抛光、磨边处理,制成陶瓷配饰砖。
3 结果分析与讨论
3.1 工艺路线的选择
本文最初以一次烧成工艺进行试验,由于产品收缩及烧成尺寸偏差,配饰砖始终得不到精准的对位,同时墨水高温呈色能力弱。通过反复试验研究,决定采用已烧成的瓷质砖作为基础砖进行试验,工艺路线为:瓷质基础砖→80目印刷底釉→喷墨装饰→干法施釉→低温烧成→定位电镀、烧成→抛光、磨边→干燥→包装入库。
3.1.1基础砖的选择
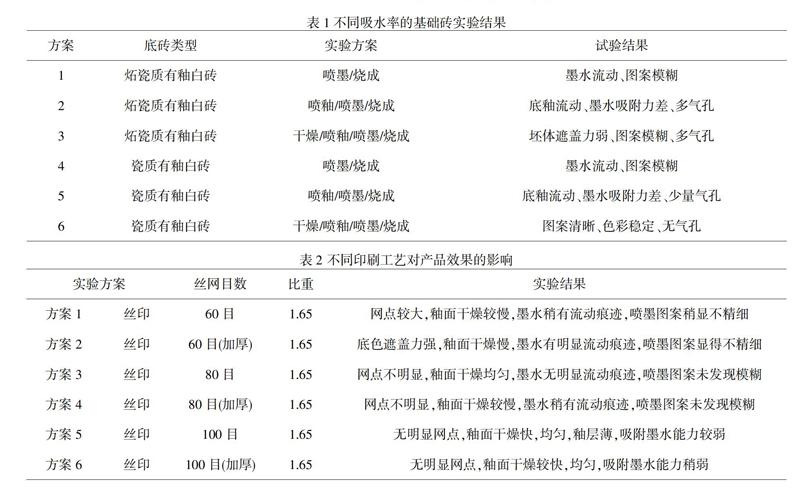
选用公司生产的炻瓷质有釉白砖和瓷质有釉白砖作为基础砖进行基础实验,其结果如表1所示。
从表1中的试验结果可以看出,方案6采用瓷质有釉白砖作为基础砖,通过干燥、喷釉、喷墨、烧成,能得到较好的装饰效果。
3.1.2底釉施釉方式的选择
根据上述试验结果,我们对施釉方式进行优化,采用印刷底釉的方式替代喷釉,这样可以减少施釉水分的带入,省去喷墨前的干燥环节,实现在成品砖上施底釉后直接喷墨装饰。试验方案及结果如表2所示。
3.2 底釉配方的研究
本文陶瓷配饰砖的底釉应能够承载喷墨打印、丝网印刷、干法施釉多种装饰技法的实施,并且有助于墨水的发色,满足坯釉匹配性能,烧失量要小,与釉面装饰用的干粒有较好的匹配性能,不易形成釉面气孔。
3.2.1底釉配方所用原料选择
根据上述底釉性能分析,选择的原料需符合以下特点:
(1) 烧成温度较低,挥发物尽量少,并且挥发物在干粒完全熔融之前能基本排出,以减少釉层中的气孔;
(2) 底釉有助于喷墨墨水的发色,氧化钙和氧化锌的组成比例相对高。
通过对生产中所用的釉料进行化学分析、熔融温度、膨胀系数以及墨水发色性能的试验,确定底釉用原料,其化学成份如表3所示。
3.2.2底釉对墨水呈色的影响
根据现有工艺条件和原料,选择一种纹理丰富的文件图案,不同底釉配方如表4所示,相应的釉中彩色卡如图1所示。
从实验过程可以发现,底釉配方为A、B、C、D、F对应的釉中彩色卡在蓝色、金黄、橘黄墨水中所产生的气孔较少,而在黑色、棕色和粉红色墨水中所产生的气孔较多,而且气孔较大。经过正交实验多次不同原料的选择与配比,发现E配比组合对墨水的发色最稳定,与现有墨水色系能相互匹配,并优于现有底釉的发色,没有明显封闭气孔,达到预期效果。
3.3 釉面气孔产生的原因分析
从上述一系列试验结果可以看出,陶瓷配饰砖生产工艺的选择主要是围绕釉层中气孔产生原因进行改善。当气体在釉层中未能及时排除,就会出现闭口或开口气孔;光穿过釉层,在气孔处产生光线折射或反射,对釉层下部的色彩图案产生影响,使图案被类似白色的雾层所覆盖,使釉层呈半乳浊状态,经多个试样的显微观察,气孔主要来源于如下几个方面[4~6]:
(1)所用基础砖的影响
底砖为炻瓷质时,因长时间暴露在空气中,表面的微小气孔,特别是开口气孔重新吸附空气中的水分,而在使用时未能充分干燥,这些吸附水随着温度的升高,水分子会由液态转换成气态,体积迅速膨胀,冲破印刷底釉和墨水层,在底砖图案区域产生一个个小白色圆点(如图2所示),气孔周围的色彩比其它区域要深很多,形成了一个深色圆形边缘,这是因为气体冲破底釉导致该位置的釉层被冲开,积聚在周边形成小圆圈。
(2)底釉的影响
底釉中的水分和有机物,是气孔产生的重要因素。在烧成升温过程中,随着热量的不断聚集,底釉中的水分逐渐从液态转变为气态,釉料中的有机物开始氧化,形成CO2气体不断排出。这些气体虽然可以从上方覆盖的透明干粒的缝隙中逃逸出去,但当底釉中的水分和有机物过量、升温速度不合理、窑炉上下温差不匹配、干粒厚度过大时,这些气体来不及完全排出,被永久地封闭在透明釉层中(如图3所示),形成气孔。
(3)透明干粒的影响
透明干粒布施参数不当也会造成釉层中的封闭气孔,这些气孔往往呈现不规则外形;当干粒的粉体流动性不好、颗粒松散、颗粒间存在较多间隙时,在烧成过程中,随温度的升高,热量的聚集,加之砖体较厚传热慢,底釉中的水分、气体及干粒中所带入的气体来不及排出,而表面干粒已经形成液相,靠近基础砖内部的底釉层气体未能冲破干粒表面液相层,从而形成了不规则的气孔。从图4、图5侧面显微图可以清晰地看到,釉中所封闭的气体多在底砖表面的底釉层产生。
4 结论
(1)选择吸水率小的瓷质有釉白砖作为基础砖,可以简化生产工艺流程,减少釉面气孔的产生。
(2)底釉配方、干粒性能、干粒布施工艺及烧成制度等对釉面气孔的产生有重要影响。
(3)通过底釉配方的研制,满足了坯釉匹配性能,提高了墨水发色能力,使深色、艳色墨水发色能力强、色域广,给产品花色开发提供了保障。
(4)选用丝网印刷底釉替代淋、喷底釉的工艺,解决了底砖表面施釉技术关键,降低了施釉水分,减少了生产线改造费用,缩短了成果转化周期。
参考文献
[1] 李泽文. 国内陶瓷行业发展现状及前景陶瓷[J] , 陶瓷, 2012,
(06).
[2] 奚修安,陆腾,蔡晓军,康桂峦,等.浅谈广东陶瓷行业的状况及发
展方向[J].材料研究与应用, 2010,(04).
[3] 黄建平,盛正强,刘学斌,等. 陶瓷配饰砖的制造工艺及通过该
工艺制成的陶瓷配饰砖:中国,CN104016726A[P].2014-09-03.
[4] 马养志, 梁振海,成智文,等.卫生陶瓷釉面毛孔产生的原因及
克服办法[J].中国陶瓷工业, 2008, (02).
[5] 李莉,张培志.釉面针孔缺陷的形成机理研究[J].陶瓷, 2012,(06).[6] 周维.釉面砖釉面针孔产生的原因及克服[J], 陶瓷, 1992,(01).