
电阻电容外观自动检测机技术研究
2016-05-14 22:11李艺华
数字技术与应用 2016年7期
李艺华
摘要:电阻电容的外观检测,目前基本是由人工完成,存在开卷难,计数抽样繁琐,检测不精确,复卷难等问题。而电阻电容外观自动检测机能自动完成开卷,抽检,复卷等工作,无需人工参与,实现全自动检测,不但节省人力,而且检测结果精确,能够大大提高检测的效率,节省生产成本同时也提高了产品的质量。
关键词:电阻、电容 外观检测 开卷 计数抽样 张力 PID
中图分类号:TM934 文献标识码:A 文章编号:1007-9416(2016)07-0112-01
1 问题的提出及成因
电阻电容的体积小,生产出来会粘在胶带上,卷成一卷,贴条码存放。入库前要对产品外观抽检。目前是由人工开卷目测,将结果录入电脑并复卷。此方法耗费大量的人力和时间,并经常因人为因素导致检测不准确。
2 设计方案及原理
2.1 驱动及检测装置
针对人工检测的困难,我们设计了电阻电容外观自动检测机。开复卷各用1套伺服电机,在开复卷间加入1套伺服电机牵引。抽样计数方面,我们用光纤传感器和PLC的高速计数器计数。产品检测方面,我们用视觉产品CCU检测。抽检结果录入,我们用PLC和PC配合进行数据录入。
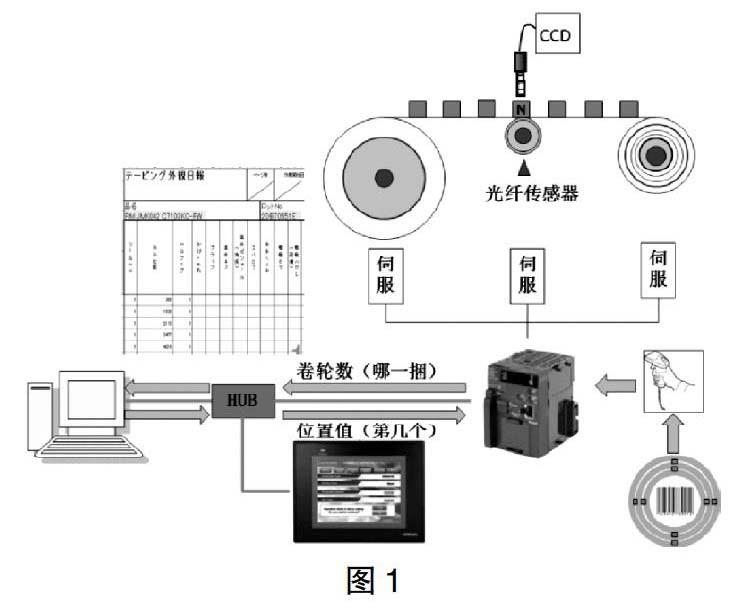
2.2 检测流程
使用电子电容外观自动检测机(如图1),工人用扫码枪对该卷产品扫码,得到的信息传给PLC,PLC通过以太网发送到PC,PC从信息库内得到产品详细信息反馈给PLC。PLC控制开卷、牵引、复卷伺服动作。光纤传感器和PLC配合进行计数,将产品送至CCD下方,由CCD拍照检测。CCD将检测结果发送给PLC,PLC再通过以太网反馈给PC,并录入数据库。
3 技术难点分析
3.1 如何将需抽检的产品停在镜头之下
假设需要将第N个产品停止在CCD下方检测。使用CJ2M-MD211高速计数功能,计算当前产品的个数,当计数值为N-5时,控制伺服电机前提前减速,这样就能有效防止过冲,当计数值为N时立即停止伺服。
3.2 如何控制电机速度,使得胶带不被拉断
我们在开复卷之间加入张力传感器,通过控制开复卷的速度,保持胶带张力在允许范围内。
开复卷电机速度=基准给定速度+速度补偿
基准速度:
开复卷卷筒半径是变化的。要保持开复卷线速度一致,需要不断调整开复卷的角速度。根据公式:
v=w*r
v为线速度 w为角速度 r为卷筒半径
牵引电机的辊径是不变的,假设它的辊径为R.在T1时刻我们记录牵引电机的脉冲数为P1,开卷电机的脉冲数为M1,在T2时刻我们记录牵引电机的脉冲数为P2,开卷电机的脉冲数为M2,则有T1至T2时间段内,开卷的长度和牵引的长度均为L:
L=2R*(P2-P1)*pi/n1= 2r1*(M2-M1)*pi/n2
n1为牵引电机转动一圈的脉冲数,r1为开卷卷筒实时半径,n2为开卷电机转动一圈的脉冲数
则有: r1=R*n2*(P2-P1)/(n1*(M2-M1))
同理也可以求得复卷卷筒实时半径r2。
根据v=w*r ,我们实时调整开复卷转速达到基准速度v。
速度补偿:
速度补偿为张力反馈和给定张力的PID运算结果,只作微调的作用。
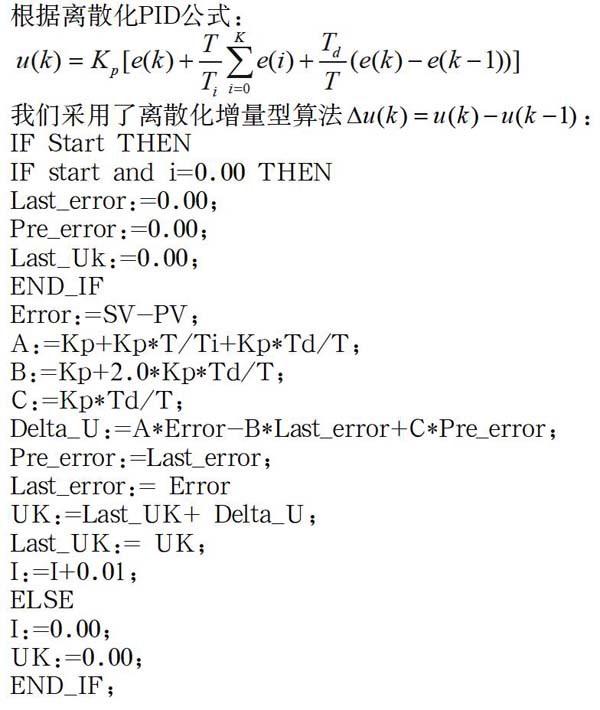
根据离散化PID公式:
我们采用了离散化增量型算法:
IF Start THEN
IF start and i=0.00 THEN
Last_error:=0.00;
Pre_error:=0.00;
Last_Uk:=0.00;
END_IF
Error:=SV-PV;
A:=Kp+Kp*T/Ti+Kp*Td/T;
B:=Kp+2.0*Kp*Td/T;
C:=Kp*Td/T;
Delta_U:=A*Error-B*Last_error+C*Pre_error;
Pre_error:=Last_error;
Last_error:= Error
UK:=Last_UK+ Delta_U;
Last_UK:= UK;
I:=I+0.01;
ELSE
I:=0.00;
UK:=0.00;
END_IF;
4 结语
电阻电容外观自动检测机的应用,能够有效的解决工人在放卷、复卷、检测过程中遇到
的困难,节省人力,提高检测效率和检测精度。本文的技术研究分析,为电阻电容外观自动检测设备提供了借鉴。
参考文献
[1]喻宏斌,宋信之.纸厂收卷·放卷张力的控制[J].自动化仪表,1998.
猜你喜欢
新世纪智能(高一语文)(2020年9期)2021-01-04
宝藏(2017年6期)2017-07-20
宝藏(2017年6期)2017-07-20
制造技术与机床(2017年3期)2017-06-23
通信电源技术(2016年5期)2016-03-22
电源技术(2015年1期)2015-08-22
电源技术(2015年7期)2015-08-22
河南科技(2014年12期)2014-02-27
物理与工程(2010年6期)2010-03-25
