玫瑰茄发酵酸乳生产工艺研究
2016-05-11 03:07:57徐蓓蓓常倩倩杜新永聊城大学农学院山东聊城252000
中国食物与营养 2016年2期
潘 爽,鲍 明,徐蓓蓓,常倩倩,杜新永(聊城大学农学院,山东聊城 252000)
玫瑰茄发酵酸乳生产工艺研究
潘爽,鲍明,徐蓓蓓,常倩倩,杜新永
(聊城大学农学院,山东聊城252000)
摘要:目的:将具有抗氧化活力的玫瑰茄与酸乳发酵结合起来,开发玫瑰茄发酵酸乳。方法:玫瑰茄活性物质采用温水浸提法,获得玫瑰茄花茶并将pH调整至6.0后进行酸乳的发酵。玫瑰茄活性物质通过测定540nm和280 nm吸光度值,分别对应玫瑰茄色素与精油的含量;玫瑰茄发酵酸乳的生产工艺以感官评价分数为响应值,通过单因素试验与响应面优化,最终获得玫瑰茄发酵酸乳的最佳生产工艺。结果:玫瑰茄浸液会对乳酸菌的生长造成一定的影响,玫瑰茄用量要小于0.5%;玫瑰茄浸提活性物质最佳条件为40℃温水浸提40 min。结论:最终确定的玫瑰茄发酵酸乳最佳生产工艺为玫瑰茄用量0.3%、奶粉用量5%、发酵时间24 h。
关键词:玫瑰茄;活性物质;发酵酸乳;抗氧化;益生菌
玫瑰茄的花中富含花青素、多酚、原儿茶酸和类黄酮类物质[1],是保健型食品开发的重要原料之一[2]。对于玫瑰茄活性物质的研究,主要集中于花青素、粗多糖、活性精油等物质,李升锋[3]等的研究表明,影响玫瑰茄花青素提取效率的因素分别是:提取温度>液料比>提取时间>乙醇浓度;而影响玫瑰茄精油中的多酚类物质提取效率的因素分别是:乙醇浓度>提取时间>提取温度>液料比[4]。王锐等[5]研究表明,玫瑰茄粗多糖具有良好的抗氧化活性。冯艳群等[6]研究表明,玫瑰茄多糖可以增强电离辐射小鼠抗氧化应激的能力。
玫瑰茄在食品工业上的应用,包括复合饮料[7]、风味糕点[8]、保健酒[9]等。本文首先采用温水浸提的方案提取玫瑰茄活性物质,再把玫瑰茄花茶与益生菌发酵酸乳[10,11]整合在一起,设计并优化了玫瑰茄酸乳的生产工艺,为探索新式保健型饮料提供了一定的参考。
1 材料和方法
1.1材料与试剂
玫瑰茄干花萼:购自本地超市;乳酸菌发酵剂:保加利亚乳杆菌、嗜热链球菌(本实验室保存菌种) ;主要试剂:培养基所用酪蛋白胨、胰蛋白胨、酵母粉为Oxid公司产品,试验所用其余试剂均为分析纯。
1.2主要仪器设备
高压灭菌锅:三洋(SANYO)立式MLS-3750;培养箱:科析250B;分光光度计:北京普析通用TU-1810。
1.3试验方法
1.3.1玫瑰茄浸液对菌落总数的影响菌落总数的测定采用平板计数法,培养基为MRS培养基。按照玫瑰茄干花质量(g)与培养基总体积(mL)的比例,在培养基煮制时,分别添加0.05%、0.1%、0.5%和1%的玫瑰茄干花萼,测定玫瑰茄浸液对于乳酸菌生长情况的影响。菌落计数方法:取1 mL样品用无菌水10倍梯度稀释后,再吸取200 μL倾入培养皿中,接着倒入温度约60℃、未凝固的MRS琼脂培养基中。经37℃培养48 h后,对肉眼可见的菌落进行计数。菌落数要求在30 ~300个为有效稀释梯度,根据稀释的倍数,计算出原样品中的菌落数。
1.3.2玫瑰茄活性成分浸提工艺选用玫瑰茄干花萼,按照0.05%~1%的比例(干花质量与温水的体积之比,g/mL),用温水浸提玫瑰茄活性成分。浸提温度选择30~70℃,每10℃为一个梯度;浸提时间设定为20~60 min,每10 min为一个梯度。浸提完成后,即为玫瑰茄花茶。分别检测玫瑰茄花茶540 nm[12,13]和280 nm[14]的吸光度值,对应结果分别相当于牡丹花色素与牡丹精油的含量。用于酸乳发酵之前,使用食用碱将玫瑰茄花茶的pH值调整到6.0左右,防止后续发酵中酪蛋白的析出。
1.3.3玫瑰茄发酵酸乳生产工艺发酵乳生产的基本工艺为:玫瑰茄按1.3.2所述浸提玫瑰茄花茶,按花茶体积(mL)为基准,按比例加入奶粉、蔗糖(5%)、黄原胶(0.1%)[15],充分溶解后,按2%接种量接种事实活化的乳酸菌发酵剂,并在40℃静置发酵。发酵完成后,将玫瑰茄发酵乳保存于4℃冰箱内过夜,实现发酵乳的后熟,以改善其风味[16]。选择玫瑰茄用量(0.05%~0.5%)、奶粉用量(2%~6%)、发酵时间(12~42 h)为单因素指标,以感官评价得分为响应值,确定最佳发酵工艺。
1.3.4感官评价指标组织15名同学按照表1的标准,对于玫瑰茄发酵乳的终产品进行打分。最终得分=粘稠度×30% +酸度×20% +滋味×30% +颜色×20%。感官评价总分为20分。

表1 玫瑰茄发酵乳感官评分表
1.3.5数据处理与统计分析数据处理采用Microsoft Excel 2010,图表的绘制采用Sigmaplot 10.0以及Excel 2010。用Design Expert 8.0进行响应面的设计与分析,统计学分析及相关性计算采用SPSS 13.0,显著性差异的分析选择Turkey法,alpha =0.05。
2 结果与分析
2.1玫瑰茄浸液对乳酸菌生长情况的影响
以4~36 h乳酸菌的菌落总数平均值来看(表2),添加玫瑰茄浸液对于乳酸菌的生长会产生一定的抑制作用,随着玫瑰茄浓度的升高,抑制作用更加明显。其中,添加1%玫瑰茄(m/v,g/mL)浸液的菌落总数,仅占对照组的63.4%,随着玫瑰茄用量的减少(0.5%~0.05%),菌落总数达到对照组的79.4%~87.2%,说明适当降低玫瑰茄的用量,可以保证乳酸菌的正常生长。从生长速度来看,4 h培养之后,添加玫瑰茄浸液组的菌落总数为对照组的67.8%~71.2%,说明玫瑰茄浸液延长了乳酸菌的延滞生长期,在发酵酸乳的生产工艺中,应该适当地延长发酵时间。
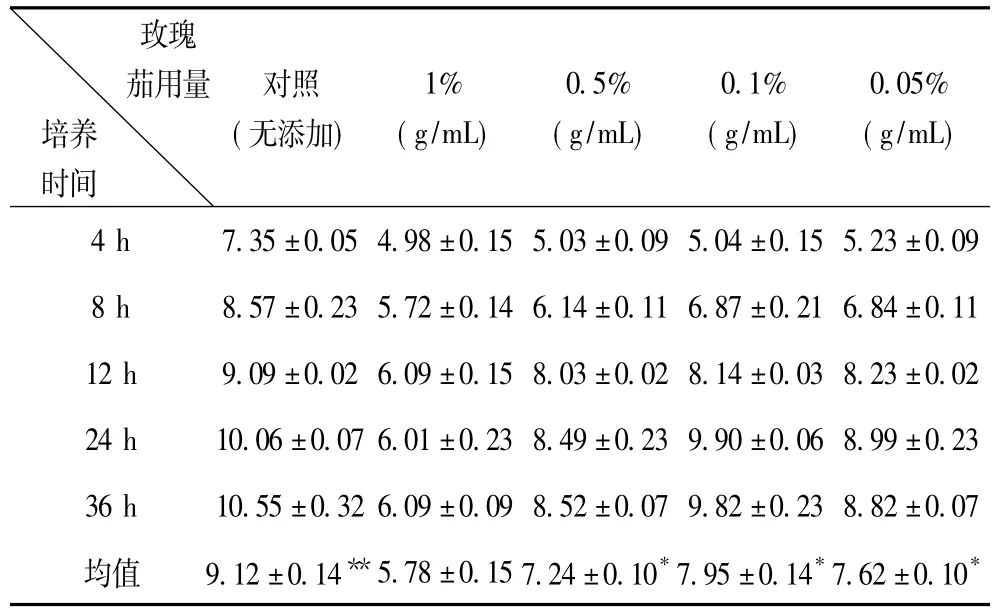
表2 玫瑰茄浸液对乳酸菌生长的影响 单位: logcfu/mL
根据曹丽萍等[17]的报道,玫瑰茄水提液对于t-BHP造成的肝细胞急性损伤有一定的保护作用,冯艳群等的试验则证明玫瑰茄多糖可以增强电离辐射小鼠抗氧化应激的能力[6],其他试验也表明玫瑰茄浸提物具有较强的抗氧化活性[5,14]。分析本试验的结果,虽然玫瑰茄浸液对于乳酸菌生长的菌落总数造成了一定的影响,但是随着玫瑰茄用量的减少,抑制作用也会随之降低。比较不同玫瑰茄用量实验组中乳酸菌的菌落总数,可以看出,0.5%~0.05%用量的菌落总数差异不显著,只有1%用量的试验组与其他试验组差异显著(P<0.05),因此,玫瑰茄用量应该小于0.5%,从而充分保证乳酸菌的正常生长。
2.2玫瑰茄活性成分提取
采用温水浸提玫瑰茄活性成分,虽然浸提效率受到一定的限制,但是有利于后续发酵酸乳中直接应用,不存在化学物质残留的问题。从图1中可以看出,随着温度的升高,玫瑰茄色素的浸提效率在40℃达到最高值,而玫瑰茄精油的含量在50℃达到最高值,随着温度的上升,色素和精油的提取效率均有明显的下降。根据任顺成的报道,玫瑰茄色素的热稳定性不好,在光照条件下色素降解速率较大,而且蔗糖对于色素的稳定性也有着较强的影响[12]。而玫瑰茄精油属于易挥发的酚、酮类物质,稳定性也较差[4],因此,最终确定玫瑰茄的浸提温度为40℃。从浸提时间来看,随着时间的延长,玫瑰茄色素、精油成分的溶出率均有所提高(图2),但是因为色素与精油的不稳定性[4,12],浸提时间超过50 min后,玫瑰茄色素和精油相继出现严重的损失。结合图1和图2的试验结果,最终确定玫瑰茄浸液的最佳工艺条件为: 40℃温水浸提40 min。
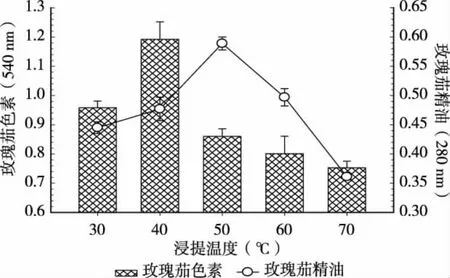
图1 玫瑰茄有效成分在不同浸提温度下的效果
2.3玫瑰茄酸乳发酵工艺
2.3.1单因素试验从单因素试验结果(图3)可以看出,玫瑰茄用量(A)设定为0.05%~0.5%之间时,玫瑰茄发酵酸乳的感官评价得分为12~14.5分,影响不显著。而奶粉用量(B)从2%提高到5%之后,感官评价得分提升到156%,差异显著(P<0.01),可见奶粉用量的增加,对于发酵酸乳的得分有着较为显著的影响。随着发酵时间(C)的延长,乳酸菌生长充分、风味较好,在发酵18~24 h时,感官评价得分较高。之后,随着发酵时间的延长,酸化严重,感官评价得分再次降低。最终确定单因素的试验结果为:玫瑰茄用量0.3%、奶粉用量5%、发酵时间24 h,并以此作为响应面设计的中心点,对玫瑰茄发酵酸乳工艺进行响应面优化。
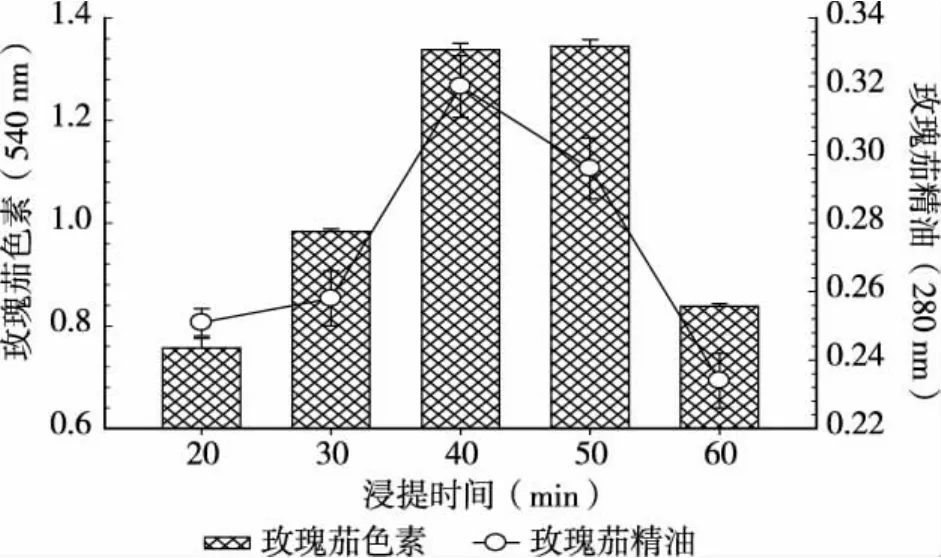
图2 玫瑰茄有效成分在不同浸提时间内的效果
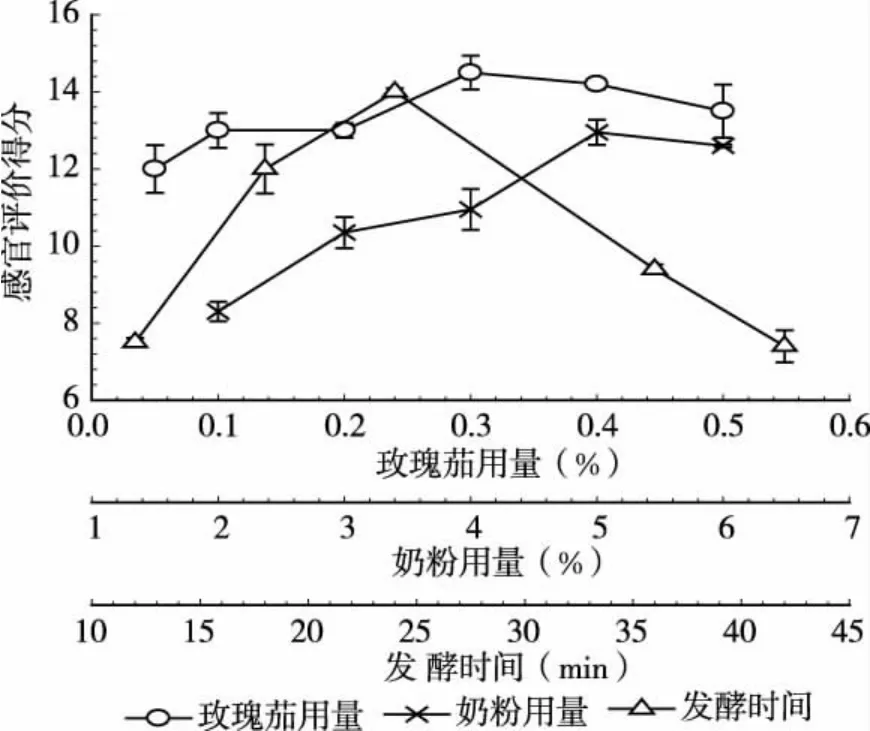
图3 玫瑰茄酸乳发酵单因素试验
2.3.2响应面优化
(1)响应面试验设计及结果。根据单因素试验结果,确定试验因素为玫瑰茄用量、奶粉用量、发酵时间,按照CCD (Central Composite Design)试验要求,设定-1—1水平(表3)。利用Design Expert设计试验方案,选择感官评价得分为惟一响应值(表4)。
(2)响应面方差分析及模型拟合。从表5可以看出,本试验回归模型P<0.01,有显著性差异,对于工艺的优化有一定的实际指导意义。从表6中可以看出,R2=0.999 4,修正后R2=0.995 2,具有一定的可信度,可以用于进行回归方程拟合。
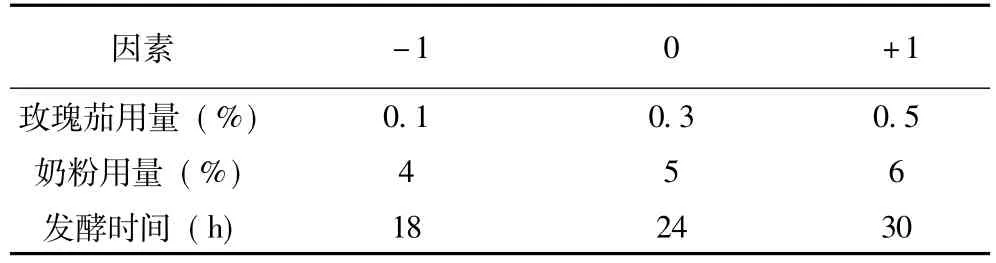
表3 响应面设计因素

表4 响应面优化试验设计及试验结果
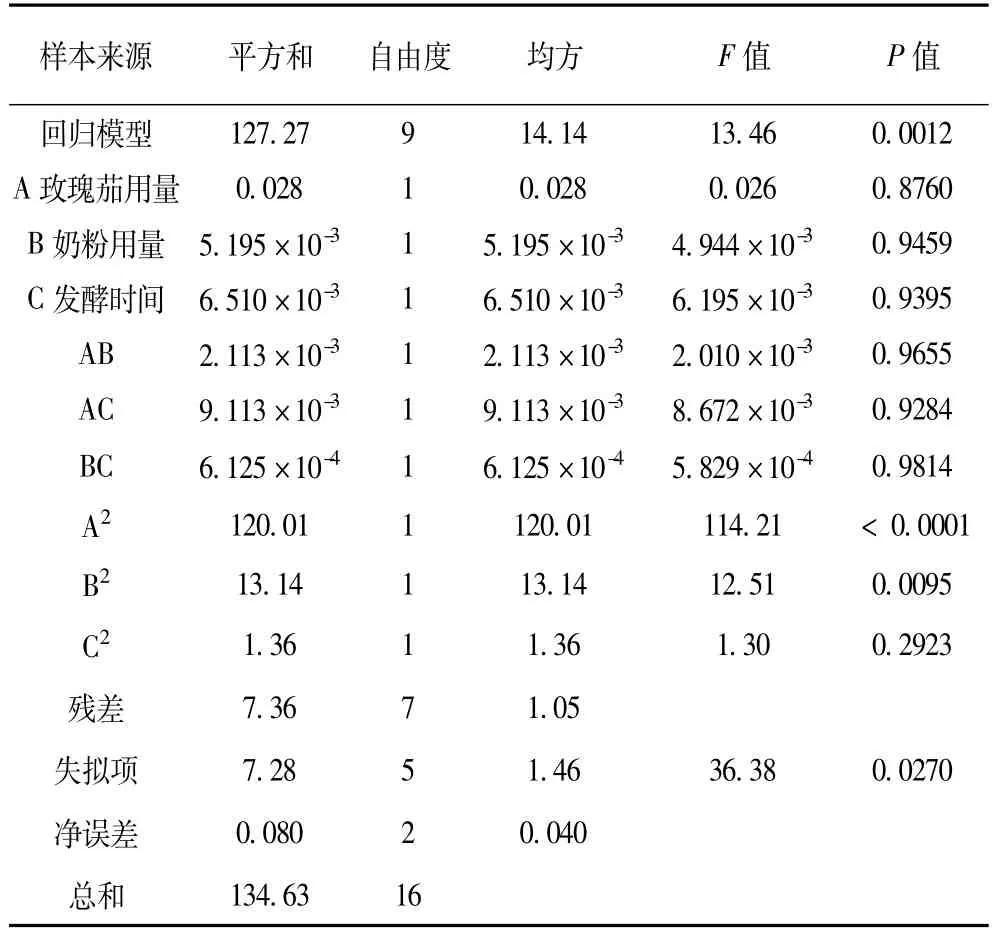
表5 试验方差分析

表6 试验可信度分析
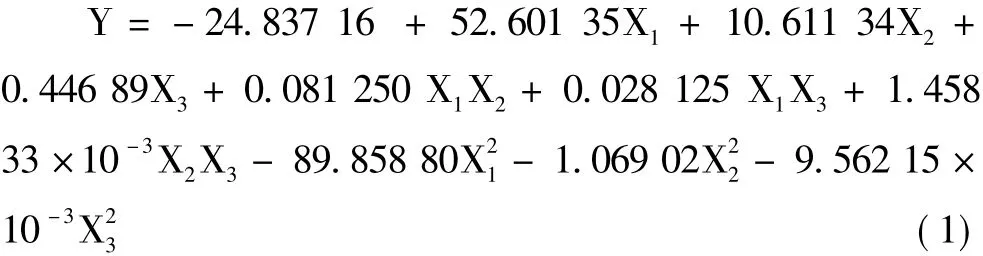
(1)式中,Y =感官评价得分; X1=玫瑰茄用量(%) ; X2=奶粉用量(%) ; X3=发酵时间(min)。从方程系数可以看出,X1对Y值影响较大,而X2和X3对Y值的影响较小。即玫瑰茄用量对于发酵酸乳的感官得分影响最大,而奶粉用量和发酵时间对于感官评价的得分影响较小。这个结果与单因素的试验结果不太一致,可能是奶粉用量和发酵时间已经达到最佳范围,而玫瑰用量对于发酵酸乳的口味,起到了极为重要的影响。
(3) 3D响应面分析。从图4中可以看出,玫瑰茄用量与奶粉用量对于发酵酸乳感官得分均有一定的最佳范围,其中,玫瑰茄用量在0.2%~0.4%之间、奶粉用量在4.5%~5.5%之间,可以获得较高的感官评价得分。玫瑰茄用量在0.2%~0.4%范围内感官评价得分较高,而发酵时间在18~30 h范围内,感官评价得分差别不显著。奶粉用量4.2%~5.6%、发酵时间18~30 h,感官评价的得分较高,但总体来看,差异不显著。
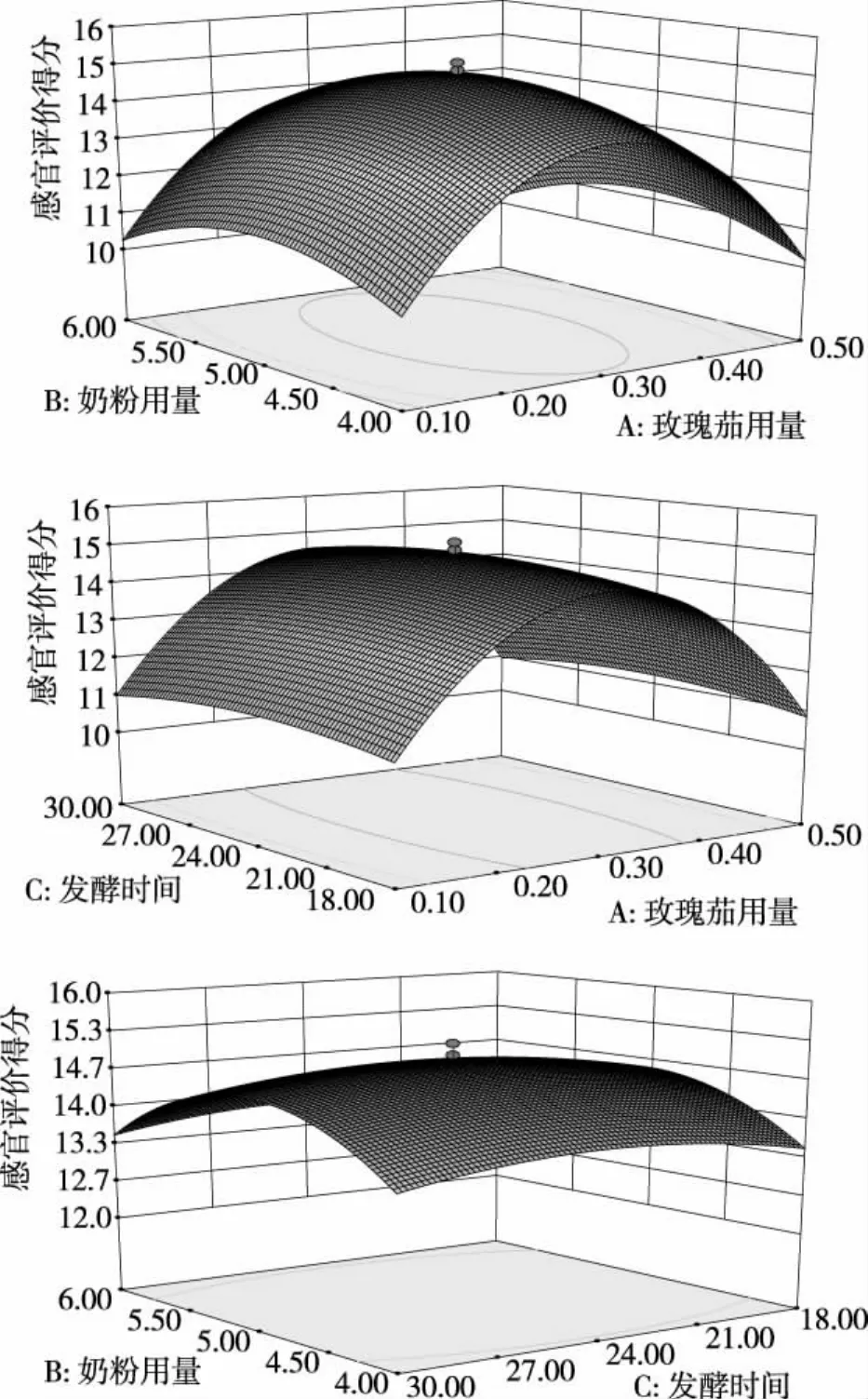
图4 玫瑰茄酸乳发酵响应面分析
结合单因素试验结果,最终确定玫瑰茄发酵酸乳的生产条件为:玫瑰茄用量0.3%、奶粉用量5%、发酵时间24 h。该结果与单因素优化的结果一致。通过验证试验,得到感官评价得分为15.10,与表3中同样工艺条件得分平均为15.00相接近。
3 结论
(1)玫瑰茄浸液会对乳酸菌的生长造成一定的影响,包括菌落总数的减少、延滞期的延长等,但是,玫瑰茄用量小于0.5%时,乳酸菌的生长完全能够正常发酵酸乳。(2)采用温水浸提玫瑰茄时,因为玫瑰茄色素、精油的不稳定,无论提高温度或是延长浸提时间,都会造成玫瑰茄活性物质的损失,最终确定的玫瑰茄浸液的最佳工艺条件为: 40℃温水浸提40 min。(3)根据单因素试验结果,确定玫瑰茄用量0.3%、奶粉用量5%、发酵时间24 h,并以此作为响应面设计的中心点,对玫瑰茄发酵酸乳工艺进行响应面优化。(4)响应面采用CCD设计17轮试验,试验结果采用平方模型,回归模型P<0.01,有显著性差异。通过3D响应面分析,最终确定的玫瑰茄酸乳发酵工艺为玫瑰茄用量0.3%、奶粉用量5%、发酵时间24 h,与单因素试验结果一致。
参考文献
[1]李升锋,等.玫瑰茄花萼营养和药理作用研究进展[J].食品研究与开发,2006,27(10) :129-133.
[2]顾关云,蒋昱.玫瑰茄的化学成分与生物活性[J].现代药物与临床,2010,25(2) :109-115.
[3]李升锋,等.玫瑰茄花青素提取条件优化研究[J].广东农业科学,2006,11:83-85,88.
[4]李升锋,等.玫瑰茄多酚提取条件的优化研究[J].安徽农业科学,2007,35(13) :3769-3770.
[5]王锐,等.玫瑰茄粗多糖清除DPPH自由基活性研究[J].中国农学通报,2011,27(8) :128-131.
[6]冯艳群,等.玫瑰茄多糖对电离辐射小鼠抗氧化应激能力的影响[J].特产研究,2013,3:51-53.
[7]周慧恒,等.玫瑰花、玫瑰茄、滇红茶、绿茶复合饮料的研制[J].饮料工业,2011,14(7) :25-27.
[8]刘国凌,刘主.无花果玫瑰茄风味果糕的研制[J].食品研究与开发,2007,28(3) :98-100.
[9]肖更生,李升锋,陈卫东,等.荔枝玫瑰茄复合保健果酒的研究[J].酿酒,2005,32(5) :97-99.
[10]Chapman,C.M.C.,et al.Health benefits of probiotics: are mixtures more effective than single strains?[J].European Journal of Nutrition,2011,50(1) :1-17.
[11]Seifi,S.,M.R.Shirzad,and H.Habibi.Effects of Probiotic Yoghurt and Prebiotic Utilization on Performance and Some Haematological Parameters in Broiler Chickens[J].Acta Scientiae Veterinariae,2013,41.
[12]任顺成,等.玫瑰茄色素的提取及稳定性研究[J].河南工业大学学报(自然科学版),2009,30(5) :39-43.
[13]曾哲灵,等.玫瑰茄红色素的纯化及其结构鉴定[J].食品与发酵工业,2011,37(7) :57-62.
[14]刘雨潇,等,玫瑰茄提取物多酚含量与抗氧化作用研究[J].食品研究与开发,2011,32(3) :75-78.
[15]邵金良,袁唯,黄原胶的特性及其在饮料工业中的应用研究[J].中国食品添加剂,2005,1:80-82.
[16]Camfield,D.A.,L.Owen,A.B.Scholey,et al.Dairy constituents and neurocognitive health in ageing[J].British Journal of Nutrition,2011,106(2) :159-174.
[17]曹丽萍,等.玫瑰茄水提物对t-BHP诱导原代培养异育银鲫肝细胞损伤生化指标的影响[J].浙江农业学报,2011,23(2) :273-277.
(责任编辑李燕妮)
Processing Technology of Roselle Tea Fermented Yoghurt
PAN Shuang,BAO Ming,XU Bei-bei,CHANG Qian-qian,DU Xin-yong
(Food Science and Engineering Department,Agricultural School,Liaocheng University,Liaocheng 252000,China)
Abstract:Objective We combined the anti-oxidant ingredients of roselle with the yoghurt fermentation to present a new type of yoghurt fermented by roselle tea.Method Those active ingredients of roselle were extracted by warm water with pH value adjusted to 6.0 and then added into the yoghurt fermentation.Result The pigment and essential oil of roselle were measured by the adsorption value at 540 nm and 280 nm respectively,and the sensory value was applied to evaluate the quality of roselle yoghurt.Single factor assays and respond surface method were used to optimize the processing technology.The results showed that roselle extract could inhibit the growth of lactic acid bacteria in the starter and the roselle ratio should be lower than 0.5%,and the extracting parameters were 40℃for 40 min.Conclusion The final optimized technology of roselle yoghurt was roselle amount 0.3%,milk powder 5%,and fermentation period 24 h.
Keywords:roselle; active ingredient; fermented yoghurt; anti-oxidant; probiotics
通讯作者:杜新永(1973—),男,博士,研究方向:益生乳酸菌、保健食品。
作者简介:潘爽(1993—),女,本科生,大学生科技创新项目负责人。
基金项目:聊城大学大学生科技创新项目。
猜你喜欢
当代水产(2021年6期)2021-08-13 08:17:10
中成药(2019年12期)2020-01-04 02:02:32
上海包装(2019年2期)2019-05-20 09:11:08
天然产物研究与开发(2019年1期)2019-03-01 05:41:04
知识经济·中国直销(2018年10期)2018-11-06 07:47:00
猪业科学(2018年5期)2018-07-17 05:55:18
幸福(2017年18期)2018-01-03 06:34:45
饲料与畜牧(规模养猪)(2017年9期)2017-10-16 08:15:49
中国乳品工业(2017年1期)2017-02-20 06:34:42
食品工业科技(2014年15期)2014-03-11 18:17:20