
某装备制造企业数字化生产管理体系的构建研究
2016-05-08 20:40邱德召
中国管理信息化 2016年8期
关键词:供应链
邱德召

[摘 要]供应链管理为提升企业竞争力提供了新的方法和管理理念。本文基于供应链的思想,结合某装备制造企业的现状利用信息化手段构建了五层架构的数字化生产管理体系,提出各层次能力提升的目标,由此提高生产管理体系整体运行效率。同时给出了支撑生产管理体系运行的信息系统架构和各层主要实现的系统功能。
[关键词]装备制造企业;供应链;生产管理体系
doi:10.3969/j.issn.1673 - 0194.2016.08.030
[中图分类号]F273.2 [文献标识码]A [文章编号]1673-0194(2016)08-00-02
0 引 言
某装备制造企业采取以研制航空制导武器为主的多品种、小批量的生产模式。近几年,随着市场竞争的加剧,新研制型号产品不断增多,产品交付周期不断缩短。在这种形势下,原有的生产管理体系仍然存在诸多问题。
生产过程各环节不够协调,准时化生产难。由于沿用职能式的管理方式,导致物资采购、零件加工和产品装配等各业务环节关联性差,未能以产品装配为中心形成统一的生产节拍,致使在制品挤压与配套缺件现象并存。外部供应链的控制能力弱,物资供应不及时。无法准确掌握供应商的进度状态,特别是新品元器件供应不及时,影响生产进度。生产过程异常问题处理效率低。对生产过程中出现的技术质量等异常问题缺乏快速响应、处理和纠正的机制,导致生产停滞、进度延迟。制造资源规范性、统一性差。缺乏顶层统筹规划和统一的信息标准,导致生产与设计和经营管理等信息系统之间未能实现有效的数据共享。
供应链是围绕核心企业,通过对信息流、物流、资金流的控制,从采购原材料开始,制成中间产品以及最终产品,最后由销售网络把产品送到消费者手中的将供应商、制造商、分销商、零售商,直到最终用户连成一个整体的功能网络结构。因此,需要借助供应链管理的思想和先进的信息技术对现有的生产管理体系进行优化和提升,提升某装备制造企业的整体生产效率。
1 生产管理体系提升目标
2.1 生产管理体系构成
基于供应链的思想,针对某装备制造企业存在的问题,重点围绕物资采购、零件加工、组件装配和产品交付用户这一供应链条无缝联接,形成了某装备制造企业在信息化条件下的精益生产管理管理体系,如图1所示。
2.2 生产管理体系提升目标
某装备制造企业生产管理体系各层次具体能力提升目标如下。决策层:提高供应链的整体效率和管控能力;管理层:提高产品制造的策划能力;执行层:提高生产过程准时化和均衡化的能力;保障层:从设备和质量等方面提高业务的保障能力;信息资源层:提高信息资源的利用能力。
3 生产管理体系的系统实现
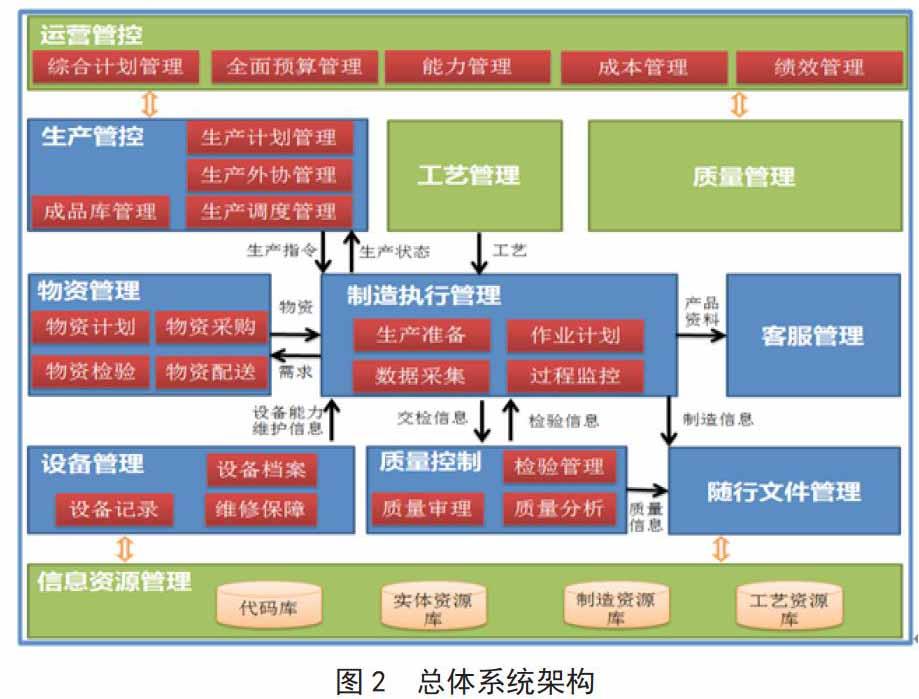
3.1 总体系统架构
为实现生产管理体系能力提升的目标,某装备制造企业提出了支撑生产管理系统的有效运行的总体系统架构,如图2所示。
3.2 主要实现业务功能
3.2.1 信息资源层业务功能
目前,企业多个业务系统彼此相对独立运行,存在“信息孤岛”现象,各系统对同一信息的表述、编码存在较大差别,导致信息共享不充分、传递不顺畅,因此需要制定规范的数据标准,对各业务系统中的数据进行清理和规范的工作,实现数据的统一标识和描述。
(1)建立信息代码库,统一存储企业生产过程相关的物资代码、部门代码、人员代码和供应商代码等。
(2)建立实体资源库,构建逻辑统一的实体资源库,存储企业所有实物资源(元器件、成件和自制件等)数量、存储位置等信息,用于管理实体统一管理和利用。
(3)建立工艺资源库,存储在产品工艺阶段所产生的所有信息资源(通用工装模型、专用工装模型等)。
(4)建立制造资源库,存储在产品制造阶段所需要的制造信息资源的数量、状态和存储位置等信息(如人员、工装和设备等)。
3.2.2 业务保障层业务功能
围绕核心价值链,将设备资源、检验过程、质量控制、文件管理等辅助业务统一纳入信息化管理平台,全力保障产品主价值链上的业务活动实现。
第一,设备管理。对企业所有设备的验收、使用、维护、保养、维修、改造及报废等设备全生命周期进行管理;实现对数控设备、专用测试设备联网,并对设备效能指标进行统计分析。
第二,质量检验管理。实现产品生产过程的质量控制,生成产品质量信息档案,能够对产品质量信息进行深入分析和利用,为管理人员提供决策依据,识别改进机会,从而全面监控产品质量。
第三,产品实物状态管理。按照BOM结构记录每发产品形成过程中的配套、人员、装配、测试、质量等全寿命周期信息,同步形成产品故障BOM,用于質量分析,便于查询与追溯。
3.2.3 执行层业务功能
构建从物资采购、零件加工、组件装配和产品交付用户的供应链,实现各业务环节的有序衔接,提高生产准时性和均衡性。
基于VPN的物资采购管理,利用VPN网络构建与外部供应商互联的平台,发布采购信息、网上竞价、跟踪订单状态、评估供应商水平等,从而降低采购成本、缩短采购周期。
现场执行管理,基于有限资源编制合理的计划,实现制造过程的精益化管理。根据企业主生产计划先采用无限能力,平衡库存及在制品,得到物料需求计划(MRP),然后基于有限能力,生成现场作业计划,从而提高生产效率和整个生产管理的精细化水平。
测试设备网络化管理,统一规范测试数据的格式,实现测试设备联网,通过网络将测试结果保存到数据库中,实现对产品测试数据的管理。
3.2.4 管理层业务功能
建立“推拉结合”的计划管理模式,加强质量策划和监控,提高计划的可行性及质量的稳定性。
建立“前推后拉”相结合的双向驱动生产计划模式,通过物料需求计划全面推动生产,通过产品装配的缺件拉动调整前期计划,从而修正物料需求计划的误差,既保证产品交付,又能提高对实际变化的响应速度。
统一的供应商管理,不同的职能部门基于这一平台对供应商进行考察、选择、评价,实现信息共享,形成供应商优选目录,为供应商选择提供指导。
对产品生产过程进行质量策划,对产品质量工作计划的制订、下发和落实进行管理,实现对产品批产全过程质量活动的有效控制。
3.2.5 决策层业务功能
围绕供应链管理,在全面整合各业务系统信息的基础上,建立运营管控平台,具备综合管理、战略与计划、费用、绩效管理功能,提高供应链的整体效率和管控的能力。
即时协调沟通的机制,利用即时通讯工具实现信息快速沟通,实现对运营动态管理,及时处理单位运营过程中的重大问题。
所有的各级计划建立关联,实现计划的编制、分解、调整和进度反馈统一管理;建立预算与计划、执行与核算的关联,对生产过程进行费用分析,实现计划与经费的协同管理。
建立运营管理平台,对企业各项业务的运行情况进行实时监控,确保问题的快速处理,提升运营效率。
4 结 语
结合某装备制造企业的实际情况,借助信息技术和供应链管理理念,围绕企业供应链构建的五层级数字化生产管理体系,有效地将从原材料采购和零部件加工,直到最终产品交付用户这一链条进行管理,实现了各环节协同运作。
主要参考文献
[1]马士华.供应链管理[M].北京:机械工业出版社,2011.
[2]王昕,都金鳌.论企业信息资源的整合[J].计算机应用,2007(10).
[3]陈勇跃,夏火松.企业信息资源管理体系的构建研究[J].情报理论与实践,2010(4).
猜你喜欢
今日农业(2022年16期)2022-09-22
今日农业(2021年19期)2021-11-27
科学与财富(2021年36期)2021-05-10
进出口经理人(2021年8期)2021-02-12
英语文摘(2020年9期)2020-11-26
中国外汇(2019年9期)2019-07-13
知识经济·中国直销(2018年12期)2018-12-29
知识经济·中国直销(2018年10期)2018-11-06
知识经济·中国直销(2018年3期)2018-04-12
知识经济·中国直销(2017年12期)2018-01-03
