
生活用纸切纸机控制系统设计
2016-05-03 07:33:56作者熊伟华东莞市技师学院黎燕东莞科学馆
电子制作 2016年7期
作者/熊伟华,东莞市技师学院;黎燕,东莞科学馆
生活用纸切纸机控制系统设计
作者/熊伟华,东莞市技师学院;黎燕,东莞科学馆
文章摘要:切纸机是生活用纸行业广泛使用的一种纸张加工设备,主要完成生活用纸复卷后的裁切功能。本论文主要针对生活用纸带锯切纸机电气传动控制系统进行了研究。通过对带锯切纸机的工作原理和生产工艺的分析,得出切纸重复误差偏大,改变切纸长度时,调整难度大的弊端,生产靠手工完成,自动化水平低。针对这些问题,采用先进的步进驱动系统、PLC控制、触摸屏操作。切割速度、长度可通过电脑控制屏设定,推进、切割、磨刀更加流畅和连续。完成了控制的仿真工作,在此基础上进行了系统调试。通过对调试结果的分析,控制系统满足要求。
关键词:带锯切纸机;步进驱动;PLC控制;触摸屏
引言
随着我国经济的发展,人们的生活水平不断提升,对生活用纸的需求量大大增加,这一方面促进了我国纸业的发展,同时也对生活用纸加工设备的性能提出了更高的要求。生活用纸切纸机有卫生纸切纸机、餐巾纸切纸机、抽纸切纸机、方块纸切纸机、盘纸切纸机、擦手纸切纸机、面巾纸切纸机等切纸机械组成。卫生纸切纸机更多的是指带锯,也就是用来切卫生纸卷纸的带锯切纸机。带锯切纸机配备自动磨刀、活动台板装置,可以根据所需的长度、宽度切成所需的卷纸成品。切纸机有手动切纸机,电动切纸机,数控切纸机等,生产生活用纸的厂家大部分采用的是手动带锯切纸机,自动化水平非常低。基于这样的现状,急需改变国内生活用纸机械落后的状况,在引进国外先进技术的基础上,消化吸收和开发经济适用的造纸机械设备,以满足国内生活用纸加工业发展的需求。目前国内的切纸机与国外的相比还存在着一定的差距,主要表现在车速低、控制精度差、稳定性和可靠性差等方面。本文研究的主要目的是设计一个好的控制方法和电气控制系统以提高切纸机的切纸精度,提高自动化生产水平。
1.切纸机控制方案的分析与设计
■1.1切纸机的结构及工作原理
带锯式自动切纸机是用来切割客户定制尺寸的卫生卷纸和方巾纸的自动化设备,可分切有芯卷纸、无芯卷纸和方巾纸。当纸卷被推进到切割系统时,它会被夹具夹住,并被送到切刀上进行切割。该设备的主要特点:
1)气动进刀,减少噪声和电力损耗。
2)一次切2条纸,提高生产效率。可选择单条、双条切纸。
3)配置先进的光电检测系统,自动计数,无料时停机。
4)可以自行设定纸头长度,切口平整,分切精确。
5)切割系统配有自动磨刀系统,砂轮可自动根据切割次数来准确研磨刀片。磨刀的时间、频率可通过电脑控制屏设定。
6)采用先进的步进驱动系统、PLC控制、触摸屏操作。切割速度、长度可通过电脑控制屏设定,推进、切割、磨刀更加流畅和连续。
7)卷纸输送:PLC人机界面、出纸口自动输送。系统能自动识别纸头、纸尾,并按要 求切指定的长度,纸头、纸尾接送至与纸球不同的传送带。
8)可与卷纸机实现联动,机台上满2条纸,切纸机自动切割。
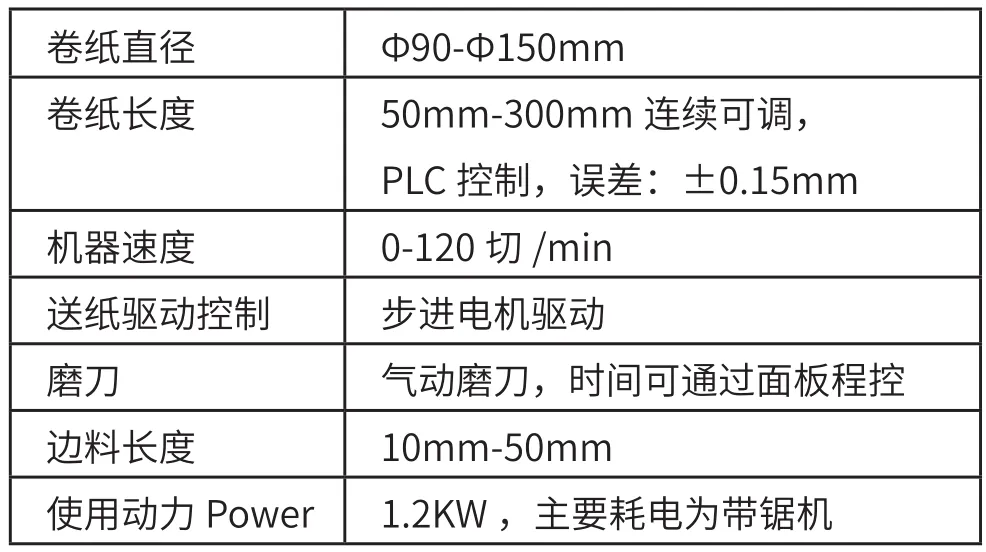
■1.2切纸机的主要参数
切纸机加工出卫生卷纸,其主要参数列表如下:
2.控制系统的硬件设计
■2.1步进电机选型的计算
已知:同步带直线平台水平运动,行程L=120mm,传动时间 t=0.4秒,重复定位误差 0.15mm, 纸质量M=12kg, 无外力。现选定:电机型号、带轮直径、最大细分数。
2.1.1运动学计算
平均速度:V=0.12/0.4= 0.3m/s
设加速时间为0.1秒,减速时间为0.1秒,则加减速时间为0.2秒
故:L=0.2×Vmax/2+0.2×Vmax=0.12m
Vmax=0.12/(0.1+0.2) = 0.4m/s
加速度为:a=0.4/0.1= 4m/s2
加速距离 S1=4×0.1×0.1/2= 0.02m
匀速距离 S2=0.4×0.2=0.08m
减速距离 S3= S1=0.02m
总距离 S=S1+S2+S3=0.120m 符合要求。
2.1.2动力学计算
传动带上的拉力 F=Ma + f
摩擦力 f=uMg=0.1★24★9.8=23.52N 设导轨摩擦系数u= 0.1
惯性力 F1=Ma=24★4= 96N
传动带上的拉力 F=Ma + f = 119.52N
2.1.3选择传送带直径和步进电机细分数m
设传送带直径 Φ=60mm。
周长C=3.14★60= 188.4 mm
核算定位精度:脉冲当量 δ=C/(200★m) < 0.15 m>C/(200★0.15) = 188.4/(200★0.15) = 6.28
核算最大转速:nmax = Vmax/C = 0.4/(188.4/1000 )= 2.123 r/s =2.123★60 r/分=127.39 转/分
取细分数m=8
脉冲当量 δ=C/(200★m) = 188.4/200/8= 0.118 mm
2.1.4计算电机力矩、选择电机型号
没用变速装置,电机力矩等于负载力矩
T= F★Φ/2 = 119.52 ★ 60/2/1000 = 3.585 Nm
取安全系数为2.0 ,故电机力矩 T0= 3.585★2.0 = 7.2 Nm
选电机为:86系列 静力矩为8.7 Nm, 步距角为1.8°,轴径12.7mm,
型号:LL86HB118,机身长 118mm, 静力力矩:8.7 Nm , 安装尺寸:69.5★69.5 mm
2.1.5必要脉冲数
如下图,2相步进电机(1.8°/步)驱动物体运动1秒钟。驱动轮的周长(3.14×60=188.4)即旋转一圈移动的距离大约为188.4[mm]。设纸长120mm。D=60 mm.
因此,所需要的必要脉冲数为:

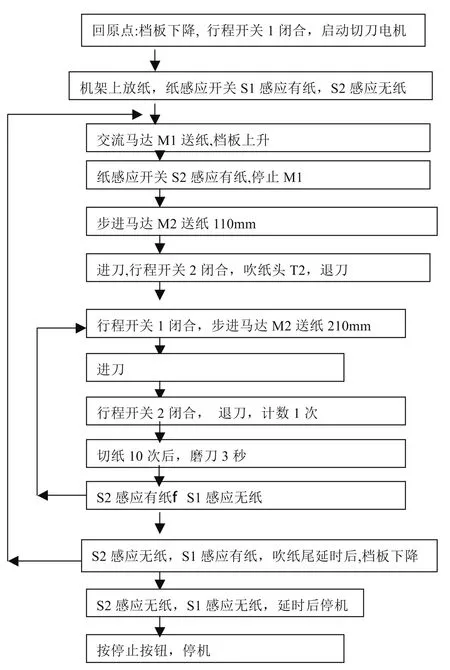
图1 动作流程

图2 动作示意图
采用自启动方式驱动0.4秒钟,则驱动脉冲速度计算:

■2.2硬件选择
(1)PLC:三菱 FX1S-30MT;
(2)步进电机:LL86HB118;
(3)触摸屏:F940GOT-SWD-C;
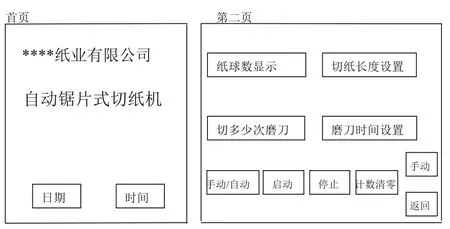
3.触摸屏设计
触摸屏的设计界面如下:
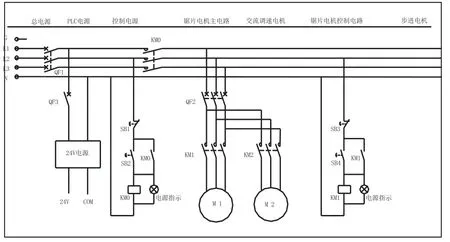
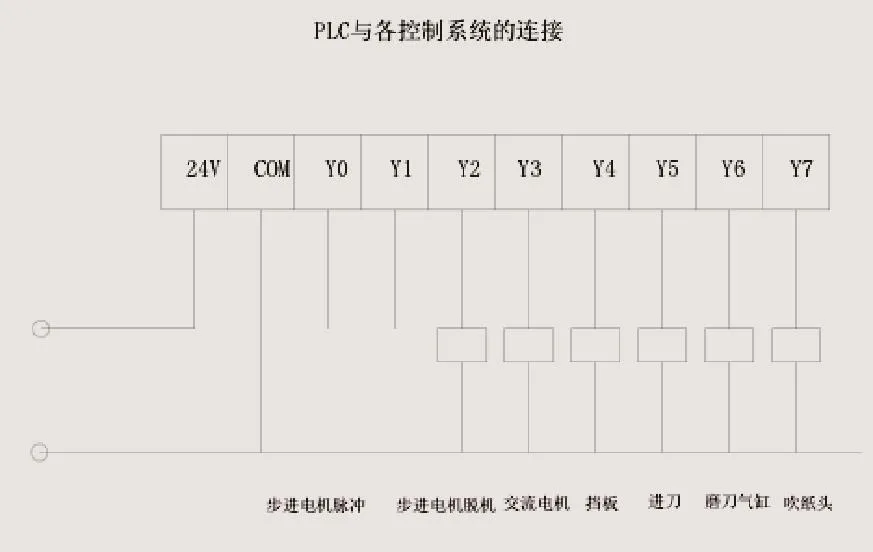
4.设备接线图的设计
根据控制方案选好硬件设备后,设计出硬件设备的控制原理图、设备接线图、电器柜和操作台尺寸、开孔及安装图交付给装配厂进行装配。控制电源、PLC电源、步进电动机电源控制电路图如下。
5.控制系统的软件设计
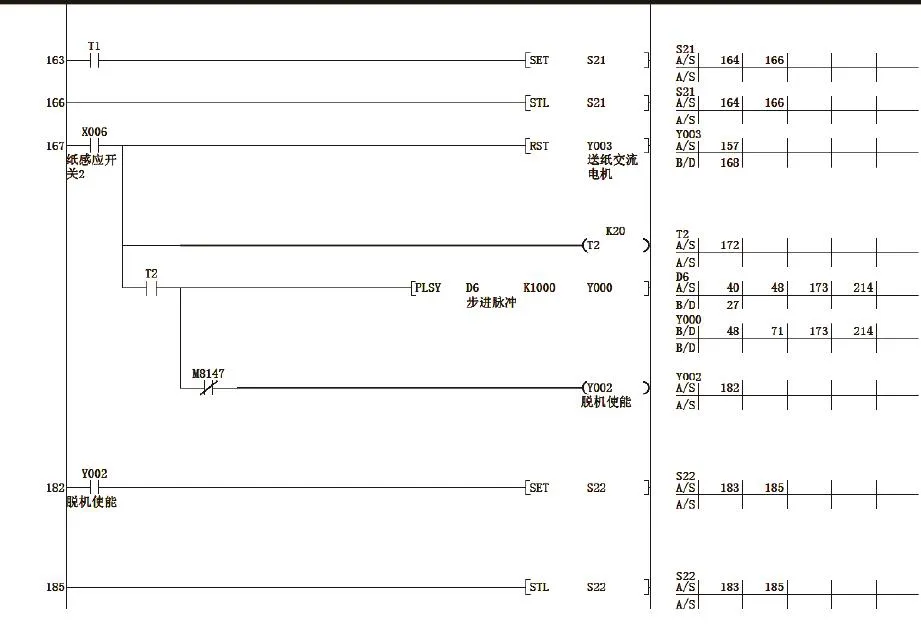
■5.1PLC程序设计
在切纸机的控制系统中PLC是整个控制系统的控制中心,主要的控制功能都是通过PLC来实现的。根据控制方案和生产要求及工艺对系统进行控制程序设计,主要是对PLC进行程序设计,在这里就步进电机控制的梯形图程序设计进行介绍。PLC程序组成部分如下:
■5.2触摸屏软件设计
该控制系统的触摸屏选用三菱F940GOT-SWD-C,切纸机的操作控制主要通过触摸屏来进行。采用的专业开发软件GT Designer2, GT Simulator2 进行设计。因操作界面较多,在这就简单地介绍主界面,如图所示。

6.调试及运行结果分析
通过调试软件进行在线调试,对系统的一些参数进行了设置和调整。对系统的运行结果进行了分析,在速度的稳定性,同步性上都达到了控制的要求,该系统己经在实际中运行,有些参数还需在运行阶段一步步的调整以达到最佳的控制效果。
本文主要是对切纸机交流变频调速控制系统进行电气设计,电气设计包括:控制方案的设计、硬件系统的设计、软件系统的设计、控制系统的调试几个环节。通过对这几个环节的设计和实现,总结出该电气控制系统主要有以下特点:
1)通过分析其他厂家的切纸机控制系统在生产过程中出现的问题,设计了比较完善的控制方案,使得控制系统的控制精度大大提高。
2)在切纸机的难点控制,即切刀速度相对送纸速度的同步控制,提高了速度控制的稳定性和同步性,实现了对切纸机的高效连续调速控制和精确控制。
3)根据控制方案结合经济成本选择了合适的硬件,设计了满足控制要求的硬件系统。
4)根据生产工艺及控制要求设计的软件控制程序很好的实现了对系统的控制,由步进驱动系统、PLC控制、触摸屏组成的软件控制系统具有很好的实时性和有效性。
5)触摸屏的使用使得该控制系统的操作被大大简化,降低了生成成本。
需要指出的是由于受到一些客观条件的制约,所以不可能面面俱到地对实际项目的各个方面进行透彻地研究和分析,尚有一些工作还需要进一步的展开和完善。
7.结束语
由以上分析可知,采用步进控制可以满足切纸精度的要求,操作自动化,减少了人工操作,提高了生产效率,降低了生产成本。
【参考文献】
*【1】郝鹏飞,康家玉.切纸机传动工艺分析【J】.陕西科技大学学报,2008,26(8):92—95.
*【2】弭洪涛.可编程控制器(PLC)原理及应用【M】.北京:中国水利水电出版社,1999:1—6.
*【3】史悦.触摸屏技术及应用【M】.成都:电子科技大学出版社,2002:1—8.
*【4】沈锦飞,颜文旭.基于PLC的圆筒滚刀切纸机精度优化控制【J】.电气传动,2002,43(6):32—34.
*【5】张楚清.高速切纸机控制系统介绍【J】.湖北造纸,2005,42(2):25—26.
*【6】王万新.公共直流母线在交流传动中的应用【J】.电气传,2002,43(5):57.58.
猜你喜欢
装备制造技术(2019年12期)2019-12-25 03:06:36
电子制作(2018年19期)2018-11-14 02:37:02
知识就是力量(2018年7期)2018-07-11 06:39:56
建筑建材装饰(2016年11期)2016-12-29 19:13:49
科技创新与应用(2016年34期)2016-12-23 18:52:54
科学与财富(2016年18期)2016-12-22 17:51:16
电子技术与软件工程(2016年19期)2016-12-19 18:49:35
数字技术与应用(2016年9期)2016-11-09 22:09:07
科技视界(2016年14期)2016-06-08 19:01:12
河南科技(2014年12期)2014-02-27 14:10:32
