镶套修复法在水电站的应用及工艺分析
2016-04-27 03:03刘加将范小波
四川水泥 2016年10期
刘加将 范小波 袁 东
(四川华能巴塘水电有限公司)
镶套修复法在水电站的应用及工艺分析
刘加将 范小波 袁 东
(四川华能巴塘水电有限公司)
镶套法,即通过在轴或孔中镶一个套环,对已磨损的孔轴配合关系进行校正修复的方法。此方法最先应用于修理行业,并得到了较好的效果论证。在水轮机中,由于磨损等原因易造成零部件轴孔位置的材料损失,进而造成零部件损坏。我们如何用镶套法将损坏的零部件修复成合格品呢?在本文用加工实例对该问题进行了浅略的分析。
水轮机;零部件;镶套;工艺
1 前言
在水电站中,水轮机零部件因磨损等原因易造成尺寸偏差,而这些尺寸偏差的零部件中由于没有加工余量,故无法用简单的加工方法修复。对于一些简单价值不大的零部件,我们通常将之作报废处理,而对于一些价格不菲的贵重零部件,在不影响产品质量和使用效果的前提下,我们则可借鉴修理行业中的镶套法,完成对零部件的修复,以获得较好的经济效益。镶套法对零部件母材要求不高,能较好适用于焊接性能不高的母材中。水轮机由于重量高、体积大,若不能有良好的镶套工艺,可能导致镶套开裂、脱落等情况发生。电力行业涉及国家经济命脉,在水轮机中使用镶套技术必须保证水轮机的运行安全。
2 案例分析
四川某水电站在机组检修过程中发现,水轮机浆叶转臂螺孔处疑似有裂纹,最终经UT、PT探伤后确认为贯穿性裂纹。通过分析发现,该浆叶转臂螺孔因扩孔等原因对其进行了镶套处理,因处理过的螺纹孔的焊接部位是螺纹孔受力的最薄弱部位,在机组长期运行过程中其镶套的焊接部位由于交变应力等影响,发生疲劳损坏,产生了裂纹。通过进一步分析发现,该螺孔采用的是直筒式镶套,镶套两端采用的封盖封焊,故叶片对浆叶转臂的作用力主要集中在浆叶两端焊缝上,从而必然会导致浆叶转臂螺孔在长期运行过程中因应力集中而产生裂纹,是一起典型的因镶套工艺欠佳造成的设备缺陷。下面就该电站水轮机浆叶转臂螺孔裂纹处理方法来阐述镶套修复法的工艺要求及注意事项。

图1 浆叶转臂螺孔探伤情况
3 材料选择
浆叶转臂材料为35CrMo(合金调质钢),其碳当量值Ceq=0.72%,该材料的硬倾向较大,热影响区热裂和冷裂的可能性较大,在调质状态下焊接时热影响区的冷裂倾向将会很突出,其可焊性差,故而同样采取镶套修复法。根据浆叶转臂材质,镶套材质选择45号钢,该钢材冷塑性一般,退火、正火比调质时要稍好,具有较高的强度和较好的切削加工性,经适当的热处理以后可获得一定的韧性、塑性和耐磨性,材料来源方便。
4 结构设计
通过案例分析中可以看出,造成浆叶转臂螺孔开裂的主要原因为螺栓作用力集中在焊缝上造成。为避免该情况发生,可在镶套处增加台阶面,当镶套承受螺栓轴向拉力时,镶套台阶可将该作用力分散到浆叶转臂上,从而避免焊缝应力集中。根据浆叶转臂尺寸,确定镶套总高度为128mm,通过45号钢力学性能,初步设计镶套台阶高度为 15mm,通过螺栓尺寸确定镶套外径为 125mm,由浆叶转臂表面精度确定镶套端面精度为Ra2.5。镶套与浆叶转臂为孔轴配合关系,为使镶套与浆叶转臂配合紧密,可考虑 0.05-0.08mm的过盈配合量,镶套通过冷冻工艺装配。为增加镶套与浆叶转臂之间的摩擦力并结合加工难易程度,镶套表面精度确定为Ra7.5。
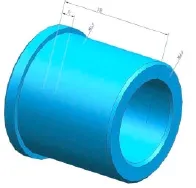
图2 镶套结构图
为验证设计的镶套是否能够满足水轮机力学要求,需要对镶套进行强度分析。假设镶套通过冷冻工艺装配在浆叶转臂上并两端封焊,在螺栓(螺纹M90*4)拉应力的作用下产生变形及应力。根据水轮机结构及主要零部件重量,预估螺栓预紧力为500KN。计算模型采用10 节点四面体单元sold187,用Nx Nasran.design软件求解。由镶套与浆叶转臂的配合方式可知模型的边界条件,镶套的法兰端面为固定约束,外圆为径向约束。
根据镶套模型,计算出镶套最大变形量为0.0526mm,考虑到镶套两端最终将封焊,实际变形量将小于此值,镶套变形量设计满足水轮机力学要求。根据镶套模型,计算出镶套最大应力为224.18MPa,在未考虑镶套两端封焊的及镶套的紧量的情况下,镶套的最大应力远小于45号钢的许用应力600MPa,镶套力学强度满足水轮机力学要求。
由于镶套结构的改变,需要在浆叶转臂上增加高度为 15mm的台阶以便于镶套的装配。
5 装配工艺
镶套与浆叶转臂过盈量为0.05-0.08mm,可以将镶套用冷冻工艺进行装配,装配完成后必须保证镶套与浆叶转臂的平整度。镶套两端焊缝为保证强度必须采用开坡口的方法进行封焊,不能采用封盖堆焊的方式封焊。根据金属材质,焊接选择J507焊料,将浆叶转臂及镶套加热后用氩弧焊焊接(有一段焊缝在密封槽内,需要在车床上加工),焊接完成后进行打磨。当焊接工作完成后,清理干净镶套两端焊缝,对焊缝进行UT、PT探伤,探伤合格后加工螺纹。
6 结束语
机械设备修复没有一种十全十美的方法,修复方法应该综合考虑设备安全性、修复费用、修复时间等。水电站涉及电网安全,关系国家经济命脉,设备安全性应当是选择修复方法的第一要素。镶套修复法虽然工艺较为复杂,但是在采取适当的措施及合理的工艺流程后能够有效保证设备的安全,必将在水电站设备修复中占有重要地位。
[1]曹宏生.镶套修复法在加工修护中的应用.汽车零部件.2010
[2]国家标准局.气焊、手工电弧焊及气体保护焊焊缝坡口的基本形式与尺寸(CB/T985-2008).2008
[3]中国华能集团公司.水力发电厂金属监督技术标准(Q/HB-J-08.L19-2009).2009
G322
B
1007-6344(2016)10-0263-01
刘加将,范小波,袁东,助理工程师,现工作于四川华能巴塘水电有限公司,公司所在地为四川成都,邮政编码为610041。
猜你喜欢
大电机技术(2022年3期)2022-08-06
轨道交通装备与技术(2021年4期)2021-09-16
大电机技术(2021年3期)2021-07-16
装备制造技术(2020年4期)2020-12-25
轮胎工业(2020年2期)2020-03-01
中国建筑金属结构(2018年4期)2018-05-23
水电站机电技术(2016年1期)2016-02-28
装备环境工程(2015年5期)2015-02-28
装备环境工程(2015年5期)2015-02-28
装备环境工程(2015年5期)2015-02-28