
陶瓷弹丸喷丸强化工艺与质量控制在起落架制造技术中的应用研究
2016-04-26 09:21:47王晓平贾军锋
新技术新工艺 2016年3期
周 亮,王晓平,贾军锋,王 伟
(1.中国人民解放军驻陕西飞机工业(集团)有限公司军事代表室,陕西 汉中 723200;2.中航飞机股份有限公司 长沙起落架分公司,陕西 汉中 723200)
陶瓷弹丸喷丸强化工艺与质量控制在起落架制造技术中的应用研究
周亮1,王晓平1,贾军锋1,王伟2
(1.中国人民解放军驻陕西飞机工业(集团)有限公司军事代表室,陕西 汉中 723200;2.中航飞机股份有限公司 长沙起落架分公司,陕西 汉中 723200)
摘要:在国内外陶瓷弹丸喷丸强化技术应用的基础上,结合某型飞机起落架的研制生产,通过不同材料的产品,用不同规格的陶瓷、铸钢弹丸喷丸进行对比试验,找出了喷丸强化对材料表面产生残余压应力的变化规律,以及强化效果与喷丸前表面状态的关系。从而优化了飞机起落架陶瓷弹丸喷丸的工艺参数,保证了过程质量受控,提高了产品寿命。
关键词:陶瓷弹丸;喷丸强化;起落架;质量控制
飞机起落架是飞机的关键承力部件之一,既承受着飞机起落过程中极大的冲击力作用,又具有特殊环境下的抗腐蚀能力;因此,对材料的性能、零件的设计及其制造工艺要求极高。据统计,60%~80%的起落架零件是由于疲劳破坏而失效的。由于大多数零件疲劳断裂时的疲劳裂纹源在表面,为此,在起落架制造过程中采取了许多提高零件表面抗应力腐蚀、抗疲劳性能的技术,其中表面喷丸强化就是一种典型的工艺方法,喷丸强化后的产品如图1所示。与其他表面强化工艺(例如滚压、表面热处理和表面化学热处理等)相比,喷丸强化具有设备简单、操作方便、适应面广、节能省时、成本低廉和效果显著的特点。该工艺已经在航空工业中得到了大量应用[1-2]。

图1 起落架及零部件喷丸强化外观
1国内外陶瓷弹丸喷丸强化技术应用情况
喷丸强化的弹丸种类较多,如铸钢弹丸、玻璃弹丸、陶瓷弹丸、钢丝切割弹丸及渗碳钢丸等。由于陶瓷丸的密度小(约是铸钢丸的1/2),对材料喷丸强化时所采用的喷丸强度比铸钢丸的小,因此,陶瓷丸喷丸后对材料表面产生的残余压应力比铸钢丸的小。另外,陶瓷丸喷丸强化在环保、降本节能以及对喷丸设备的保护上具有显著优点,在国外已得到广泛应用,如波音、空客和道蒂等各大航空公司对陶瓷喷丸强化工艺已有成熟的标准,并应用于各种材料(钛合金、铝合金和高强度钢等)、各种零件(齿轮、轮毂、弹簧、刹车杆和扭力臂等);在国内,对零件表面的喷丸强化,主要以铸钢弹丸喷丸强化为主。陶瓷喷丸技术尚处于起步阶段,还没有形成完整的工艺技术标准,采用陶瓷丸喷丸时,绝大多数用作清理工序,以清除铸钢丸喷丸时在零件表面上产生的铁质粉尘污染物等。
2陶瓷弹丸喷丸强化工艺技术特点
TC18钛合金、7050铝合金、300M钢及A100钢等材料是现代长寿命、高性能飞机起落架主要承力构件的常用材料。由于材料成分、材料性能及其使用要求不同,有色金属及超高强度钢表面喷丸强化与普通碳钢有所不同,常用的铸钢丸喷丸强化对其表面会造成一定的污染及损伤,必定对疲劳寿命产生不良的影响,使得材料未能充分发挥出其应有的性能水平。陶瓷弹丸及其喷丸工艺技术恰能弥补铸钢弹丸及其他弹丸喷丸强化带来的缺陷。与其他弹丸喷丸强化相比,陶瓷弹丸喷丸强化具有如下优点。
1)由于其化学惰性,陶瓷弹丸比其他弹丸可适用的材料更广泛,几乎所有材料的喷丸强化都可用陶瓷弹丸,尤其是钛合金、铝合金等怕铁污染的金属。
2)由于陶瓷丸密度小(约是铸钢丸的1/2),硬度大,对材料喷丸强化时所采用的喷丸强度一般也比铸钢丸的小,因此,陶瓷弹丸喷丸后对材料表面产生的残余压应力也应小于铸钢丸。
3)在基体表面粗糙度相同的情况下,陶瓷丸喷丸能产生比铸钢丸喷丸更低的表面粗糙度值。
4)陶瓷弹丸由于其具有耐磨性好、破碎后的外观呈光滑型等特点,60个循环后陶瓷弹丸只有极少数弹丸破碎,新旧陶瓷弹丸对比如图2所示。破碎后的碎片保持原始的形状,表面光滑,对设备损伤较小,对环境污染很小,使用成本较低。

图2 新旧陶瓷弹丸对比
3典型材料喷丸强化对比
通过采用铸钢丸和陶瓷弹丸对300M钢、A100钢、7050铝合金和TC18钛合金等典型材料进行表面喷丸强化工艺对比,得出如下结论。
1)不同的零件材料,在相等或相近喷丸强度下,分别经铸钢丸和陶瓷丸喷丸后零件表面产生的残余压应力大小不同。对于超高强度钢,铸钢丸与陶瓷丸产生的残余压应力相当;对于钛合金和铝合金,陶瓷丸能产生更大的残余压应力。
2)零件的表面状态与喷丸强化效果关系较大。喷丸前表面粗糙度较小时,强化效果明显,表面粗糙度较大时,强化效果与铸钢丸相当。而对于TC18钛合金和7050铝合金,当喷丸前表面粗糙度较小时,强化效果较明显。
3)分别用铸钢弹丸、陶瓷弹丸对300M钢材料试件进行喷丸,用Quanta600扫描电镜(SEM)分析其形貌(见图3和图4)。从表面形貌角度分析,由于弹丸自身密度较高,冲击力较大,铸钢弹丸喷丸更容易遮盖机械加工的刀痕,但同时又会引入较深的弹坑,不利于提高零件的疲劳性能;使用陶瓷弹丸喷丸,选用较大的喷丸强度,既能遮盖加工刀痕,又能保证较好的平整度,有利于发挥喷丸的强化作用[3]。
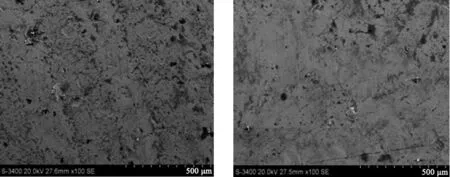
图3 用铸钢弹丸喷丸后 图4 用陶瓷弹丸喷丸后 的表面形貌 的表面形貌
4喷丸工艺
通过上述研究分析,结合起落架的结构特点,对起落架零件陶瓷弹丸喷丸工艺从如下几个方面进行控制。
1)技术文件。依据Q/6SZ 2287—2012A标准,编制陶瓷丸喷丸强化工艺规程。
2)设备。选用数控喷丸机RSM-50-MR-CS/SS-2-2011,该喷丸机具有铸钢(S230)和陶瓷(Z300)等2种弹丸的喷丸能力,也能对零件小孔及深孔进行喷丸,并具有实时监控喷丸压力、弹丸流量及故障自动检测和报警等功能。
3)人员资质。针对新设备和新规范,对从事喷丸操作和检验的人员进行培训,经过考核合格后持证上岗。
4)材料控制。喷丸所使用的弹丸、试片和筛网等符合相应的标准,具体见表1。但对零件的内圆角、沟槽等进行喷丸时,所选弹丸尺寸应小于喷丸区内最小圆角半径的1/2;如果弹丸通过凹槽或缝隙才能喷到待喷表面时,其尺寸应小于开口宽度的1/4。弹丸表面应无灰尘、油污或其他污物。

表1 喷丸使用的弹丸、试片和筛网等技术条件
5)工艺流程。工艺流程如图5所示,在第1组喷打试片检查合格后,采用相同的设备、工艺参数完成零件及第2组试片的喷丸工作,并检查2组试片弧高度值和覆盖率是否一致[4]。
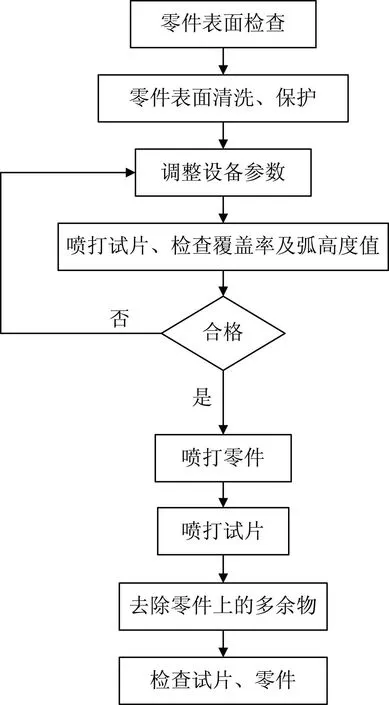
图5 喷丸工艺流程图
5质量控制
5.1材料
对于陶瓷喷丸中使用的试片、弹丸和筛网等材料应严格控制,即应经过入厂复验合格后方能使用。
5.2设备
喷丸设备自动化控制程度越高,越能保证喷丸质量。应保证喷丸设备具有稳定的喷丸强度和均匀的覆盖率;具备去除破碎弹丸的分选装置;并且能通过控制压缩空气调整压力,推动干燥弹丸均匀流动;气路系统装有气压控制装置和油水分离器,既能保证稳定的弹丸流,还能抽风除尘,满足环保要求。
5.3喷丸前准备
喷丸前零件应满足工程图样或数模要求,同时应对喷丸区域的所有锐边和尖角进行倒圆;所有热处理、磨削、切削、磁力探伤或渗透以及硬度检查均在喷丸前进行,并完成零件所有塑性变形的校正工作;喷丸前应对零件表面进行清洗,确保表面无油脂、污垢和灰尘等污染物。
5.4喷丸过程控制
每批零件在4 h内完成时,生产结束后至少要进行1次强度验证;但若使用计算机控制和监视喷丸设备进行喷丸强化工作时,生产结束后可不进行强度验证。首批件喷丸应提供喷丸强度曲线,喷丸曲线应由原点和至少4点(第1点的时间为小于Almen试片100%覆盖率所要求的时间,且至少有1点指示饱和状态,还有1点的喷丸时间至少应是饱和点时间的2倍或以上)在弧高度-时间坐标图中绘制出来(拟合曲线如图6所示),由此确定出饱和点,即喷丸强度。零件喷丸工艺参数与试片喷丸工艺参数相同,在进行零件喷丸强化前、后应分别进行1次试片喷丸,只有当2次试片喷丸的弧高度值、覆盖率都合格时,才能认为产品喷丸强化合格。

图6 喷丸强度的确定方法
5.5喷丸后控制
喷丸后清除零件表面上的弹丸和遮蔽物,原则上不能进行热处理及其他与应力释放有关的工序。喷丸后零件可采用喷丸成形和校正校形,当用其他方法校形时,校形后应进行渗透检查。经过喷丸后的表面粗糙度Ra,可以通过轻珩磨、研磨、手工砂光或砂带轮抛光的方法进行改善。
5.6不合格品控制
当零件喷丸前、后2次喷丸强度测定符合图样要求,则此2次检测之间的零件为合格品;若最后喷丸强度未达到图样要求,允许按要求进行补喷,补喷后产品的覆盖率可用10倍放大镜观察表面,需喷丸的部位表面均应被弹丸坑覆盖,不应有漏喷;若有漏喷部位,允许进行补喷或局部补喷,覆盖率检测在一批中可随机抽取3~5件,若抽检发现漏喷后,第2次检测时应加倍,再发现漏喷则应逐件进行检验。
6结语
综上所述,可以得出如下结论。
The Applied Research of Ceramic Shot Peening Process and Quality Control in the Gear Manufacturing Technology
ZHOU Liang1, WANG Xiaoping1, JIA Junfeng1, WANG Wei2
(1.The Military Representative Office of Shaanxi Aircraft Industry (Group) Co., Ltd., Hanzhong 723200, China;2.AVIC Landing Gear Advanced Manufacturing Group Co., Ltd., Hanzhong 723200, China)
Abstract:The article finds out transformation rule and strengthened effect of residual compressive stress caused by shot peening strengthening on the surface of material, and the relationship with surface condition prior to peening, based on technical application of domestic and foreign ceramic shot peening strengthening, in combination with the development production of aircraft landing gear, and by test compared ceramic shot of different strength with different material. Thus, optimize process parameter of ceramic shot peening of aircraft landing gear to ensure process quality control to improve the product life.
Key words:ceramic shot peening, peening strengthening, landing gear, quality control
中图分类号:TQ 174.5
文献标志码:A
猜你喜欢
百科探秘·航空航天(2020年8期)2020-07-29 09:06:03
军民两用技术与产品(2019年12期)2020-01-19 05:13:00
电镀与环保(2018年2期)2018-04-19 02:05:00
中国科技博览(2016年18期)2016-10-19 09:03:36
中国科技博览(2016年18期)2016-10-19 08:46:18
科技视界(2016年21期)2016-10-17 17:58:28
科技视界(2016年20期)2016-09-29 13:11:33
科技视界(2016年20期)2016-09-29 13:10:51
科技视界(2016年20期)2016-09-29 13:10:08
民用飞机设计与研究(2015年3期)2015-12-07 12:09:38
