
锂离子动力电池成组技术及其连接方法简述
2016-04-23 11:31张贵萍宋佑黄子康李锦运黄子欣吴际良黄新华余克清
新材料产业 2016年5期
张贵萍 宋佑 黄子康 李锦运 黄子欣 吴际良 黄新华 余克清
随着国家对新能源汽车的大力支持,各地政府的强力推广,相应公司的生产量、生产效率的高要求不断刷新。众所周知,锂离子动力电池都是以电池模组(电池包)用在新能源电动车里,动力电池模组是由多个单体电芯串联并联组装而成,单体电芯之间连接与加固,要求连接片与电池的极柱接触电阻小、抗振动、牢靠程度高。无论是用激光焊焊接、电阻焊焊接还是螺栓机械锁紧,都必须保证成组后的电池系统在电动车辆实际行驶过程中的可靠性和耐久度。在不同的动力电池系统设计需求里,其体积能量密度、质量比能量密度以及体积功率密度等都会与动力电池系统中单体电池之间连接结构与工艺相关,本文对单体电池形状、极柱(极耳)的类型、最新和常用的锂离子动力电池成组方法进行简述。
一、单体电池形状和极柱(极耳)的类型
单体电池在形状上可分为常见的圆柱型和方形,从外壳材质上可分为金属壳(钢壳或铝壳)和铝塑膜封装(聚合物锂电池)。从极柱类型上又可以分为外螺纹极柱、内螺纹型极柱、平台型极柱以及铝镍长条型极耳(聚合物锂电池类型的极耳)。不同极柱类型的电池,在电池成组方式、连接工艺也会有很大不同,同时有各自的优缺点。动力电池模组是由多个单体电池连接组成,而单体电池之间连接的方法和工艺的选择需根据电池类型及其极柱(极耳)的类型来定。
1.外螺纹极柱型电池
外螺纹极柱电池见图1所示。单体电池之间通常采用机械锁紧的连接工艺。这一工艺的优点是组装连接可以采用多种方式、简单灵活;缺点是由于自身结构限制,相对于平头型极柱,体积能量密度稍大。
2.内螺纹极柱型电池
内螺纹极柱型电池见图2所示。单体电池之间通常采用机械锁紧的连接工艺。这一工艺的优点是组装连接可以采用多种方式,易于拆卸;缺点是由于自身结构限制,相对于平头型极柱,组装过程需要增加金属配件,电池模组质量有所增大。
3.平头极柱型电池
平头极柱型电池见图3所示。单体电池之间通常采用电阻焊接或激光焊接的连接工艺。这一工艺的优点是相对于以上2种极柱类型电池,平头极柱型电池成组后的电池模组体积小,体积能量密度高,质量能量密度高;缺点是连接工艺选择方式单一,组装完成的电池不易拆卸替换,只能以焊接方式完成成组组装。
4.长条型极耳电池
长条型极耳电池如图4所示。单体电池之间连接成组时,其连接片与极耳之间通常采用激光焊或锡焊或电阻焊接的连接工艺或非焊接式机械压紧。这一工艺的优点是体积能量密度和质量能量密度较高;缺点是成组工序复杂,需要较多辅助的支架等。
二、不同极柱类型电池的连接工艺
动力电池系统成组时,单体电芯之间连接片的连接,一般采用激光焊、电阻焊以及螺栓机械紧固。每颗电芯之间连接的一致性、牢固性,对整体电池模组能量发挥和整车安全具有重要作用。
1.外螺纹极柱型电池
外螺纹极柱型电池通常采用螺栓螺母机械紧固,单体电池之间通常采用机械锁紧的连接工艺。这一工艺的优点是组装连接简单灵活;缺点是外螺纹极柱组装空间所需,相对于其他極柱类型,其体积偏大,体积能量密度受到一定影响。
螺栓或螺母机械锁紧顾名思义是用螺母将连接片与带螺纹极柱拧紧固定,防止松动。它在连接防松设计上可分为摩擦防松、机械防松、永久防松。
摩擦防松一般可采用弹簧垫片防松、自锁螺母防松等;机械防松一般可采用槽形螺母和销子防松、止动垫片防松等;永久防松一般可采用螺纹紧固胶(如厌氧胶)防松等。
上述防止松动的可靠度依次增强,如果考虑后续易拆卸更换电池等因素,可采用机械防松,但其抗振动性需多方面验证,验证通过后可采用。
对于外螺纹极柱型电池,笔者团队研究开发了新型结构的大容量圆柱型电池,其极柱留有用于激光焊接的平台的同时,平台上方又有外螺纹极柱(如图1右所示),用激光焊接连接片的同时,又用螺母通过螺纹极柱对连接片拧紧固定,再用特别设计的保护支架对电池固定。其组装工艺如下:一种圆柱动力锂离子电池的成组组装工装,包括设置在多个排列在一起的单个电池极柱之间的保护支架,如图5所示。保护支架整体为上表面为方形平面,且四周均匀设置有4根支柱,该保护支架的方形平面正中间设置有长方形固定卡槽,任意对称的2边设置有卡座且个数相同,剩余对称的另外2边设置有卡扣个数也相等。该工艺具有结构简单、稳定耐用、生产能力强、原料易于加工的优点,有效克服了市场上电池组连接容易松动、结构不稳定、连接易脱落、制作成本高、生产效率低的缺点。
以上这种利用圆柱动力锂离子电池的成组组装工装的电池组装方法如图6所示。3个排列在一起的单个电池组装成电池组后,将保护支架正中间设置的长方形固定卡槽分别直接卡入电池的正、负极柱上,保护支架卡槽和电池极柱嵌合在一起,保护支架之间通过卡座与“工”型拼装卡扣连接;最后可以将多个排列在一起的单个电池组装成电池组(图7),外螺纹极柱电池成组的模组(电池包)示意图见图8所示。笔者团队研究开发的圆柱动力锂离子电池的成组组装的方法,连接简单,而且连接后能一直保持电池固定状态,连接片与极柱的接触紧配,能保证电路一直处于低内阻状态。
2.平头型极柱电池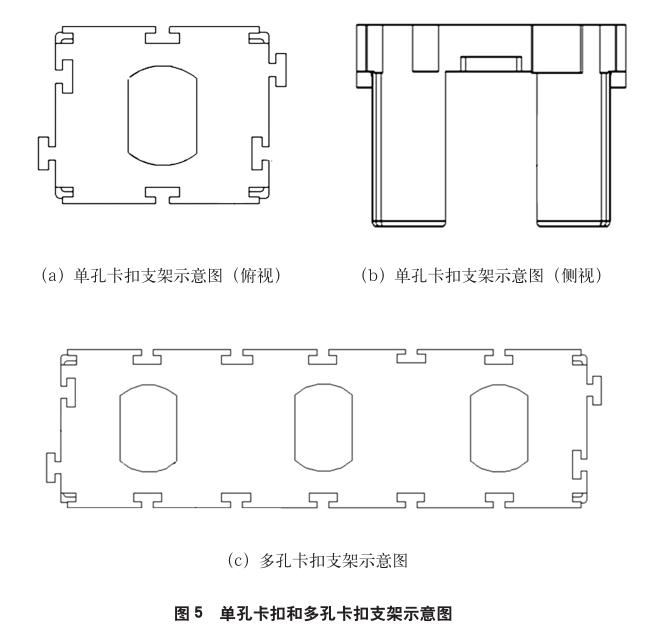
平头型极柱的电池通常采用电阻焊焊接。电阻焊是工件组合后通过电极施加压力,利用电流通过接头的接触面及邻近区域产生的热,将焊件接触点加热到塑性或熔化状态,然后使工件组合焊接到一起的焊接方法。该工艺地方优点为动力电池模组在组装时,单体电池之间用连接片实现串联或并联,连接片通过电阻焊焊接到电池极端上面,组装工序相对比较简单;焊接过程不需要添加任何辅助性焊接材料,批量生产可实现机械自动化,设备成本相对激光焊机不高;对于动力电池模组,电芯之间采用电阻焊焊接加固完成后,电池模组的体积能量密度提高,质量能量密度提高(相对于螺栓或螺母机械锁紧的连接工艺)。而缺点为电池之间的连接片材料有限制,对铝与铝焊接效果不理想等,后续电池模组中的单个电池难以拆卸更换,若要更换,需更换整个模组。
平头型极柱的电池也可采用激光焊接连接。激光焊是利用高能量的激光脉冲对工件需要加工区域进行局部加热。激光辐射的能量通过热传导向材料内部扩散,将材料熔化后形成特定熔池来完成焊接的目的。该工艺主要具有以下一些优点:①在组装动力电池模组时,激光焊接的焊接精度高、强度高、焊接效率高;②在大批量组装生产时,更易于实现自动化生产,保证产品的一致性和质量;③凭借激光焊焊接的优势,电芯之间串联或并联的连接片都可用铝材质代替铜连接片,如此可以提高焊接效率,焊接强度,减少生产材料成本,减轻电芯模组质量,进一步提高整车电芯模组的能量密度。而缺点主要为:①连接片与电池焊接处的平整度要求高,焊接夹具需高精度满足焊接精度要求;②设备比较昂贵。
3.条型极耳的聚合物电池(电芯)
目前聚合物电芯的连接工艺,主要有焊接与不焊接(机械压紧接触式)的2种方式。
(1)焊接
焊接包括激光焊或锡焊2种。由于动力电池组面积大,超声波焊头位置不容易接触,超声波焊接很少被采用,激光焊接是较为理想的焊接方式。锡焊的高温工艺对聚合物电芯极耳处的密封存在一定的风险,同时由于锡的比重大而造成电池组的质量增加;无论激光焊接或锡焊成组工艺,都不利于更换单体电池。
(2)不焊接(机械压紧接触式)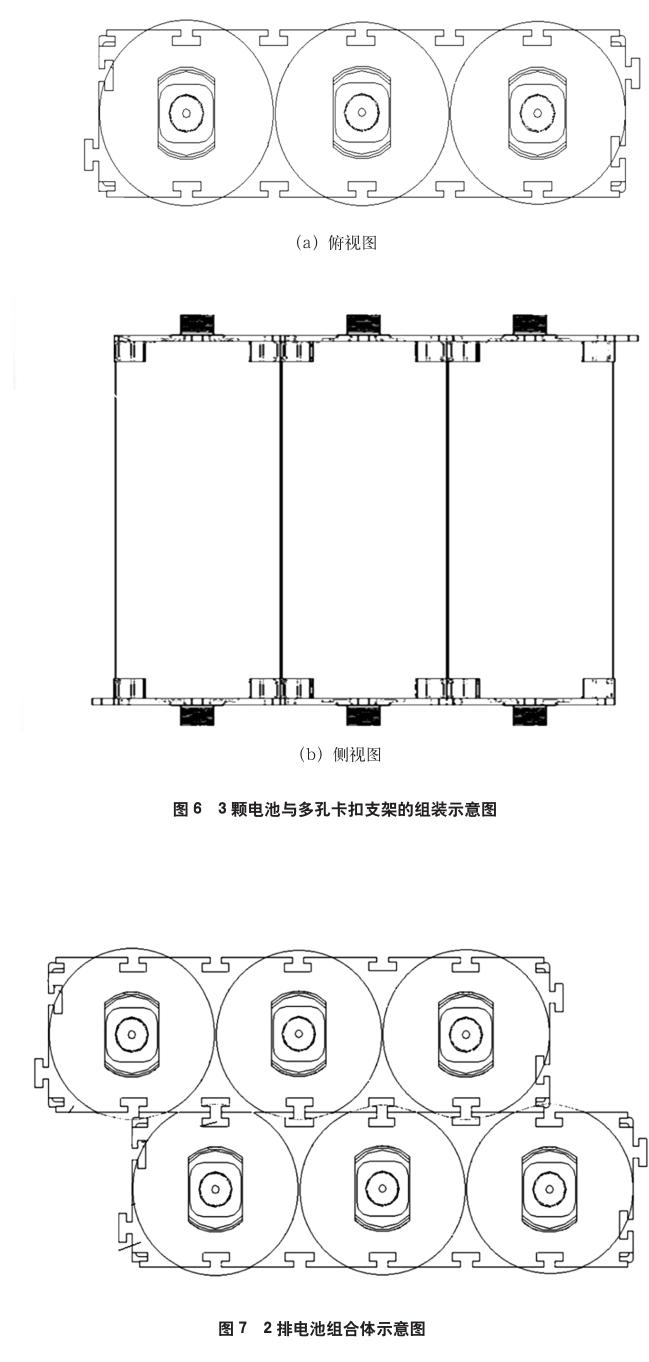
不焊接即可拆卸替换聚合物电芯模组的连接结构与方法,以每个电芯作为独立单元,将每个单元串并联,且能够保证每颗电池可拆卸和替换。这一工艺的优点主要是单颗电池可拆卸替换。长条形极耳聚合物电池成组组装方式的爆炸图见图9所示。
笔者团队发明的可拆卸替换的聚合物电芯模组成组方法,解决了成组后单体电池不易更换的问题,提高了电池组的安全性(详见参考文献[3])。此外,电池组更换单体电池时只要卸下金属板和金属网卷绕体,将极耳弄直就可以快速取下需要更换的单体电池,避免了以往传统的极耳被锡焊接在镀锡区所存在的缺陷,电池的质量也更轻,避免了传统焊锡工艺高温对聚合物电池芯极耳处密封的损坏和焊接不良导致的虚焊,提高了组装效率。在单体电池与外壳之间的缝隙中填满低粘度液体胶并将其固化成具有弹性的胶体,该胶体介质具有阻燃、导热的特性,有利于单体电池之间的温度一致,同时具有隔绝单体电池与空气接触,防止热失控的发生,提高电池组的安全性。
三、对锂离子动力电池成组的加热或降温方式
在北方温度较低的季节中使用的电池组,在成组过程中加入加热膜,比如聚酰亚胺加热膜等,对电池组充电时,先对内部电池加热,利用管理线路模块(BMS)和嵌入的热传导装置根据环境变化调节电池系统自动加热。在南方地区温度较高的季节中使用的电池组,可以在电池组(包)周围以空调风或其他方式对电池组进行降温,对于电池组内部的降温,可以通过在电池组内部加入导热硅胶等材料将热传导至电池包的外壳上。对于全极耳结构的大容量圆柱形电池,由于集流体铝箔本身有较好的导热功能,因此电池芯内部的热可以通过全极耳结构传导到电池芯的外壳或端盖,再由导热硅胶等材料将热传导至电池包的外壳上。关于加热膜,特性较好的是硅胶材质加上发热丝的复合膜,其厚度在1.5mm左右,有一定弹性,与电池表面接触的贴合性好、加热的均匀性好、導热效果好,聚酰亚胺加热膜的特点是厚度可以更薄。此外还有聚酯材质的加热膜。
四、结语
笔者团队研发设计的圆柱大容量锂离子动力电池成组时采用激光对连接片与极柱进行焊接同时又可用螺母对连接片拧紧固定的双重固定方法,具有牢固可靠、防振动以及高低温冲击效果好的优点,再用特别设计的保护支架对电池固定具有组装简单高效牢固的特点,解决了电池成组工序复杂成本高等难点。此外,笔者团队研发设计的聚合物锂电池的不焊接(机械压紧接触式)成组方法,即可拆卸替换聚合物电芯模组的连接结构与方法,具有简单且后续维护方便、成本低等优点;并提出了对动力电池包的散热,在夏天高温时对电池包的降温以及寒冷冬天时对电池包的加热解决方法。
参考文献
[1] 张贵萍,李泰安,余永富,等.一种圆柱动力锂离子电池的成组组成工装及其组成方法:中国,201510074453.3[P].2015-02-13.
[2] 张贵萍,李泰安,余永富,等.一种圆柱动力锂离子电池的成组组成工装:中国,201520101237.9[P].2015-02-12.
[3] 张贵萍,刘非,姚培新,等.一种锂离子动力电池成组组装方法及锂离子动力电池包:中国201510038559.8[P].2015-01-26.
猜你喜欢
科学与财富(2022年5期)2022-07-04
中国自行车(2022年3期)2022-06-30
汽车观察(2021年8期)2021-09-01
中国计算机报(2021年10期)2021-04-27
中国计算机报(2019年44期)2019-12-27
三联生活周刊(2017年48期)2017-11-25
课堂内外·教师版(2017年3期)2017-04-13
方圆(2015年15期)2015-09-10
微型计算机(2009年19期)2009-11-30
中学生数理化·高二版(2008年6期)2008-11-12
