
烟气协同治理超低排放系统的设计及运行实践
2016-04-11 09:39黄国新白玉峰马巧春沈红林方埭沈强
电力科技与环保 2016年3期
黄国新,白玉峰,马巧春,沈红林,方埭,沈强
(华能长兴电厂,浙江湖州313105)
烟气协同治理超低排放系统的设计及运行实践
黄国新,白玉峰,马巧春,沈红林,方埭,沈强
(华能长兴电厂,浙江湖州313105)
为适应国家日益严格的环保要求,响应大气污染防治行动计划,长兴电厂按照烟气协同治理技术路线进行超低排放改造,使机组投产后大气污染物排放水平达到燃气轮机组的排放限值要求,实现烟气超低排放的目标。
烟气协同治理;超低排放;燃气轮机组的排放限值
0 引言
华能长兴电厂“上大压小”工程原大气污染物设计执行《火电厂大气污染物排放标准》(GB 13223-2011)中特别排放限值的要求,因此原大气污染物设计排放指标:烟尘≤20mg/m3,SO2≤50mg/m3,NOx≤70mg/m3。2013年12月,浙江省首度发布《大气污染防治行动计划(2013年-2017年)》,广东、江苏、山东、山西、陕西、四川等地陆续出台发布“燃煤电厂超低排放”相关文件,机组排放指标为:烟尘<5mg/m3,SO2<35mg/m3,NOx<50mg/m3; 2014年9月三部委发布《煤电节能减排升级与改造行动计划(2014-2020年)》要求机组排放指标:烟尘<10mg/m3,SO2<35mg/m3、NOx<50mg/m3。
1 烟气协同治理超低排放系统设计简介
烟气协同治理技术路线是在对日本、欧洲发电企业调研基础上提出的,技术路线主要是基于燃煤电厂现有烟气污染物治理设备之间存在一定的协同治理关系,即各烟气污染物脱除设备在进行主脱除物的同时,具有协助脱除其他烟气污染物的能力,或则为下一级污染物脱除创造条件。烟气协同治理技术路线具体流程为:烟气脱硝装置(SCR,装设高效汞氧化催化剂,可选择安装)→烟气冷却器(FGC)→低低温电除尘器(ESP)→高效除尘的石灰石-石膏湿法烟气脱硫装置(FGD)→烟气再热器(FGR,可选择安装)→烟囱。
按照烟气协同治理技术路线的华能长兴电厂超低排放工艺流程及各系统间的关键控制指标如下:
锅炉出口NOx≤200mg/m3;烟气脱硝SCR装置出口NOx≤50mg/m3;低低温除尘器出口烟尘≤15mg/m3;SO2≤2690mg/m3;高效除尘FGD装置出口SO2≤35mg/m3;烟尘≤5mg/m3;烟囱出口烟尘≤5mg/m3;SO2≤35mg/m3,NOx≤50mg/m3。
2 烟气协同治理系统设计及工程实践
2.1 SCR系统
采用水平浓淡低NOx燃烧器、空气分级燃烧及选择性催化还原脱硝装置协同脱除NOx。
2.1.1 低氮燃烧技术措施
采用水平浓淡煤粉燃烧器的应用,燃烧器上部设高位燃烬风喷嘴,燃烧器相对分组可降低炉内温度水平,减少热力型NOx的生成量;选取28%的燃烬风率,设置6层可调摆动式燃烬风,使燃烬风在风率、角度和投运高度上可调,增加调节手段。
2.1.2 SCR系统设计
SCR催化剂采用2+1层设置,锅炉燃烧器采用低NOx的水平浓淡燃烧器及SOFA燃尽风,降低炉膛出口NOx浓度,燃用设计煤种,锅炉负荷在BRL工况时锅炉出口NOx排放不超过200mg/m3(以NO2计,O2=6%),三年催化剂寿命周期内脱硝效率不低于80%。
2.1.3 低氮+SCR协同脱除NOx
(1)SCR反应器进口NOx浓度<200mg/m3时,控制喷氨流量,保证烟囱出口NOx浓度瞬时不大于50mg/m3,时均烟囱出口NOx浓度<50mg/m3;
(2)SCR反应器进口NOx浓度大于200mg/m3、小于250mg/m3时,适当增加喷氨流量,保证烟囱出口NOx浓度瞬时和时均值不大于50mg/m3,注意锅炉燃烧调整;
(3)SCR反应器进口NOx浓度较长时间大于250mg/m3时,增加喷氨流量至最大值,同时保证氨逃逸不大于3μL/L,锅炉按空气分级燃烧,确保时均烟囱出口NOx浓度<50mg/m3。
2.1.4 低氮+SCR投运效果
工程投运后,锅炉燃烧系统表现出了良好的低氮性能,经过系统的降NOx调整(在保证风压足够的基础上氧量维持3.0%左右,全开两层以上SOFA风门挡板),脱硝入口NOx可以稳定达到200mg/m3以下,最低可达150mg/m3,且NOx排放值随SOFA风开度开大而下降的线性十分明显。
低氮燃烧配合SCR运行NOx排放值可以稳定的达到50mg/m3以下且还有较多裕量。
2.2 低低温省煤器系统
低低温省煤器是保证烟气协同治理系统达到协同效果的关键设备之一。烟气经过低低温省煤器,烟气温度降低,导致烟尘比电阻降低,从而可以提高除尘效率,同时还可脱除吸附在灰尘中的SO3和汞。烟尘在低低温条件下,烟尘粒径加大,而湿法脱硫对大粒径粉的脱除效果更为显著。低低温省煤器采用螺旋鳍片管,竖向布置,换热元件采用模块化结构,提高了换热效率。
低低温省煤器投运后,烟气温度的调节性能良好,能保证烟气温度在酸露点以下运行。通过对调节阀组与烟温进行联动控制,使得两侧烟气均能以90±1℃度的烟温状态进入低低温电除尘,该系统能以最优方式配合其他烟气协同治理设备运行。
2.3 低低温电除尘器
烟气经过低低温省煤器,烟气温度降至90℃左右,烟尘比电阻降低,从而提高除尘效率,同时还可脱除吸附在灰尘中的SO3和汞。为应对低低温状态下的可能低温腐蚀和灰的流动性变差,需要对低低温电除尘采用特殊设计。
2.3.1 低低温电除尘器的设计参数
电除尘采用双室五电场;五电场全采用高频电源;比集尘面积为162m2/m3/s。要求出口排放在入口烟温90℃±1℃情况下、锅炉燃用设计煤种、校核1煤种时,烟尘含量不高于15mg/m3。
2.3.2 针对低低温特点采取的特殊设计
(1)对灰斗采用ND钢材质。在人孔门内、人孔门周围1m范围内的烟气接触面采用ND钢,防止低低温状态下的腐蚀;
(2)前三电场阴极芒刺线采用304不锈钢,后二电场阴极螺旋线采用316L高镍不锈钢;
(3)每台炉增设4套热风强制吹扫装置,确保绝缘子在烟气露点温度以上安全可靠运行;
(4)增设气流分布板振打装置,保证气流分布板在低低温环境造成粉尘粘性大的条件下始终处于清洁状态;
(5)增加灰的流动性。灰斗倾角由常规的60°增加到65°,灰斗加热面积由灰斗口以上1/3增加到2/3,并且采用蒸汽加热。
2.3.3 低低温电除尘器的投运情况
低低温电除尘器投运后,除部分电场由于输灰不畅引起电场升压困难外,大部分电场升压正常,现场应用称重法对1号机电除尘器4个出口粉尘排放检测值分别为:7.9mg/m3、10.2mg/m3、9.8mg/m3、11.3mg/m3。
低低温电除尘器需要引起重视的问题是低低温状态下灰的流动性变差,容易引起下灰不畅,以及一电场的灰量显著增加。因此,保证蒸汽加热系统的正常投运以及一电场输灰设计裕度非常重要。
2.4 高效除尘脱硫系统
FGD系统是烟气协同治理系统的最后一级污染物脱除设备,是实现高效除尘和深度脱硫保证超低排放目标的关键环节,这其中吸收塔高效除尘也是整个烟气协同治理系统的难点、核心所在。
FGD出口烟尘浓度是由三部分组成:首先是由脱硫装置前端电除尘带入的,经过吸收塔洗涤、吸收后残余的烟尘;第二部分是烟气流经除雾器后带出的浆液液滴,液滴中所含的石膏、石灰石等固体颗粒被计入到烟尘浓度中;另一部分是浆液中的可溶性盐,因此,要控制脱硫装置出口烟尘浓度,达到高效除尘的目的,必须从上述几方面进行综合考虑。需要说明的是:高效除尘设计中大部分对烟尘排放控制措施也能带来脱硫效率的进一步提高。
2.4.1 提高前端烟尘脱除能力的技术措施
(1)托盘设计。吸收塔入口烟道与喷淋层之间共设置2层托盘,改善吸收塔内流场均匀度,提高烟气与浆液的接触机率,增大持液层高度,提高微细粉尘的捕集效率。由于托盘的除尘包括气泡、液膜对烟尘的捕集作用,一般的泡沫除尘器的除尘效果比喷雾塔除尘器的除尘效率高,因此托盘的除尘性能可相当于喷淋层的除尘效率甚至更高。同时,托盘还能起到均布气流的作用,可提高后续喷淋层浆液的除尘效果和除雾器的除雾效果。
(2)喷嘴设计。喷嘴形式由90°单头喷嘴改为120°高效双头喷嘴,喷淋覆盖率有3倍以上提高,单层覆盖率达到840%。与传统喷嘴相比,双头喷嘴通过二次雾化增加了液滴与烟气接触的比表面积,强化了传质效果,在同等压力条件下使用双头喷嘴可以提高脱硫效率和除尘效率。
(3)喷淋层设计。为保证喷淋层喷淋效果,提高喷嘴安装精度,FRP喷淋层采用工厂化预组装方式进行施工,喷淋与支管之间设计为法兰连接。
(4)增效环设计。增加周边喷嘴流量和设置增效环的方式,防止塔壁烟气逃逸,提高脱硫和除尘效率;除了通过喷淋层布置和喷嘴选型的优化,可以提高气液分布的均匀性和增大气液接触面积,采用塔壁增效环措施,也可以有效减少烟气的边缘效应,从而提高脱硫除尘效率。
2.4.2 降低液滴携带和浆液中可溶性盐的措施
采用进口高效三级屋脊式除雾器,除雾器出口雾滴含量小于20mg/m3,以减少雾滴携带粉尘量。采用原装进口除雾器是因其设计水平、制造精度、材料选择、安装精度均大大高于国产品牌,且部分进口除雾器完整的水力模型试验数据能够帮助我们更好的分析和控制除雾器的分离效率。
通过计算分析,当烟尘排放小于5mg/m3时,除雾器的液滴携带产生的烟尘已大大超过残余烟尘,因此,为了降低吸收塔总的烟尘排放浓度,采用高性能、屋脊式除雾器是一个必要的选项。
2.4.3 精细化的全过程控制
(1)CFD设计。从引风机出口至烟囱入口全程进行高密度网格CFD模拟,通过增加导流板、调整喷嘴布置等措施确保吸收塔各截面速度偏差在规定范围内。
(2)物理模型试验。委托加拿大NELS公司建设一套针对本工程的FGD物理模型,根据物理模型的模拟结果,对上述CFD数字模拟边界条件进行修正,从而指导设计方案的调整,确保吸收塔出口粉尘排放达标。
(3)精细化的安装质量控制。由于喷嘴的安装角度、安装位置以及除雾器的安装质量是否达标,将直接影响到除尘效率,因此,在安装过程中必须严格控制各道工序,严格按照安装图纸和厂家指导文件进行安装,安装完毕后施工单位应派遣专职质量控制人员进行100%检查,确保安装质量。
2.4.4 高效除尘脱硫系统投运情况
FGD投运后,在原烟气入口SO2浓度在800~1100mg/m3、粉尘浓度在10~15mg/m3之间时,采用称重法手工测试出口粉尘浓度在2~3.5mg/m3之间、出口SO2浓度基本维持在10mg/m3以下。
2.5 消除烟囱“石膏雨”的设计措施
在对FGD采用高效除雾器的基础上,通过对烟囱进行了设计优化。将最大流速控制在最佳流速以下,并通过加大烟囱内筒直径,在烟囱顶部采用收口设计降低内筒筒壁冷凝液被烟气携带的可能等方式控制“石膏雨”的产生。事实证明,除在风速较小的状况下,烟囱有不含石膏的水滴飘落以外,没有“石膏雨”的产生,避免了大部分湿烟气烟囱的“石膏雨”问题。
3 烟气协同治理系统的运行实践
3.1 运行控制规程化
烟气协同治理系统同样需要精细化的运行控制水平来保证系统运行效果。为此电厂编制了系统内第一本《烟气协同治理运行规程》。《规程》按照烟气协同治理的技术特点,确定了运行的关键控制参数,确定了单项污染物出现偏差时,各系统的调节方向和调节目标。
3.2 烟温联动控制
低低温省煤器烟气温度的调节性能良好,能够保证烟气温度在酸露点以下运行。通过对调节阀组与烟温进行联动控制,使得两侧烟气均能以90± 1℃的烟温状态进入低低温电除尘,使得系统能够以最优方式配合其他烟气协同治理设备运行。
3.3 提升输灰系统裕度
针对低低温电除尘器需要引起重视的问题是低低温状态下灰的流动性变差,容易引起下灰不畅,以及一电场的灰量显著增加的情况。运行中在保证蒸汽加热系统的正常投运,加强运行监视。针对低低温状况下需要显著提高输灰系统裕度的问题,正在组织对输灰系统进行必要的优化改造,使得输灰系统能够更加适应低低温工况下的运行。
3.4 FGD系统精细化控制
针对FGD系统,严格除雾器的冲洗,保证除雾器的清洁运行,根据进口除雾器的特点,适当提高冲洗水压力,提高冲洗效率,FGD系统的补水不再通过除雾器冲洗水以外的方式提供。严格FGD运行参数控制,保证吸收塔的PH值控制在合理的范围内,只有在PH值控制在合理范围内的前提下才允许采用停浆液循环泵的节能运行的方式,通过诸如此类的参数控制措施,保证SO2的吸收效率,并控制烟尘排放。
4 技术经济比较
华能长兴工程是国内首套基于烟气协同治理技术路线的超低排放系统,工程投运至今,污染物排放水平稳定的控制在超低排放限值以下。浙江省环境监测中心对该机组满负荷试运期间的污染物排放进行了同步监测。总排放口监测数据如表1所示。

表1 总放口排监测数据mg/m3
与同地区、同时期、同容量建设机组采用湿式电除尘器实现超低排放技术路线超低排放系统的技术经济性对比如表2所示。
对比数据表明,采用烟气协同治理技术与在设备投资和运行费用上具有明显优势。
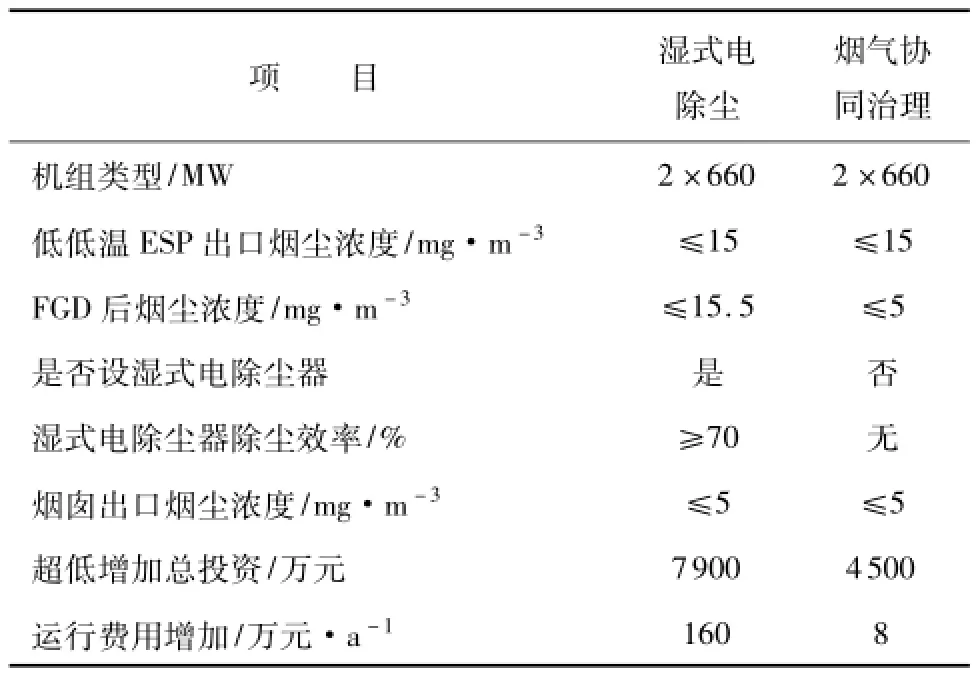
表2 不同技术路线超低排放技术经济对比
5 结语
通过华能国际电力股份有限公司为期3年的科学研究、现场试验测试以及长兴等电厂投运1年多的运行结果表明,燃煤电厂烟气协同治理路线是一条理论先进、技术可靠、经济性良好的超低排放路线,可以进行大规模推广和工程应用。燃煤电厂超低排放也只有结合政府的鼓励政策,通过选择合适的技术路线,控制建设和运营成本,这种经济行为的结果才是最有效率和持续的。
[1]张轶,赵红,石峰,等.脱硫除雾器对烟尘排放影响的研究[J].广州化工,2014,42(17):108-110.
[2]郦建国,郦祝海,李卫东,等.燃煤电厂烟气协同治理技术路线研究[J].中国环保产业,2015(5):52-56.
[3]周至祥,段建中,薛建明.火电厂湿法烟气脱硫技术手册[M].北京:中国电力出版社,2007.
[4]刘含笑,袁建国,郦祝海,等.低低温工况下颗粒凝并机理分析及研究方法初探[M].电力与能源,2015,36(5):107-111.
[5]保罗.萨缪尔森,威廉.诺德豪斯著.萧琛译.经济学(第18版)[M].北京:人民邮电出版社,2008.
[6]李鸿琦,章小林,李小定.烟气脱硫脱硝一体化技术的研究进展[J].电力科技与环保,2014,30(3):14-15.
[7]金定强,马修元,周凯,等.湿式静电除尘器流场的数值模拟与优化设计[J].电力科技与环保,2015,31(1):32-35.
Design and operation practice of the ultra-low pollutant emission system with flue gas co-benefit control
In order to meet the increasingly stringent environmental requirements and respond to the action plan of air pollution control,the pollutant emission system of Changxing Power Plant has been improved in accordance with the flue gas co-benefit control technical route.During the operation of the units,the pollutant emissions reached the emission limit requirements of gas turbine units,which achieves the goal of ultra-low pollutant emission.
flue gas co-benefit control;ultra-low pollutant emission;emission limit requirements of gas turbines units
X701.7
B
1674-8069(2016)03-024-04
2016-01-04
黄国新(1973-),男,浙江湖州人,本科,从事烟气协同治理技术管理工作。E-mail:huang_guoxin@sina.com
猜你喜欢
山东冶金(2022年4期)2022-09-14
江苏钢铁(2022年9期)2022-07-02
宁夏电力(2022年5期)2022-02-06
建材发展导向(2019年11期)2019-08-24
中小企业管理与科技(2019年29期)2019-01-27
现代工业经济和信息化(2016年8期)2016-05-17
中国资源综合利用(2016年11期)2016-01-22
浙江大学学报(工学版)(2015年2期)2015-05-30
中国工程咨询(2015年5期)2015-02-16
中国设备工程(2014年1期)2014-02-28
