碎磨技术的研究进展及其应用*
2016-04-11 04:18肖庆飞康怀斌詹信顺吴启明洪建华张红华省部共建复杂有色金属资源清洁利用国家重点实验室云南昆明65009昆明理工大学国土资源工程学院云南昆明65009铜陵有色金属集团冬瓜山铜矿安徽铜陵201江西铜业集团公司江西南昌0096
铜业工程 2016年1期
肖庆飞,康怀斌,肖 珲,詹信顺,吴启明,洪建华,张红华(1. 省部共建复杂有色金属资源清洁利用国家重点实验室,云南 昆明 65009;2. 昆明理工大学 国土资源工程学院,云南 昆明 65009;. 铜陵有色金属集团 冬瓜山铜矿,安徽 铜陵 201;. 江西铜业集团公司,江西 南昌 0096)
碎磨技术的研究进展及其应用*
肖庆飞1,2,康怀斌3,肖 珲4,詹信顺4,吴启明4,洪建华4,张红华4
(1. 省部共建复杂有色金属资源清洁利用国家重点实验室,云南 昆明 650093;2. 昆明理工大学 国土资源工程学院,云南 昆明 650093;3. 铜陵有色金属集团 冬瓜山铜矿,安徽 铜陵 244031;4. 江西铜业集团公司,江西 南昌 330096)
摘 要:介绍了传统碎矿磨矿设备的改进升级及高效磨碎设备的最新进展,如高压辊磨机、旋盘式破碎机、立磨机和艾萨磨机的应用。然后立足于中矿选择性分级再磨,对能简化碎磨工艺的“半自磨+立磨”和“破碎+棒磨+球磨”两种具有代表性的流程作了分析。最后从最佳入磨粒度,磨矿介质的尺寸、级配、形状、材质、充填率、助磨剂及磨矿产品中间易选粒级含量和回收率的多元线性回归模型等方面阐述了碎磨工艺参数方面取得的系统化的研究进展及应用。
关键词:碎矿;磨矿;设备;工艺流程;工艺参数
1 引言
随着选矿工业的持续发展,碎磨技术领域取得了显著的成就,就碎磨设备而言,将计算机技术、先进的材料、机械加工技术应用于设备研制和优化,研发出了一批高效率、低能耗、易于自动控制的碎磨设备。在碎磨工艺方面,继续贯彻实施“多碎少磨”的原则,使选矿厂最终破碎产品的粒度不断减小,半自磨(自磨)技术得到广泛应用减少了基建成本和管理成本、减轻了粉尘、噪音污染、简化了碎磨工艺流程。通过碎磨工艺参数的优化在实现有用矿物高效选别的同时,有效降低电耗、钢耗,一直是碎磨技术研究的重点之一。本文基于碎磨领域的最新进展,着重从碎磨设备、工艺流程及工艺参数三个方面介绍碎磨技术的研究进展及其应用。
2 碎矿磨矿设备
2.1碎矿设备
碎磨设备以实现规模效益、易于自动控制管理的高效率、低能耗、大型化、重型化为主要发展方向。主要依靠两种途径,一种途径是利用新材料或新的加工工艺、引入电子控制技术、传感技术、信息技术等对原有设备进行升级改进,从而实现设备的大型化、高效率,低能耗;另一种途径是突破传统碎磨设备(颚式破碎机、圆锥破碎机、 反击式破碎机等)而研发的具有更高粉碎效率的新型设备,如高压辊磨机、旋转式破碎机、水冲式圆锥破碎机、惯性圆锥破碎机等,其中以高压辊磨机、旋转式破碎机应用最多。
2.1.1传统碎矿设备的改进升级
对原有的设备研发升级一种是对原有零件或构造进行升级优化,如针对颚式破碎机原有的直面破碎腔上下各横截面处破碎力分布不均均的现象,经计算机模拟优化,现已普遍采用曲面腔型,北京矿业研究总院对焦家金矿PEF600×900颚式破碎机进行腔型改造后,在给料粒度较粗的情况下处理量提高8.45%,破碎比提高了31%~56%,衬板寿命延长至原来的1.5~2倍[1-2]。处于国际先进水平的HP系列高效圆锥破碎机在吸收第一代西蒙斯圆锥破碎机和第二代旋盘式破碎机的基础上,引入高能破碎机优点以及参考H型圆锥破碎机的结构特点后研发的新一代多缸液压和高能层圆锥破碎机,因该机型具有高功率/质量比、高功率/体积比、可在高负荷下调整排料口、自动化程度高等特点,近年来在我国得到广泛应用,如永平铜矿HP500、包钢选矿厂HP800、武钢程潮铁矿选矿厂HP500的成功应用均表明HP系列圆锥破碎机具有高效节能、高破碎比、可实现“多碎少磨”的作用[3-4]。
随着计算机自动控制的快速发展,先进的大型碎磨设备均实现了计算机自动控制和计算机仿真,如瑞典Sandvik 集团的H和S系列液压圆锥破碎机,自动控制系统由ASR Plus发展为ASRi,后者因连续监控破碎机运行状况,具有优化破碎能力,过载时保护设备的能力,在衬板磨损时具自动补偿功能,易于操作控制。闫珅等基于Solidworks平台中创建的三位模型,提出轨迹性能值计算方法并进行计算机仿真,比较不同参数下的仿真结果后对破碎机的设计提供参考[5]。张德浩等采用有限元仿真和试验方法研究废钢锤式破碎机的主轴辊模态特性,,以此指导废钢破碎机主轴辊进一步的动力学分析和优化设计[6]。
2.1.2新型碎矿设备
(1)高压辊磨机。
高压辊磨机(high-pressure grinding roller, HPGR)又称辊压机和挤压磨,是以层压粉碎原理工作的高效节能粉碎设备。1984年高压辊磨机技术出现,1985年世界第一台高压辊磨机用于水泥行业,1988年在南非Premier金刚石矿应用一台高压辊磨机,至今已有500多台应用。已广泛应用于水泥生熟料、石灰石、高炉炉渣、煤及各类非金属矿物的粉碎,现在已用于铁矿石、锰矿石、冶金、球团行业、有色金属矿及各类金属矿的“多碎少磨”,“以碎代磨”,以提高物料的粉碎效率。
其工作原理如图1所示。高压辊磨机的粉碎特征概括起来是高压、慢速、满料、料层层压粉碎。高压辊磨机在金属矿领域通常用于第三段或第四段细碎、半自磨顽石破碎及在球团矿中挤压铁精粉增加比表面积。高压辊磨机因具有产品粒度细、破碎比大、高效率、低能耗、自动化程度高的特点,加上随着采用镶嵌硬质合金小圆锥辊面、镶嵌组合式压辊结构、扇形分块式辊面衬板等措施解决辊面易磨损问题后,在矿物加工领域的使用更加广泛[7]。

图1 高压辊磨机工作原理示意图
我国武钢程潮铁矿球团厂于2004年引进了第一台德国(KHD)洪堡威达克公司RP-P3.6-120/50B高压辊磨机用于磨细制备球团的铁精粉,其中给料量为170~200t/h,水分6.0%~7.0%,使铁精矿比表面积平均提高了4.02cm2/g,提高了原料的成球性能。随后武钢颚州球团厂、柳钢公司球团厂、昆钢公司球团厂、邯郸钢铁公司烧结厂、沙钢烧结厂等都先后从德国引进不同型号的价格昂贵的高压辊磨机用于磨碎铁矿石球团给料。2006年马钢南山矿业公司凹山选厂用RP630/17-1400高压辊磨机细碎铁矿石取得了很好的效果,随着陕西金堆城钼业公司百花岭选矿厂、司家营矿业公司铁矿选矿厂、山东黄金集团三山岛金矿选矿厂、马钢和尚桥铁矿选矿厂、霍邱张庄铁矿选矿厂等也都先后从德国引进不同型号的高压辊磨机[8]。
目前,国外高压辊磨机厂商以德国蒂森克虏伯伯利休斯公司(ThyssenKrupp Polysius)、德国洪堡威达克公司(KHD Humboldt)和德国魁伯恩公司(Koeppem);国内合肥水泥研究设计院肥西节能设备厂、成都市利君实业有限责任公司、中信重工机械股份有限公司和中钢集团安徽天源科技股份有限公司等都有类似产品供应市场,在金属矿山有扩大应用的趋势。
(2)旋盘式破碎机(旋回盘式破碎机)。
旋盘式破碎机(Rotary crusher)是由美国Nordberg公司研发制造的一种压力式破碎机,于1960年问世,设计目的是能在磨矿作业前较为经济地获得-6mm的细碎产品,旋盘式破碎机结构剖视图如图2所示。旋盘式破碎机吸收了Symons型圆锥破碎机及冲击作用原理的破碎机特点,利用多层颗粒内部研磨冲击压力作用破碎矿石,如图2破碎腔的上部形成一个类似圆锥形漏斗,工作时充满物料,从而实现粒子间的层压破碎,改善了破碎效果。我国沈阳重型机器厂和山东招远黄金机器厂制造的旋盘式破碎机在上世纪八十年代开始供应市场。
旋盘式破碎机主要特点是:①破碎腔中非控制粒度面积比较大;②破碎腔中平行带较短,角度也较平缓,改变了破碎腔结构形式;③破碎比大,破碎产品粒度较细且分布均匀,能有效减少后续磨矿设备的生产负荷;④适用于细碎,也可代替棒磨机,实践资料表明该机破碎产品中-6mm含量可达67%左右,起到多碎少磨或节能的效果。美国Nordberg公司已生产了36in,48in,54in,66in,84in五种规格,其中88in旋盘式破碎机已在工业生产中得到应用,如美国某铁燧岩选矿厂应用旋盘式破碎机后,将一段棒磨机取消,改用球磨机,结果实现节省电耗2.04kW·h/t[9]。山东蚕庄金矿使用使用旋盘式破碎机进行超细粉碎,不仅节约了大量电能,而且使用三年才更换一次衬板,每月小修一次,更换密封圈,其他部件正常运转,工作可靠。

图2 旋盘式破碎机剖视图
2.2磨矿设备
球磨机、棒磨机、半自磨机等传统磨机仍是未来磨矿的主要设备,磨矿设备的发展主要以大型化、节能降耗为重点,如研究一些高效节能新设备、改进衬板材料及结构、开发磨矿机组自动化控制等。
2.2.1传统磨矿设备改进升级
球磨机已经应用了百余年,到目前甚至未来球磨机在磨矿作业中仍有不可替代的作用,随着材料技术和机械加工技术的发展,传统球磨机在设备大型化、衬板材料及形状等方面取得了很好的成绩。如我国自主研制的的世界最大最先进的7.93×13.6m溢流型球磨机在中信泰富澳大利亚Sino 铁矿应用打破了国外在该项技术方面的垄断[10]。此外,由我国中信重工机械股份有限公司制造、目前现场应用的最大规格(12.19×10.97m)的半自磨机,单机安装功率28MW,于2010年和2012年分别成功应用在中信泰富澳大利亚Sino 铁矿和中国黄金集团乌山铜钼矿二期,标志着我国的半自磨的大型化技术能力达到国际先进水平[11-12]。
磨机衬板材质的发展经历了金属衬板(锰钢、高铬合金刚、硬镍合金等)到非金属衬板(橡胶衬板),再发展到磁性衬板。橡胶衬板因具有耐磨、弹性强、质量轻、抗冲击和和耐腐蚀等天然优势。自1936年问世以来,就得到广泛应用,与锰钢衬板相比,其使用寿命较长,在二、三段磨中可提高2倍左右;重量仅为钢的1/6,不仅降低了球磨机的有用功率,使电耗降低10%~15%,还可降低劳动强度,安装时间可减少7%左右,此外,磨机生产能力增加10%左右,介质消耗约降低15%[13]。如德兴铜矿大山选厂根据球磨机端盖高猛衬板磨损严重的情况,把端盖衬板改成耐磨橡胶衬板,改进后衬板寿命延长50多天,每台衬板更换时间节省3天[14]。磁性衬板依靠磁力在衬板工作面上形成约20~30mm厚度的保护层,大大降低矿石、钢球对衬板的冲击与磨损,不仅延长了钢球的使用寿命,而且球耗也降低10%左右[15],目前金属磁性衬板的应用基本成熟,在国内一些大型有色金属矿山和大型钢铁企业得到广泛应用。衬板结构形式在很大程度上受其材质的影响,如轧钢衬板,断面被限制到几种标准形状,而铸造(铸钢或铸铁)衬板,断面形状就可以经济地加以铸造和热处理。一般而言,细磨采用细棱边或光滑的衬板;粗磨则采用带棱的衬板,如波形金属衬板在大型球磨机中应用较多,而橡胶角螺旋及棒形等衬板一般在中、小型球磨机中使用。总之衬板的表面结构形式一般要求衬板表面与球体的相对滑动量要尽可能地小。
开发磨矿机组自动化控制主要依靠两个要素,一个是使用先进的过程控制仪表。如采用浓度计替代烘干法或浓度壶法,从而实现实时、自动、连续地监测矿浆浓度并对浓度实行自动控制。矿浆粒度分布作为最重要的矿浆物料性质之一,对粒度实时在线测量和分析一直是选矿自动控制领域重要的研究课题,目前选矿行业使用的具有代表性的粒度分析仪器有基于超声波原理的美国DENVER自动化公司的超声波粒度分析仪(PSM400)、马鞍山矿山研究院研制的在线粒度分析仪(CLY2000)等;基于线性检测原理、直接测量粒度分布的仪器,如芬兰Outokumpu公司粒度分析仪(PSl200)、北京矿冶研究总院研制的在线粒度分析仪(BPSM系列)等;此外芬兰Outokumpu公司新研制了一种基于矿物颗粒散射光的浓度分布测量机理的新型粒度分析仪(PSl500),已在我国永平铜矿选矿厂应用。磨机负荷检测方面,由传统的单因素检测向多因素检测方法发展,但对磨机内部工作状态(料球比、充填率等)达不到有效检测,基于磨机外部响应信号测量及融合多源信号的软测量的非仪表检测方法是磨机负荷检测的一个主要发展趋势[16]。实现磨矿机组自动化控制另一要素是使用一个正确的合适的控制策略。控制技术的发展经历了传统的PID控制、现代人工智能控制、多种控制策略的联合控制,PID控制仍是目前应用最多的控制策略,人工智能控制主要有预测函数控制、模糊PID控制、专家系统、神经网络等。由于单一控制策略不能有效解决控制系统初始参数设定等问题,两种及其以上控制策略的联合控制成为磨矿分级控制系统的研究趋势,如秦虎等提出了用神经网络和PID相结合的控制方案,起到了在线自动调整的作用,仿真结果表明,该系统不仅鲁棒性得到改善,并使控制更加精确、快速[17];王会青等将动态矩阵控制中的预测及反馈校正功能引入模糊控制,并对河北铜矿使用的1.2m高堰式双螺旋分级机溢流浓度控制进行仿真研究,结果表明预测模糊控制过程鲁棒性好,抗干扰能力强,控制效果优于模糊控制[18]。
2.2.2新型磨矿设备
随着矿产资源的日趋贫细化及复杂化, 越来越多的矿物需要细磨才能将其充分单体解离,尤其对于尾矿等二次资源的回收利用,传统的球磨机已经不能满足其特定要求。如工业生产中应用的球磨机对浮选尾矿进行磨矿,为达到浮选要求的-0.45mm含量90%以上的磨矿粒度时,球磨机生产能力大幅降低,磨矿成本增加。在此背景下,搅拌磨、艾萨磨、离心磨、振动磨、喷射磨、行星磨等高效磨机应运而生,其中搅拌磨与艾萨磨已得到广泛应用。
(1)立式螺旋搅拌磨机(塔磨机/立磨机)。
搅拌磨机概念由Klein和Szegvari于1928年最先提出,1952年日本学者kawabata shigekatsu发明塔磨机(Tower mill,即立式螺旋搅拌磨矿机),第一台用于选矿行业的立式螺旋搅拌磨矿机由日本Kubota公司制造,Metso公司于1979年取得该项技术,生产的磨机叫作Vertimill磨机(立磨机)[19]。现在有Metso生产VTM-Vertimill, 日本爱立许生产KW-TowerMill和长沙矿冶研究院生产JM-立式螺旋搅拌磨矿机。
搅拌磨机工作的原理是靠搅拌器推动介质和物料运动,通过介质对物料形成撞击、磨剥、剪切和摩擦作用,从而实现物料的磨碎,图3为立式搅拌磨机磨矿原理示意图。搅拌磨基本的磨碎作用是磨剥而不是冲击作用,所以其产品粒度比较均匀。立式搅拌磨机是一种垂直安装、带有搅拌装置,主要由研磨筒和旋转搅拌器构成。立式搅拌磨机的给矿粒度一般小于3mm, 产品粒度74~20μm,目前立式搅拌磨机最大的安装功率1125kW,处理能力超过100 t·h-1[20-21]。
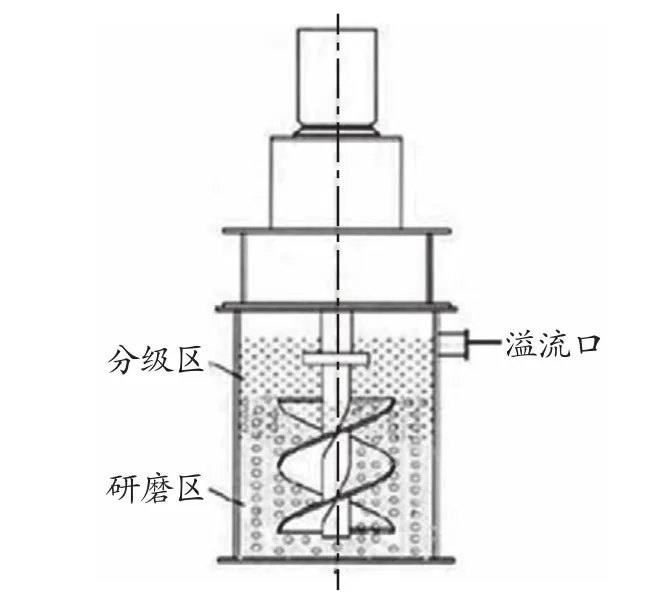
图3 立式搅拌磨机磨矿原理示意图
1953年,立磨机开始用来代替球磨机作为中矿再磨用。国内外后来都相继对立磨机进行过试验室和工业试验。例如美国在新墨西哥州的铜加工厂(Copper Flats)安装一台塔式磨机用来再磨钼精矿。加拿大安大略州的马卡萨(Marcassa)安装一台200千瓦的立磨机用来同时磨碎和浸出选金的尾矿。这台磨机处理该尾矿的生产能力为12.2t/h,尾矿邦德功指数约为14.5kW·h/t,尾矿中-325目含量占45%,磨至-325目占95%。生产试验表明该立磨机与一般球磨机相比,电能节省60%以上,而投资二者相近,立磨机所需基础较小且节省空间,故安装费用大大低于球磨机。表1列出了利用球磨机和立磨机磨铀矿时的结果对比。从该试验结果可以看出按产生一吨小于200目物料所消耗的电能计,立磨机比球磨机低一倍以上。
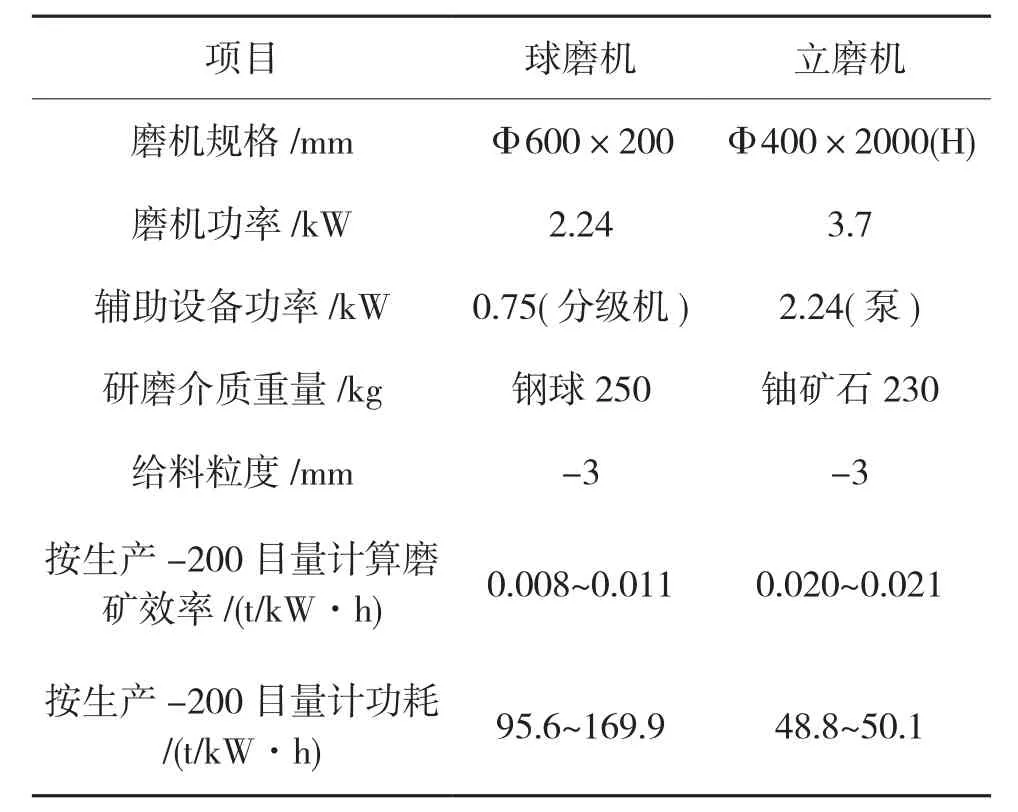
表1 磨铀矿时立磨机和球磨机的指标对比
表2列出了美国科珀(Kopper)公司提供的立磨机与球磨机的工作性能对比结果。表中,例A、B是实验室试验结果;C是南方麦奇根烟气脱硫系统磨机工作结果;D是装在可兰德湖拉卡矿业公司再磨回路中应用情况。根据该公司的试验结果得出下述见解:立式磨不能完全取代常用圆筒式球磨机,它主要用于金属矿物再磨作业,此外可用于烟气脱硫过程中石灰石浆的制备,石灰熟化,金的浸出回路中磨碎和浸出,水-煤及煤油的混合配制,煤或其他物料的超细磨矿。立磨机给料不应大于6mm,否则设备处理能力和效率均下降。当给料粒度合适、产品粒度小于74μm时,其能耗较普通磨机省很多。当要求产品粒度较粗,例如大于74μm时,一般立磨机不比球磨机节省能量。

表2 立磨机与普通球磨机操作数据对比
(2)艾萨磨机(卧式搅拌磨机)。
艾萨磨机(ISAMILL)于20世纪90年代获得工业应用,其中艾萨磨机是由Mount Isa矿山与德国Netzsch Feinmahltec公司共同研制,首先在澳大利亚的Mount Isa矿山应用。它是由颜料工业所用的Netzsch水平搅拌磨大型化,并适合矿业磨矿改进而来,与常规球磨机及塔磨机相比,艾萨磨机有更高的磨矿效率。目前,艾萨磨机由澳大利亚Xstrata公司提供整体技术装备。
艾萨磨机是一种用于细磨和超细磨的高速卧式搅拌磨机,磨矿细度P80能达到7μm以下。艾萨磨机主要由筒体、机架、传动机构、磨盘和产品分离器等组成,见图4。艾萨磨机有一组水平安装在悬臂轴上的圆盘,搅拌器转速高达1000r/min以上,这些圆盘以梢速度为15~20m/s高速旋转,使介质与物料呈流态化运动。电机经减速箱带动磨盘转动,由于沿盘面向外的径向速度不同,两盘面之间的矿料与介质形成磨矿循环,产品分离器将介质控制在磨机里而将合格产品顺利排出,图5为艾萨磨机的的工作原理图[22-23]。
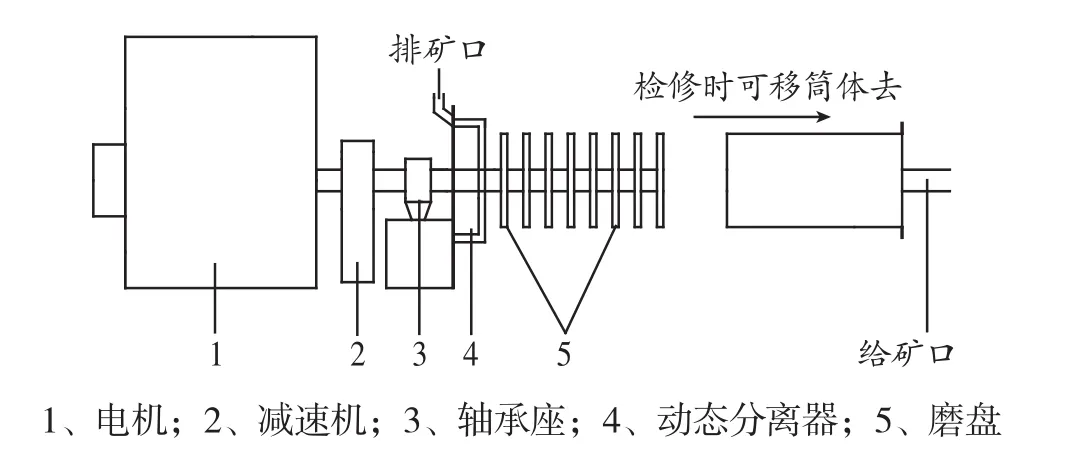
图4 艾萨(ISAMILL)磨机结构示意图

图5 艾萨(ISAMILL)磨机的工作机理
艾萨磨机高效磨矿的关键在于使用细粒介质,立式搅拌磨机使用的介质一般为10~12mm,而艾萨磨机可以使用1~2mm的介质,这能大大增加单位磨机内介质的比表面积,如充填率一定时,装2mm介质的表面积是装12mm介质的90倍,研磨面积的大幅度增加有效提高了细粒级磨矿效率。艾萨磨机在磨碎-25μm物料时主要使用河沙、炉渣等惰性介质,其有效避免铁介质磨损对矿浆的污染。由于艾萨磨机大型化的不断发展、MT1陶瓷介质的使用,艾萨磨正在往粗磨方向发展。
艾萨磨机自1994年在Mount Isa 铅锌矿山成功安装试验后,已广泛应用于铜、铅、锌、金、钼、铂等矿石的细磨。如澳大利亚Mount Isa 铅锌矿选矿厂铅粗精矿及锌中矿再磨回路中共安装了8 台M3000艾萨磨机,安装功率1.12 MW,台时处理量15~16t/h,给矿粒度F80为40~45μm,排矿粒度P80为8μm,比功耗约50~60kW·h/t[24];吉尔吉斯Kumtor金矿安装了1 台M10000艾萨磨机处理再磨球磨机的排矿,安装功率2.6 MW,设计处理能力65t/h,给矿粒度P80为20μm,产品粒度P80为10μm,实际平均处理能力为72 t/h,实际利用功率1950 kW,相当于比功耗27.1kW·h/t[25]。
3 碎磨工艺流程
上世纪八十年代,根据多碎少磨的原则,“三段破碎+球磨机”的碎磨流程得到广泛普及,进入90年代,随着半自磨(自磨)技术的成熟及矿山企业注重综合效益,“粗碎+半自磨(自磨)+球磨机”的碎磨流程得到推广,并在生产中创造了较大的经济效益。碎磨流程中,高压辊磨机常取代第三段细碎破碎机或置于第三段破碎机之后进行第四段超细碎,用以处理低、中磨蚀性的硬而碎的矿石,实现节能降耗。
目前中矿选择性分级再磨工艺及有效简化碎磨流程的工艺(如半自磨+立磨、破碎+棒磨+球磨等流程)近些年受到广泛关注,其中简化碎磨流程也是今后发展的趋势。
3.1中矿选择性分级再磨工艺
中矿选择性分级再磨工艺是彭会清教授1998年提出的,该工艺流程打破常规流程中将磨矿、浮选作为两个独立作业,而是使同段磨矿、浮选作业之间构成了一个大循环,中矿(精选尾矿或扫选精矿)直接返回原矿再磨[26]。中矿选择性分级再磨工艺的主要特征是:一个磨浮流程中只有一段磨机;精选尾矿或扫选精矿直接返回分级作业,经分级、粗粒磨矿后返回粗选,减少了精选作业和扫选作业之间的相互影响;在不超过浮游粒度上限的前提下,磨矿浮选之间不断循环渐进地对有用矿物进行磨矿、分级、浮选,直至精矿品位所需矿物单体解离为止,中矿无需浓缩直接作磨机排矿补加水返回;通过控制浮选药剂制度可实现粗选混浮,精选优先浮选,一次直接获得最终精矿。如江铜永平铜矿选矿厂采用中矿循序返回的铜硫混合浮选、铜硫分离浮选工艺流程,在生产中为保证铜精矿品位,导致一部分含铜贫中矿最终随尾矿或硫精矿排出,降低了铜的回收率,采用中矿选择性再磨工艺后(改造后的工艺流程如图6所示),铜回收率提高0.89个百分点的同时,铜精矿品位提高0.38个百分点[27-28]。目前该工艺已经应用于德兴铜矿泗洲选厂和大山选厂、武山铜矿、永平铜矿、凤凰山铜矿、曙光金铜矿等大中型国有矿山。

图6 永平铜矿中矿选择性再磨工艺流程
3.2半自磨+立磨工艺流程
“半自磨+立磨”工艺流程不仅比单段半自磨工艺流程简单、选矿主体设备和辅助设备数量少,基建投资少、流程不受物料水分影响,可处理含水和含泥量多的矿石、粉尘少,便于实现自动化控制等优点;还具有立磨机磨矿产品粒度均匀、过粉碎含量少、磨矿效率高、能耗低安装操作简单、运行成本低等优点;此外半自磨顽石还可作立磨介质,因此,“半自磨+立磨”工艺流程能有效简化碎磨流程、减少基建投资、运行成本低、磨矿产品粒度组成均匀等优势。随着半自磨工艺与立磨工艺技术的逐渐成熟,“半自磨+立磨”工艺流程也是今后碎磨工艺发展的一种趋势。位于澳大利亚昆士兰西北部的BHP Billiton公司Cannington铅锌银矿采用该流程,见图7。该流程为一台8.5×4m半自磨机功率为6800HP,与一台HP300破碎机、Φ400mm旋流器闭路,二段用一台立式磨机VTM1500WB (1100kW)与Φ250mm旋流器闭路,最终产品粒度P80=95μm,在浮选给矿粒度为100μm时,台时处理能力可达350t/h[29]。
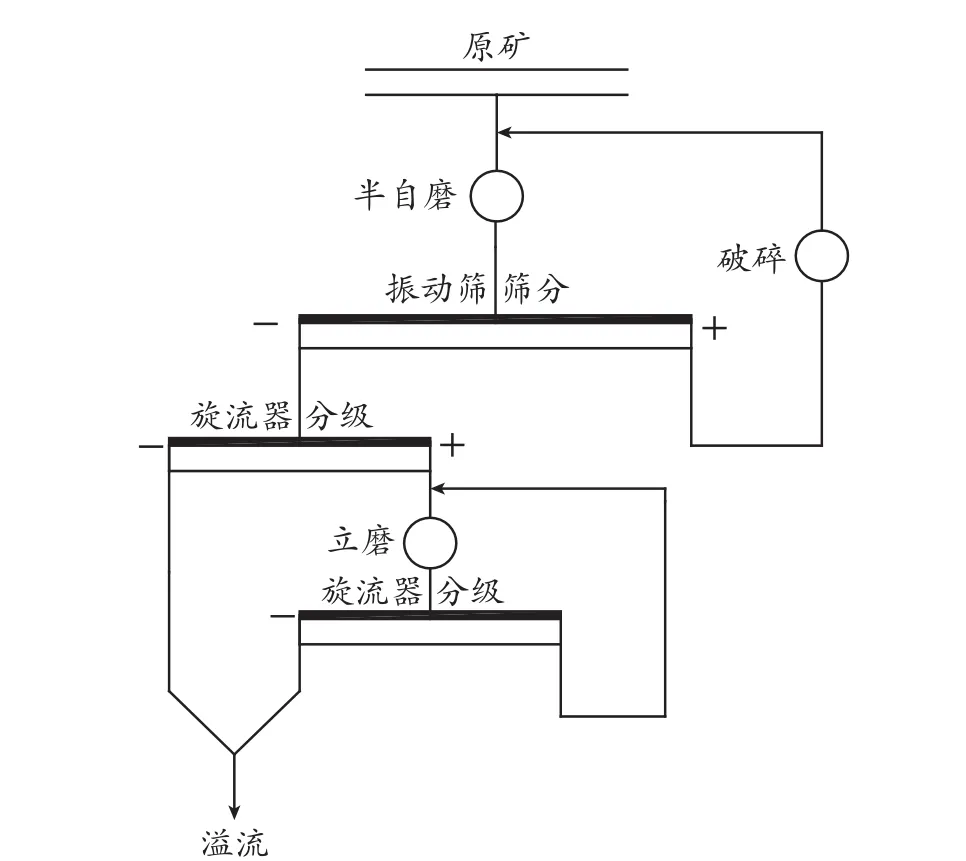
图7 Cannington铅锌银矿半自磨+立磨流程图
3.3破碎+棒磨+球磨工艺流程
“破碎+棒磨+球磨”流程在欧美国家及地区应用较多,有资料统计结果表明,“破碎+棒磨+球磨”流程能耗比“破碎+球磨”流程的低,专利CN 104607301 A最佳入磨粒度的的计算也提供了该流程具有最低能耗的理论依据[30],根据专利说明,对于细碎给矿80%过筛粒度为40~100mm,粗磨产品80%过筛粒度为0.5mm的碎磨要求,碎矿和磨矿能耗能大幅度降低的入磨粒度为1~4mm,而1~4mm刚好是棒磨机的产品粒度范围,且50~75mm给矿对棒磨机可以承受,因此,将细碎机改为棒磨机可实现低能耗磨碎。此外,棒磨产品粒度均匀、不易产生过粉碎和泥化现象棒磨机+球磨机具有改善碎磨流程结构等优势,因此“破碎+棒磨+球磨”流程是今后发展的一种趋势。目前属澳大利亚Exstrata PLC矿业公司锌—铅—银选矿厂、日本堂屋敷选厂(铜铅锌矿)、芬兰Outokumpu公司维汉选厂(铜铅锌矿)、我国梅山铁矿、云南磷化集团海口磷矿、银洞坡金矿等选厂均采用“破碎+棒磨+球磨”流程。此外,该流程的衍生流程“破碎+棒磨+砾磨”也有应用,我国某铜矿“破碎+棒磨+砾磨”流程见图8。该矿属于含铜硅卡岩类矿石,该流程的特点是原矿经三段破碎至-25mm,给入棒磨机粗磨,再进入砾磨机细磨(要求-0.074mm为65%),砾磨机介质由粗碎产物筛分获得,介质大小和数量容易控制,生产稳定,操作方便,流程对矿石性质适应性较广泛。

图8 某铜矿破碎+棒磨+砾磨流程
4 碎磨工艺参数
碎矿作业的工艺参数主要是破碎机给矿及排矿口大小、啮角、偏心轴转数或可动锥摆动次数等,半自磨(自磨)的主要工艺参数有介质大小、顽石孔大小,给矿中大矿块比例等。球磨机工作主要是靠磨机内运动的磨矿介质来完成的,即通过磨矿介质对矿粒的冲击和磨剥作用来实现矿粒的磨碎,磨矿介质制度(包括磨矿介质的大小、形状、材质、级配及充填率等)对磨矿有很大影响。昆明理工大学磨矿课题组长期致力于球磨机介质工作理论及实践研究工作,从入磨粒度、介质的尺寸、配比、形状、材质、充填率、磨矿产品粒度特性与回收率的关系等方面做了大量富有成效的工作,成果已广泛应用于江铜集团、铜陵有色、招远黄金、甘肃金川公司、郑州氧化铝厂、洛钼集团、云铜、昆钢、云天化、、云锡、蒙自铅锌矿等近三十个矿山选厂。
4.1磨机给矿粒度
多碎少磨是现代碎磨领域就如何在较低能耗下提高破碎能力这一实际问题提出的最佳技术选择,受到国内外的矿山企业的普遍重视及应用,为实现这一技术选择,碎矿粒度为多少时进入磨矿最适宜这一问题得到关注,由于研究者的研究思路不同,研究方式也有差异,得到的结果却不尽相同,如诺尔斯及法栾特以碎矿和磨矿能耗最低为原则,用邦德公式的计算结果作图,得到碎矿产品为12.7mm进入磨矿时碎磨能耗之和最低,这种结果对于不同矿种不同规模大小的选厂来说,采用同样的入磨粒度与实际效果偏差较大;原苏联研究者则以碎磨成本最低为原则,测算出大型选厂碎矿最终粒度4~8mm最好,小型选厂的碎矿最终10~15mm,这种结果也只是一个大致的范围;J.C.Farrant 认为当破碎的粒度为9~12mm时,破碎的总能耗最低;国内矿山均根据实际生产经验确定矿石入磨粒度,一般公认的经验粒度范围为l0~15mm,但是,目前许多厂矿采用高效圆锥破碎机将入磨粒度降至8mm以下,碎矿加上磨矿的总能耗仍然在继续下降,尤其是高压辊磨破碎设备的应用,产品粒度可以实现1~4mm,使碎磨能耗大幅度降低。
鉴于没有一个真正从理论上推导出来的碎矿与磨矿整体能耗最低的最佳入磨粒度公式,笔者通过测定细碎机的给矿粒度及球磨机的排矿粒度,根据邦德公式推导了矿石最佳入磨粒度的计算公式,见式1[30]。

式中dk为最佳入磨粒度,Fk1为细碎机给矿是80%过筛粒度,Pk2为粗磨机排矿80%过筛粒度。
该方法克服了经验公式计算入磨粒度的缺陷,通过该方法计算得出的最佳矿石入磨粒度,应用在不同矿种及不同规模的矿山上具有普适性,为碎矿与磨矿的节能提供了理论依据,为选矿厂选用设备指明了方向。
4.2磨矿介质尺寸
磨矿介质作为磨矿过程的施力体,介质的大小对磨矿有很大影响,介质尺寸过大则在相同的充填率下介质个数和研磨面积减少,反之尺寸过小,达不到破碎矿粒所需要的能量,即使较多的冲击次数也不能有效的磨碎粗粒级,粗粒级破碎概率低,所以介质尺寸过大或过小的对磨机生产率、磨矿产品质量、钢耗及电耗等方面均会产生不利影响。对于一定粒度的物料来说,介质尺寸在过大和过小之间必然存在一个最佳值。球径公式的发展从考虑因素较少的拉苏莫夫(K·A·Разумов)公式、戴维斯(Davis)公式、邦德简便公式(Bond)、奥列夫斯基(V·A·Олевский)公式,发展到考虑因素较为全面的阿里斯·查尔默斯(Allis-chhalmers)公式、洛克斯洛德(Re. Xnord)公式及球径半理论公式,见式2。目前国外对阿里斯·查尔默斯公式和洛克斯洛德公式应用较多,我国应用最广的为球径半理论公式,球径半理论公式也是目前球径计算公式中考虑因素最为全面的[31]。

式中Db为特定磨矿条件下给矿粒度d所需的精确球径(cm);Kc为综合经验修正系数;Ψ为磨机转速率(%);σbc为岩矿单轴抗压强度(kg/cm2);ρe为钢球在矿浆中的有效密度(g/cm3);D0为磨机内钢球中间缩聚层直径;df为磨机给矿95%过筛粒度(cm)。
笔者针对球径半理论公式计算钢球直径的不足,如整个公式中仅用抗压强度作为力学性质参数,而未考虑矿石的脆性和韧性,且公式中的极限抗压强度反映的是整体矿石的硬度,但矿石中各种矿物的硬度均不相同,鉴于此,笔者在球径半理论公式的基础上提出了一种基于矿石力学性质确定钢球直径的方法,见式3[32],该球径公式因考虑了更多的力学性质参数如矿石硬度,脆性及韧性,计算出的钢球直径更有针对性和选择性,目前已在江铜德兴铜矿大山选厂、铜陵有色冬瓜山铜矿、洛钼集团选矿二公司等矿山成功应用,应用表明使用该球径计算方法可有效改善磨矿产品粒度组成,粗级别难磨粒级含量会减少2~5个百分点,易泥化矿石过粉碎粒级含量减少2~4个百分点,中间易选粒级含量增加了6~9个百分点[33]。

式中D为钢球球径,n为采矿点个数,γi为对应采矿点的出矿比例,fi、μi、Ei分别为某一采矿点矿石的普氏硬度系数、割线泊松比、割线弹性模量,Si和Bi分别为破碎函数和破裂函数,fa、μa、Ea分别为n个采矿点的普氏硬度系数、割线弹性模量及割线泊松比对应的算术平均值,Db为特定磨矿条件下按球径半理论公式计算的给矿粒度所需的精确球径。
4.3精确化装补球
球径公式只是解决了单一矿块大小的问题,由于磨机给矿是大小不一的颗粒群,为了更好的磨矿效果,必须对其中的粗颗粒采用大钢球进行冲击,细颗粒采用小钢球进行研磨,因此,磨机内介质的级配就尤为重要。
对于任一配比情况下的装球制度,一次破碎作用下所能产生的破碎事件量P见式4[34]:
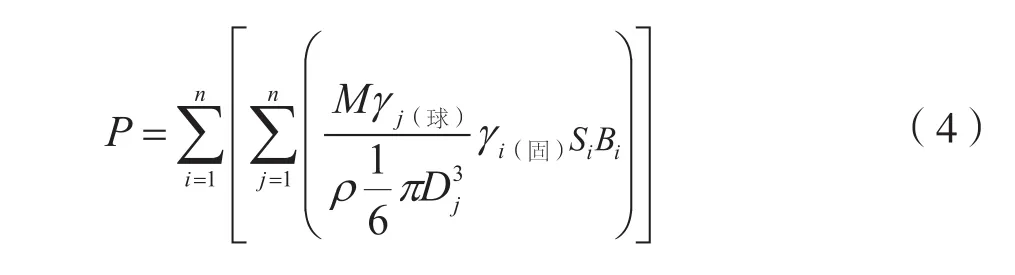
式中n为矿浆中固体颗粒级别数,i为某一粒度级别,γi(固)为i级别的固体含量(%),Si为i级别对应的选择性破碎函数、Bi为i级别对应的破裂函数,Dj为与i级别相对应的能破碎该级别的球径,γj(球)为占总球荷质量M的比例(%),ρ为钢球密度。
由式4可知破碎事件总量与钢球的直径、、选择性破碎函数、破裂函数。一般破碎事件总量随着直径减小而增大,随各直径钢球含量的减小而减小(注意到归一条件随着某一级别的钢球含量的增多或减少,必然引起另一级别钢球含量的减少或增多),随Dj的减小而减小,所以破碎事件总量也随之发生变化。由此必然存在一个钢球的最佳配比,在此配比下磨机中一次破碎事件所产生的破碎事件总量P最大,破碎效果最好。
随着钢球的磨损,磨机初装球荷的球比逐步消失,为保证磨机内球荷球比的合理,每天的补加球就显得尤为重要,常见的补加球方法主要有以下三种:一种是只简单补加一种大球的方法,这种方法操作简单,方便,目前许多选厂仍用这种方法,长期以往,造成磨机内球荷尺寸偏大,对磨矿产品粒度组成、磨机处理能力、能耗和电耗都产生了负面影响。第二种方法是合理平衡装补球方法。最初由前苏联专家提出的,具体操作是在初装球装入磨机运转后,通过不断调试补加球比例,在球磨机磨矿效果达到最优后,停下磨机进行清球,将磨机内球比作为最佳球比,称为平衡的球比,再把平衡的球比作为补球计算的依据,这种方法得到的补加球比能有效改善磨矿效果,但因试验程序多、计算繁琐、作业量大等弊端,现已无厂矿采用。第三种方法是精确化装补球方法中的画图法,磨机内大球磨损以冲击磨碎为主,而小球以磨剥磨损为主,即大球的冲击磨损大于小球,而小球的冲击磨损小于大球,因此可粗略假设大球及小球的磨损速度相当。作图法具体做法是先画出初装球的累积曲线,钢球磨损后磨损曲线会向左下方移动,为保持原有初装球曲线,则按初装球曲线向右上作平行移动即可得到补加曲线。精确化装补球方法是建立在球径半理论公式计算球径,根据破碎统计力学指导配球,在研究矿石力学性质和钢球磨损速度等一系列科学研究和实践基础上系统开发的一种补装球新方法[35]。该方法整体技术科学、操作简单、效果显著,一般生产率能提高15%~20%、单位球耗及单位电耗也下降10%以上,由于产品特性的改善,还可使有效提高后续选矿技术经济指标。
4.4磨矿介质形状
球形介质因具较好的转动性能和打击效果,是目前磨矿介质的主要形状,但在细磨过程中球形介质有很多不适应性。如球形介质属强烈冲击型介质,在磨碎物料时呈点接触,细磨时较大的冲击力易使磨矿产品发生过粉碎,且点接触的磨矿选择性作用明显比线接触的差;体积相同时球体的表面积最小,而细磨主要以研磨为主,在磨碎力足够的基础上研磨面积越大对磨矿效果越好;此外,细磨作业所需的磨球尺寸较小,小尺寸的钢球价格比同等材质大钢球高30%左右,从而导致磨矿成本增加。为寻求更适合磨矿要求的新型介质来,国内外研发出许多形状的磨矿介质,如短柱形、圆锥形、圆柱形、截锥形、椭圆形、六方体形、凹形及六棱柱形等各种不规则体和异形体介质[36]。其中短柱形和短截头圆锥形介质应用较为广泛[37],因其具有球形介质转动性能好的特点,符合磨过程要求介质作泻落式滚动的要求,又有棒形介质表面积大、呈线接触的特点,有保护细粒减轻过粉碎的作用。如会泽铅锌矿选矿厂针对精矿再磨作业矿物泥化严重等问题,在精矿再磨中用钢锻替代钢球,从而使+0.074mm粗粒级含量、-0.028mm过粉碎粒级含量分别降低0.55和2.02 个百分点,-0.074+0.028mm中间易选级别提高了2.64个百分点[38]。澳大利亚的Aberfoyle Hellyer铅锌矿将塔磨机中的高铬钢球用圆锥柱形介质替换,不仅避免使用磨球带来的磨机涨肚问题,还有效改善了磨矿产品的粒度组成[39]。
4.5磨矿介质材质
磨矿介质的材质也是影响细磨指标的一个重要因素,根据介质的不同材质,可简单地将其分为三类:一类是金属介质,金属介质具有大的密度及破碎力,同时易加工成不同形状,在制作过程中可通过调节微量元素的含量得到较高质量的金属介质,金属介质是目前应用最多的一类磨矿介质。第二类是岩矿类介质,早期用的主要是卵石、砾石等,但目前基本上使用的是矿石本身,此类磨矿介质的缺点是自身携带的能量密度较小、强度低,但因其加工和使用成本低,一些选厂仍采用此类介质。第三类是非金属介质,这是新研究发展起来的一类介质,其主要目的是为了满足一些特殊的磨矿要求。如在石墨的磨矿再磨过程中,在保证石墨单体解离条件下尽量避免大鳞片不被破坏,一般用陶瓷球。磨矿介质在磨矿过程中主要以塑变磨损、切削磨损、腐蚀磨损为主,磨矿介质需要具有较高的韧性及抗冲击疲劳能力,在此基础上具有适宜的硬度,此外,磨矿过程中矿浆一般为碱性,要求材质具有一定的抗腐蚀性能,这可通过加入合金元素来实现[40]。如西藏甲玛多金属矿选厂在其它条件相同的情况下,在两台MQYΦ4000×8000球磨机进行低铬钢球和高铬钢球的工业试验,试验结果见表3。从表3数据可以看出,高铬球耐磨性好、研磨效率高、磨矿产品细度好、台时产量高、此外高铬球对应的浮选系列在在相同原矿、药剂制度及浮选流程的情况下,铜、铅、锌、金、银回收率提高[41]。

表3 西藏甲玛多金属矿选厂
4.6磨机充填率
磨机的转速率ψ及球荷充填φ共同决定着钢球的运动状态,磨机充填率和介质的运动状态对磨矿过程起决定性作用。根据戴维斯、列文松等学者建立的的钢球运动理论,粗磨时需要较大的冲击力,磨矿介质应处于抛落式的运动状态,充填率相对高一点,相反,细磨时主要依靠研磨力,磨矿介质应处于泻落式的运动状态,充填率相对低一些。但同时需要注意的是戴维斯等学者建立的钢球运动理论是建立在磨内钢球不滑动的前提下。如果磨内钢球产生滑动,则理论出现偏差,甚至不适用(滑动严重的情况),对于中小型球磨机,由于磨机内矿砂的存在,当充填率大于40%时磨机内介质基本不滑动,根据据戴维斯—列文松的钢球运动理论,转速率在76%~88%范围内适宜的磨机充填率为40%~50%,一些选厂提高磨机转速率或采用超临界转速磨矿,磨机内的钢球充填率往往低于40%,甚至降到25%左右。对于大型或特大型球磨机,充填率较大时,中心部分的介质作蠕动,磨矿作用很弱,只有充填率小到一定程度后中心部分的介质才会处于抛落运动状态,因此,大型球磨机的充填一般在30%~35%,如德兴铜矿大山选厂5.5×8.5m溢流型的球磨机充填率控制在31%左右,冬瓜山铜矿5.03×8.3m溢流型球磨机充填率控制在30%~32%之间,本课题组曾在金川公司选矿厂一选车间的5.5×8.5m溢流型球磨机中开展大型球磨机最佳充填率的试验研究,最终确定5.5×8.5m大型球磨机的最佳充填率为 30%~31%,比过去生产中的36%~37%降低了5%~6%,磨机生产率、电耗及单耗均得到了改善[42-43]。
4.7助磨剂
在磨矿过程中加入某些化学添加剂可降低矿石硬度或改变矿浆的流态性质,从而提高磨矿效率、降低电耗及钢耗,这种在磨矿过程中添加药剂的方法已发展成为一种新的磨矿工艺,即助磨工艺。助磨工艺在水泥行业的应用已经相当广泛,在有色金属及钢铁行业的磨矿作业中使用相对偏少。随着开采矿石难磨程度的加大,助磨工艺也是未来发展的重要方向。目前助磨剂的作用机理有两种代表性的观点,即吸附降低硬度学说和矿浆流变性调节学说。
吸附降低硬度观点认为,矿物粒子因先天成矿地质作用、开采、运输、碎矿等原因导致本身存在许多宏观或微观裂缝,降入助磨剂后,助磨剂分子可沿着裂缝浸入并发生吸附,从而降低裂纹出矿物质点见的凝聚力,即加入的助磨剂对固体起了“劈分剂” 的作用,从而降低了矿粒的硬度。刘升明、芮鸿曾测定过化学药剂作用后的矿物表面显微硬度,证明药剂在矿物表面吸附降低了硬度,见表4[44]。
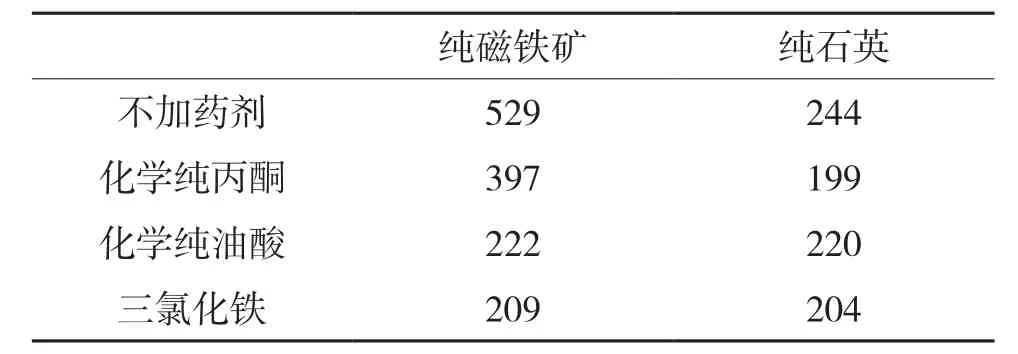
表4 一些药剂降低矿物显微硬度的测定结果
矿浆流变性调节学说认为助磨效应源于对矿浆流变性的改善,即助磨剂对物料产生的分散效应降低矿浆粘度(助磨剂一般在较高浓度下才起作用),刘升明曾对十多种药剂进行助磨试验,见表5[44],试验结果验证了助磨剂能降低矿浆粘度,并有一定的助磨作用。

表5 助磨剂对矿浆粘度及-200目产率的影响
磨矿是一个复杂的过程,既有机械作用,也有物理化学作用,吸附降低硬度学说和矿浆流变性调节学说彼此并非对立,只是研究的侧重点不同。笔者在相同磨矿条件下对考查六偏磷酸钠、氯化钠、氯化铝对铅锌矿的助磨效果,结果见表6。由表6结果可知,使用助磨剂可有效提高磨矿细度,改善磨矿产品粒度组成。

表6 不同助磨剂对铅锌矿的磨矿效果
4.8回收率与中间易选粒级含量的线性回归模型
调整碎磨工艺参数的最终目的是在高效、低能、低耗的基础上,优化磨矿产品的粒度组成并实现有用矿物高效选别。有效减少过粗粒级和过粉碎粒级产率,增加中间易选粒级含量经实践证明是提高回收率的一条重要途径。但提高磨矿产品中间易选粒级含量对回收率究竟有多大影响,一般是通过实验室浮选试验或试验前后统计报表来反映,尚无定量描述。为此,我们通过收集样本考察值,假设回归模型,并经一系列统计学检验后建立回收率与中间易选粒级含量的多元线性回归模型。该模型应用在回收率的分析检测及计算上,充分考虑了磨矿产品粒度的均匀性及中间易选粒级含量对选别的正相关性,为改善磨矿产品粒度组成特性提高回收率提供了理论依据。根据德兴铜矿大山选厂生产情况建立的多元线性回归模型见式5。

式中ε为浮选回收率,α为原矿品位,β为粗精品位,γ为磨矿产品中-0.2+0.038mm易选粒级含量。
该多元线性回归模型中各系数表明,在假定其它变量不变的情况下,当原矿品位增加0.1个百分点时,回收率可增加3.6个百分点;当精矿品位增加1个百分点时回收率减少1.28个百分点;当磨矿产品中-0.2+0.038mm易选粒级含量增加1个百分点时,回收率增加0.92个百分点,这也与大山选厂目前的生产相吻合,大山选厂球磨参数工艺优化试验期选厂生产指标见表7[45]。
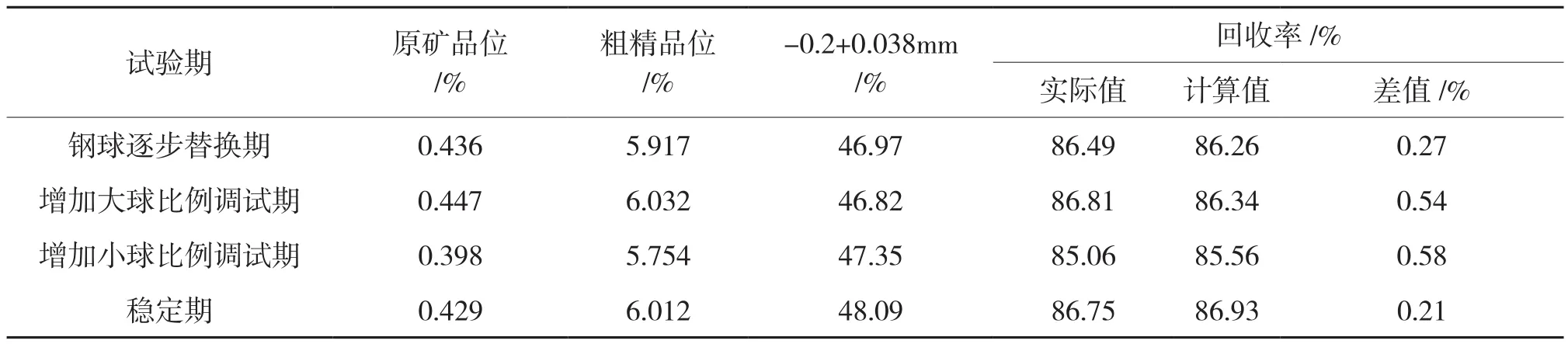
表7 大山选厂球磨参数工艺优化试验期生产指标
5 结论
从近些年碎磨技术的研究进展来看,碎磨设备以大型化、高效率、低能耗、易于自动控制为发展方向,借力于新理念、先进材料和制造技术、自动化水平等技术进步,在传统的碎磨设备改进升级的同时,一批高效节能的新设备,如高压辊磨机、旋盘式破碎机、立磨机和艾萨磨机等受到广泛应用。
在碎磨工艺方面,仍坚持“多碎少磨”的原则,如用高压辊磨机进行细碎或超细碎、采用“破碎+棒磨+球磨”工艺流程进一步降低入磨粒度,此外,采用一些能有效简化工艺的流程如“半自磨+立磨”也是以后发展的趋势。
从降低入磨粒度实现碎磨最低能耗、优化磨矿介质制度改善磨矿过程、研究助磨剂对磨矿效果的影响,到建立回收率与中间易选粒级含量的多元线性回归模型,实现提高磨矿产品中间易选粒级含量对回收率影响的定量描述,这一系列的研究逐步实现了磨矿工艺参数对磨矿及后续影响的系统化研究。
参考文献
[1]赵宇轩, 王银东. 选矿破碎理论及破碎设备概述[J]. 中国矿业, 2012, 21(11):103-105, 109.
[2]吴建明. 焦家金矿破碎机腔型改造的实践[J]. 矿冶, 2000(2): 76-81.
[3]郎世平, 发新, 郎宝贤. 对HP圆锥破碎机的分析[J]. 矿山机械, 2006, 34(4): 52-53.
[4]张长久. HP型圆锥破碎机提高碎磨效率生产实践[C]. 中国博鳌, 2004年全国选矿新技术及其发展方向学术研讨与技术交流会: 204, 237-242.
[5]闫珅, 郭燚. 破碎机运动轨迹的计算机仿真研究[J]. 煤矿机械, 2014, 35(5): 213-215.
[6]张德浩, 陈蔚芳, 叶文华. 锤式破碎机主轴辊的计算机仿真与试验模态分析[J]. 机械设计与研究, 2015, 31(2):140-142, 146.
[7]丁临冬. 冶金矿山高压辊磨机辊面磨损研究[J]. 矿业研究与开发, 2014(3): 95-98.
[8]宋艾江, 田鹤, 李聪杰, 等. 国产高压辊磨机在矿山行业的应用[J].矿山机械, 2014(4):74-77.
[9]段希祥, 肖庆飞. 碎矿与磨矿[M]. 第三版. 北京:冶金工业出版社, 2012:124-233.
[10]韩跃新, 王泽红. 破碎磨矿技术进展及趋势[C]. 沈阳:第九届中国选矿大会论文集, 2009:1-8.
[11]刘琨. 金属矿磨矿设备研究与应用新进展[J]. 中国资源综合利用, 2014(3): 40-42.
[12]井维和, 刘伟, 王越, 等. 乌山铜钼矿二期SABC破碎流程设计及生产实践[J]. 黄金, 2015(6):60-64.
[13]黄河. 球磨机衬板材质综述[J]. 矿山机械, 2010, 38(14):19-22.
[14]邓林欣. 进口球磨机衬板改进[J]. 矿山机械, 2006, 34(7):130-131.
[15]姜冬林, 刘桂红, 刘兰花. 球磨机磁性衬板在铁矿选矿厂中的应用[J]. 中国科技信息, 2014(23):77-79.
[16]石立, 张国旺, 肖骁. 金属矿山选矿厂磨矿分级自动控制研究现状[J]. 有色金属(选矿部分), 2013(z1):44-49.
[17]秦虎, 刘志红, 黄宋魏. 球磨机自动控制系统的研究[J]. 矿冶工程, 2010, 8(4):42-44.
[18]王会青, 张守元. 预测模糊控制在磨矿分级过程的应用研究[J]. 矿冶工程, 2002, 22(9):60-62.
[19]万小金, 周强. 立式搅拌超细磨机的研究与应用[J]. 云南冶金, 2012, 41(4):12-15, 21, 26.
[20]卢世杰, 周宏喜, 何建成, 等. KLM型立式螺旋搅拌磨机的研究与应用[J]. 有色金属工程, 2014(2):69-72.
[21]李平, 梁文波. 立式塔磨机在规代矿山的应用前景[C]. 中国成都,(第六届)中国矿业科技大会, 2015:495-497, 503.
[22]金勇士. 艾萨磨技术的应用及最新进展[J]. 有色设备, 2013(4):15-19.
[23]Paul W. Cleary, Matt D. Sinnott, Gerald G. Pereira. Computational prediction of performance for a full scale Isamill: Part 1- Media motion and energy utilisation in a dry mill [J]. Minerals Engineering, 2015(79): 220-238.
[24]李长根. 澳大利亚蒙特艾萨锌-铅-银-铜矿山[J]. 矿产综合利用, 2012(10):64-68.
[25]张光烈. 高效节能碎磨设备的技术特点及应用[J]. 中国矿业, 2011, 7(20): 14-18.
[26]Pease J, et al. Autogenous and inert milling is a mill [C]. Vancouver Canada, The Committee of International Autogenous And Semiautogenous Grinding Technology, 2006, I-230.
[27]彭会清. 中矿选择性分级再磨工艺:中国, 981131344 [P]. 1998-02-23.
[28]袁源平, 彭会清. 提高永平铜矿选铜回收率的试验研究[J]. 金属矿山, 2011(8):86-88, 93.
[29]Jankovic A, et al, Design and implementation of an AVC grinding circuit at BHP billiton Canmington [C]. Vancouver Canada, The Committee of International Autogenous And Semiautogenous Grinding Technology, 2006, II-290.
[30]肖庆飞, 汪太平, 胡新付. 一种确定矿石最佳入磨粒度的方法: 中国, 201410814747.0 [P]. 2014-12-24.
[31]段希祥. 球磨机钢球尺寸的理论计算研究[J]. 中国科学, A辑, 1989, 19(8):856-863.
[32]肖庆飞, 胡新付, 赵红芬. 一种基于矿石力学性质确定钢球直径的方法:中国, 201410814692.3 [P]. 2014-12-24.
[33]汪太平, 肖庆飞, 李博, 等. 精确化装补球制度在冬瓜山铜矿的应用研究[J]. 昆明理工大学学报(自然科学版), 2015, 40(4):23-27.
[34]肖庆飞. 两段磨矿精确化装补球方法的开发及应用研究[D]. 昆明:昆明理工大学, 2008:43-53.
[35]段希祥, 周平, 潘新潮. 球磨机精确化装补球方法[J]. 有色金属(选矿部分), 2004(8):75-78.
[36]Matthew D. Sinnott, Paul W. Cleary, Rob D. Morrison. Is media shape important for grinding performance in stirred mills? [J]. Minerals Engineering, 2011, 24(2):138-151.
[37]段希祥, 罗春梅, 肖庆飞, 等. 一种用于磨矿机中的中细磨矿介质:中国, 200820081510.6 [P]. 2009-3-25.
[38]王晶, 肖庆飞, 罗春梅, 等. 会泽氧硫混合铅锌矿精矿再磨介质优化试验研究[J]. 矿业研究与开发, 2012(1):40-42, 77.
[39]F. Shi. Comparison of grinding media— Cylpebs versus balls [J]. Minerals Engineering, 2004, 17(11-12):1259-1268.
[40]肖庆飞, 石贵明, 段希祥. 新型细磨介质的材质选择及应用研究[J].矿冶, 2006, 15(1):15-17.
[41]解钊, 赵艳宾, 刘明实, 等. 高铬钢球在西藏甲玛多金属矿选厂的应用[J]. 甘肃冶金 2014, 36(5):11-13.
[42]李博. 大型球磨机最佳充填率的探索及实践研究[D]. 昆明:昆明理工大学, 2014:60-65.
[43]王彩霞, 肖庆飞, 段希祥. 特大型球磨机球荷工作参数优化研究[J].矿产综合利用, 2014(6):45-48.
[44]段希祥. 选择性磨矿及应用[M]. 北京:冶金工业出版社, 1990: 200-214.
[45]康怀斌. 大山选厂浮选回收率与磨矿产品粒度均匀性的多元线性回归模型及应用研究[D]. 昆明:昆明理工大学, 2015:61-62.
Research Progresses and Applications of Crushing and Grinding Technology
XIAO Qing-fei1,2,KANG Huai-bin3,XIAO Hui4,ZHAN Xin-shun4,WU Qi-ming4,HONG Jian-hua4,ZHANG Hong-hua4
(1. State Key Laboratory of Complex Nonferrous Metal Resources Clean Utilization, Kunming, 650093, Yunnan, China; 2. Faculty of Land Resource Engineering,Kunming University of Science and Technology, Kunming, 650093, Yunnan, China; 3. Dongguashan Copper Mine, Tongling Nonferrous Metals Group Co. Ltd, Tongling, 244031, Anhui, China; 4.Jiangxi Copper Corporation, Nanchang, 330096, Jiangxi China)
Abstract:This paper introduced the update and upgrade of traditional crushing and grinding equipment and its latest development research, such as the application of high-pressure grinding roller, rotary crusher, verti-mill and ISA mill. Then based on the ore selective classification regrinding, the two kinds of typical processes were analyzed and remarked, studied on process flows of“semi self mill+vertimill”and“crusher+rod mill+ball mill”which can simplify the process flow of crushing and grinding. Finally, the research progresses improvement and applications were expounded from the best feed of grinding, size, proportion, shape and material of grinding media, filling ratio, grinding aids additives and the multiple linear regression model of recovery, easy dressing fraction’s and others.
Keywords:crushing;grinding;equipment;technological process;technological parameter
作者简介:肖庆飞(1980-),男,安徽宿松人,博士,教授,主要从事碎磨理论与工艺的研究。E-mail:13515877@qq.com
*基金项目:云南省科技计划项目基金(2013FZ022)
收稿日期:2015-12-07
中图分类号:TD92
文献标识码:A
文章编号:1009-3842(2016)01-0015-13
猜你喜欢
广西大学学报(自然科学版)(2022年2期)2022-07-06
中学生数理化(高中版.高考理化)(2022年4期)2022-05-25
山东理工大学学报(自然科学版)(2021年6期)2021-07-02
煤炭工程(2021年4期)2021-05-08
矿产综合利用(2020年1期)2020-07-24
中学生数理化·高一版(2020年2期)2020-04-21
山东工业技术(2016年23期)2016-12-23
科技创新导报(2016年20期)2016-12-14
科技视界(2016年4期)2016-02-22
光学仪器(2015年2期)2015-05-20