
制造执行系统的研究现状和发展趋势
2016-04-11 01:11王晋
兵器装备工程学报 2016年2期
王 晋
(西安航空学院 机械工程学院,西安 710077)
制造执行系统的研究现状和发展趋势
王晋
(西安航空学院 机械工程学院,西安710077)
摘要:为阐明制造执行系统的概念和运行机制,为相关研究提供支持,从制造执行系统的涵义和功能定位对制造执行系统进行了概述;通过专用MES、集成MES、可集成MES和智能化MES四个发展阶段对制造执行系统的发展历程进行了介绍;从MES的功能架构、系统集成标准和生产调度3个方面描述了制造执行系统的发展现状;最后探讨了制造执行系统的发展趋势。
关键词:制造执行系统;功能架构;系统集成标准;生产调度
Citation format:WANG Jin.Research Status and Developing Trend on Manufacturing Execution System[J].Journal of Ordnance Equipment Engineering,2016(2):92-96.
制造执行系统是企业信息化发展的重要组成部分,尽管企业信息化有了很大的发展,尤其是在系统设计方面取得了显著的发展,但是在厂矿企业的信息集成实践过程中,仍然存在信息孤岛和信息断层。产生这些问题的主要原因是生产管理业务系统和生产控制系统的分离。在这种情况下,作为面向企业生产层的信息系统-制造执行系统(Manufacturing execution system MES)应运而生。本文对MES的产生以及发展历程进行了概述,对MES的应用现状进行了分析,最后给出了MES的发展趋势。
1制造执行系统概述
1.1制造执行系统的涵义
在以往的企业上层管理系统与底层控制系统信息的交互过程中,由于车间中异常事件的产生,在生产计划过程中不能有效地掌握车间中生产资源的实时状态,使得在生产过程中得到的作业计划不可行;上层的管理人员和底层的操作人员不能实时地确定产品的信息,对产品的库存不能有效的控制;用户更无法知道订单的执行状态。鉴于此,1990年11月美国咨询调查公司AMR(Advanced Manufacturing Research)提出制造执行系统(Manufacturing Execution System,MES)的概念[1]。MES是面向车间层的管理技术与实时信息系统,可使车间上层计划管理系统和底层控制系统之间的信息孤岛有效联系起来,从而弥补计划层和控制层之间的空隙,保证信息流在企业中的连续性。
目前为止,人们对MES还没有统一的定义,具有代表性的是MES国际联合会(MESA)的定义:“MES能通过信息传递对从订单下达到产品完成的整个生产过程进行优化管理。当车间发生实时事件时,MES能及时做出反应、报告,并用当前的准确数据对他们进行指导处理。这种对状态变化的迅速响应使MES能够减少企业内部没有附加值的活动,有效地指导车间的生产运作过程,从而使其既能够提高车间及时交货能力,改善物料的流通性能,又能提高生产回报率。MES还通过双向的直接通信在企业内部和整个产品供应链中提供有关产品行为的关键任务信息”[2]。
1.2制造执行系统的功能定位
在企业生产管理过程中,一般可抽象成3个层次:计划层、执行层和控制层。计划层按照客户订单、库存和市场预测的情况,安排生产和物料组织。执行层按照计划层下达的生产计划、物料以及控制层的情况,制订车间作业计划,安排控制层的加工任务;当生产计划变更、机器发生故障、出现产品加工品质等问题时,执行层对作业计划进行调整,以保证生产过程正常进行。执行层处于企业计划层与控制层之间,含有大量的信息传递、交互与处理过程。企业信息化3层结构模型如图1所示。
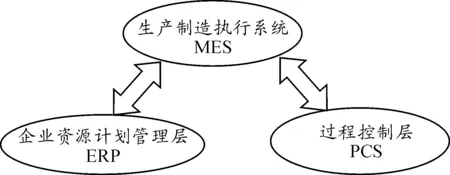
图1 3层企业模型
在企业信息化3层结构模型中,MES在计划管理层与底层控制之间架起了一座桥梁,实现两者之间的无缝连接。通过MES把生产计划与车间作业现场控制联系起来,解决了上层生产计划管理与底层生产过程之间脱节的问题,使企业生产计划的执行过程实现了透明化,为企业快速响应市场奠定了基础。
2MES发展历程及现状
2.1MES的发展历程
MES的研究和应用发展大致经历了四个发展阶段,如图2所示。
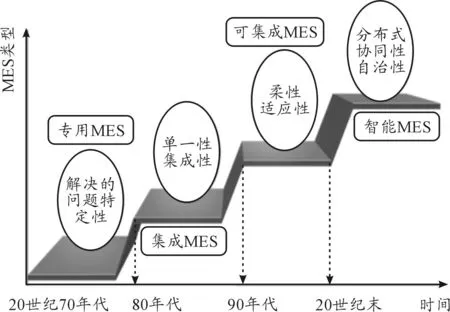
图2 MES的发展历程
1) 专用的MES(Point MES)[3]。专用MES系统是在20世纪70年代发展起来的,它是为了解决某个特定领域的问题,如设备状态监控系统、品质管理系统、生产进度跟踪和生产统计等而开发的单独应用系统。其优点是能够为某一特定环境提供较好的性能,实施的周期短、资金投入少,但其集成能力很差,不同功能的MES间集成很困难。
2) 集成的MES(Integrated MES)。集成的MES是把单一的MES有机集成在一起的功能更强大的MES系统。集成的MES始于20世纪80年代,主要集成生产现场信息系统和MRPII,例如生产进度跟踪信息系统、品质信息系统、绩效信息和设备信息系统等。集成的MES能够使上层事务处理和下层实时控制系统集成在一起,但难于与其他应用系统集成。20世纪90年代以来,国内外很多学者对集成的MES进行了研究。如Choi[4]研究了MES系统,专门用于冲压模具的制造;Scott[5]总结了集成的MES的框架;SEMATECH[6]、Pickett[7]、台湾成功大郑芳田教授[8]等研究了半导体制造行业的MES,并对其进行了分析和试验。集成的MES具有很多优点,如单一的逻辑数据库、数据模型的统一和系统内部集成性等优点,但它需要特定的车间环境,具有柔性差,缺乏通用性等缺点。
3) 可集成的MES(Integratable MES,I-MES)。20世纪90年代中期,美国AMRC研究小组通过分析信息技术的发展和MES的应用前景提出了可集成的MES(Integratable MES,I-MES)[9],它将专用的MES和集成的MES融合在一起,采用可重用、可重构组件及模块化技术来开发具有柔性和适应性的MES系统[10]。可集成的MES可将部分功能作为可重用组件单独销售,起到专用MES作用;又能实现上下两层的集成,起到集成MES的作用。
4) 智能化的MES。智能化的MES是指利用人工智能(Artificial Intelligence,AI)和分布式人工智能(Distributed Artificial Intelligence,DAI)来构造具有分布式、协同性和自治性的智能制造执行系统。人工智能中的遗传算法、神经网络算法和专家系统等先进技术已经在智能制造系统中取得了不少应用。如1985年Fox[11]使用约束推理的方法研究了针对车间管理和调度的专家系统。1997年MESA在白皮书[13]中公布了NIIIP提出的基于Agent的分布式对象和信息交换模型,为智能制造执行系统的发展指明了方向。
随着自动化技术和计算机技术的发展,智能化第二代MES解决方案的概念被相关学者提出,其主要目标是通过更加合理、更加精确和更加完整的加工过程状态跟踪和数据记录,保证车间管理的高效进行,它通过分布在资源设备中的传感器来确保车间的自动化。
3.2MES研究现状
3.2.1MES功能架构
1) 多代理技术。多Agent技术应用到MES中,是将制造资源的功能实体映射为Agent,具体方法分为功能分解法和物理分解法。在功能分解法中,系统中的逻辑功能模块被封装在Agent中,Agent和物理实体没有对应关系。物理分解法是Agent表示现实世界中的物理实体,Agent和物理实体间有清楚的对应关系。
最早把多代理技术引入到制造领域的是Gilman等[14]、Parunak和Shen等[16],提出了智能制造的概念;Wada等[17]面向柔性制造系统,Diep[18]等面向分布式制造系统,Zhu[19]等面向流程工业系统分别提出了基于多代理技术的制造执行系统,基本方法都是把制造单元通过多代理系统的动态协商机制,设备和设备能够动态连接或者重构,完成特定的任务。
在多Agent的基础上,Holon技术也得到了广泛的发展。基于Holon的制造系统参考模型PROSA首先由Van Brussel等[20]提出,Valckenaers等[21]则使用PROSA模型构建了MES系统;Brennan等[22]使用Holon技术对实时分布式控制系统进行了重构;Cheng[23-24]提出了基于Honlon的MES系统设计方法和开发实现技术,每个Holon代表一个软件代理和设备相关联。
2) 组件技术。目前被广泛接受的组件模型有三种:Microsoft公司的COM/DCOM,OMG组织提出的CORBA和SUN公司的Enterprise Java Beans[25]。基于组件的MES体系结构通过MES业务组件库,创建一个集成的、通用的和可配置的组件开发平台,为制造领域和MES的实施提供了共享的、柔性的和易于扩展的环境。
3) 工作流技术。工作流技术能够实现人和应用软件之间的交互作用,是一种有效控制和协调复杂活动的技术手段。工作流技术将MES的业务逻辑从具体的业务中分离出来,抽取原子级的企业活动,用业务流程模型来驱动这些活动进行,最终实现企业业务和软件的集成。
查阅近十年文献得知,针对MES系统的工作流技术的应用研究较少,已有文献主要集中在面向生产过程的工作流建模和生产调度策略分析方面。国内朱云龙、于海斌[26]研究了动态生产环境信息下的生产过程链的运行模式,建立了基于工作流技术的元生产活动控制模型;谭欧[27]从现有的MES系统中存在的问题入手,分析了在MES中引入工作流的必要性,并且就基于工作流的MES系统中的工作流模型和工作流引擎进行了设计;赵凯[28]开发了基于Agent的车间生产管理原型系统,并证明了系统的可行性和有效性;周伟、饶运清等[29]针对装配车间制造执行系统的特点,提出了一种基于工作流思想的制造执行系统(WFMES)。国外A.Gunasekaran和B.Kobu[30]研究了一种车间管理系统中对象工作流的模型,通过有向图给出了该模型的执行算法和状态转换关系。
3.2.2系统集成标准
MES标准对发展MES非常重要,重要的两个标准是国际仪表学会编制的ISA95企业控制系统集成标准和ISA SP98批量控制标准,ISA95后来成为IEC/ISO 62264国际标准。2000年国际仪表学会发布了ANSI/ISA-95.00.01(IEC/ISO 62264-1:2003)模型与术语标准,规范了业务系统和制造作业系统间信息交互作用时所用的术语和模型[31];2001年发布了ANSI/ISA-95.00.02(IEC/ISO 62264-2:2004)对象模型属性标准[32],对ANSI/ISA-95.00.01的内容作了补充和详细的解释;2005年发布了ANSI/ISA-95.00.03(IEC/ISO 62264-3:2007)制造运作管理活动模型标准[33],定义了在集成企业系统和控制系统时制造运作管理的数据流和生产活动模型。2007年ANSI/ISA-95.00.04-2007的发布定义了ISA-95.00.03中所有功能和和活动中用于数据交互的对象模型和属性[34]。ANSI/ISA-95.00.05-2007定义了与办公和生产自动化系统间的MES信息交互的事物模型[35]。
3.2.3生产调度
MES的任务是对整个车间的制造过程进行优化,根据生产中产生的实时数据做出相应的分析和处理。生产调度是MES中的重要模块,主要目标是通过较优的作业加工排序最大限度地减少生产过程中的准备时间,为生产计划的执行和控制提供指导。
目前,车间生产调度主要围绕下述3个方面进行研究:
1) 生产调度的多目标优化。随着制造业数字化的发展,如今车间调度问题不仅受到加工设备的制约,还和操作工人以及运料小车、刀具等机器辅助设备密切相关。因此对于现实中的生产车间,只有考虑多方面的目标进行优化才能满足现实的结果。
到目前为止,多目标优化问题已经取得了丰富的理论研究成果,并且越来越多的应用到实际生产中。其主要研究是在多个相互冲突的决策准则下进行有效的决策。决策者为了平衡这些目标的冲突性,在决策过程中进行妥协。妥协的结果是摒弃了最优解的概念,随之提出了劣解、非劣解的概念,决策者可以从自己的角度出发,选择自己最满意的方案[36]。
2) 工艺计划与车间调度的集成研究。传统的工艺计划和车间调度是相互独立的,工艺计划只考虑技术上的可行性,并没有与实际的制造环境相联系。因此有些学者提出了把工业路线规划和车间调度集成的工作方法。20世纪80年代,Chryssolourisa等[37]提出了将工艺和车间调度进行集成。Shen等[38]综述了工艺规划、车间调度和两者集成。相关文献表明,两者集成可减少两者目标冲突、工件流通和在制时间,提高车间资源利用率与对不确定性条件的响应能力[41]。
3) 动态调度。传统的静态调度研究在分析调度任务时假定在最初便具有所需要的全部信息,但在生产过程中存在着很多的异常事件,因此动态调度更加符合实际情况。
目前主要有3种方法来解决动态实时调度:人工智能方法、仿真方法和人工交互方法。但是对于离散型车间调度,从研究方法上看,一般都采取了两种或者两种以上方法的组合。Nelson[42]给出了滚动调度策略,并对零件周期性到达问题进行了研究。Sabuncuoglu[43]针对再调度周期对调度目标的影响,提出了可变再调度周期的方法。Yamamoto[44]研究了事件驱动的再调度问题,给出了在机床发生故障时生成完整调度的方法。Church和Uzsoy[45]提出了周期性和事件驱动混合策略的动态调度。
4MES的发展趋势
1) 实时性。理论上说,一个MES系统必须能够及时地处理车间中大量的实时数据,以能够控制复杂生产过程。它不仅仅需要获取这些数据,更要能够分析这些数据。当车间中发生异常事件时,MES系统要在短时间内做出回应。新一代MES应有更精确的过程状态跟踪能力,可实时获取更多的数据以及更准确、更及时、更方便地进行生产过程与控制,并具有多源信息融合及复杂信息处理与快速决策能力。
2) 智能性。现有的MES大多只提供一个替代管理方式的系统平台,通过大量的人工干预来控制生产过程。但MES中所涉及的信息以及决策过程非常复杂,以现有的方式难以保证生产过程的高效和优化。伴随着人工智能的发展,MES将具有人工智能决策功能,能够根据实时数据进行及时的智能辅助决策。
3) 集成性。新型MES系统的集成范围更广,覆盖整个企业业务流程。通过建立物流、品质、设备状态的统一工厂数据模型,真正实现MES软件系统的开放、可配置、易维护。
4) MES与新兴科学联系。目前,MES在理论研究和具体实施方面取得不少成绩。但是近些年来,伴随着云制造、物联制造、制造业服务化、网络化以及近期德国工业4.0等概念的提出和应用,MES已经不是以往在单一车间中的执行系统。在各种新兴概念环境下, MES研究的深度和广度将得到更大的发展。
5结语
制造执行系统在企业生产管理中起着承上启下的作用,它在ERP系统产生的生产计划指导下,收集底层控制系统的实时数据,安排生产的计划调度、监控、资源调配和生产过程优化工作。通过了解MES的发展现状,把握它的发展趋势,对于在我国研究和实施MES的工作具有深刻而广泛的理论价值和应用价值。
参考文献:
[1]MESA International,MES Functionalities & MRP to MES Data Flow Possibilities[R].White Paper2 (Pittsburgh:Manufacturing Execution Systems Assoc,1997.
[2]MESA International.MES Explained:A High Level Vision[R].White Paper6 Pittsburgh:Manufacturing Execution Systems Assoc.1997.
[3]MESA International.MKS explained:a high level vision [EB/OL].[2009-10-15].http://www.mesa,org/whitepapers/pap6.pdf.1997-9/2009-10-6.
[4]CHOI B K,KIM D H,WANG H.Gantt chart Based MES for Die & Mold Manufacturing [C]//Proceedings of IFIP WG5.7 Working Conference on Managing Concurrent Manufacturing toImprove Industrial Performance,Seattle,WA,1995(9):105-114.
[5]SCOTT D.Comparative Advantage through Manufacturing Execution Systems[C]//Proceedings of IEEE/SEMI Advanced Semiconductor Manufacturing Conference,1996:179-184.
[6]SEMATECH.CIM Framework Architecture Guide 1.0 [EB/OL].http://www.sematech.org/docubase/document/3379aeng.pdf.1997-10/2003-10-9.、.
[7]PICKETT B,ZUNIGA M.Modeling,Scheduling,and Dispatching in the Dynamic Environment of Semiconductor Manufacturing at FASL,Japan[C]//Proceedings of IEEE/SEMI Advanced Semiconductor Manufacturing Conference,1997:448-450.
[8]CHENG FT,KUO T L,FENG C.Modeling and Analysis for an Equipment Manager of the MES in Semiconductor Packaging Factories[C]//Proceedings of the IEEE International Conference on Systems,Man and Cybernetics,1998:469-474.
[9]海斌,朱云龙.可集成的制造执行系统[J].计算机集成制造,2000,6(6):1-5.
[10]AMR Consulting.Integratable MES:The Challenge And The Opportunity [EB/OL].http://www.amrconsulting.com/IntegratedMES.pdf.1995-4/2003-10-9.
[11]FOX M S.Constraint-Directed Search:A Case Study of Job Shop Scheduling [D].Ph.D.Dissertation,Carnegie-Mellon University,1983.
[12]孙志峻.智能制造系统车间生产优化调度[D].南京:南京航空航天大学,2002.
[13]MHSA International.MES software evaluation/selection [EB/OL].[2011-02-18].http://www.mesa,org/whitepapers/pap3.pelf.2000-2/2009-10-6.
[14]GILMAN C,APARICIO M,BARRY J,et al.Integration of design and manufacturin in a virtual enterprise using enterprise rules,intelligent agents,STEP and workflow,architectures,networks,and intelligent systems for manufacturing integration [J].Pittsburgh,Pennsylvania (15-16 October 1997),Bellingham,WA:SPIE-The International Society for Optical Engineering,1997,161-171.
[15]PARUNAK H.What can agents do in industry,and why? An overview of industrially-oriented R&D at CEC[R].Lecture Notes in Computer Science,1998,1435(1):105-112.
[16]SHEN W,NORRIE D.Agent-based systems for intelligent manufacturing:a state-of-the-art survey [J].Knowl Inf Syst,1999,1(2):129-156.
[17]WADA H,OKADA S.An autonomous agent approach for manufacturin execution control systems[J].Integrated Computer-Aided Engineering,2002,9(3):251-262.
[18]DIEP D,MASSOTTE P,MEIMOUNI A,et al.A distributed manufacturing execution system implemented with agents:the PABADIS model [M].Proceedings of the 1st IEEE International Conference on Industrial Informatics (INDIN 2003).Banff,Alberta,Canada.2003:301-306.
[19]ZHU W,RONG G.Multi-agent based technology for adaptive data integration of process oriented manufacturing execution systems [M].Proceedings of the 5th World Congress on Intelligent Control and Automation (WCICA 2004).Hangzhou,China; IEEE.2004:3129-3133.
[20]VAN BRUSSEL H,WYNS J,VALCKENAERS P,et al.Reference architecture for holonic manufacturing systems:PROSA [J].Computers in Industry,1998,37(3):255-274.
[21]VALCKENAERS P,VAN BRUSSEL H.Holonic manufacturing execution systems [J].CIRP Annals Manufacturing Technology,2005,54(1):427-432.
[22]BRENNAN R W,FLETCHER M,NORRIE D H.A Holonic approach to reconfiguring real-time distributed control systems [M].Multi-Agent Systems and Applications II.2002:323-335.
[23]CHENG F T,WU S L,CHANG C F.Systematic approach for developing holonic manufacturing execution systems [M].Proceedings of the 27th Annual Conference of the IEEE Industrial Electronics (IECON 2001).Denver,CO,USA; IEEE.2001:261-266.
[24]CHENG F T,CHANG C F,WU S L.Development of holonic manufacturing execution systems[J].Journal of Intelligent Manufacturing,2004,15(2):253-267.
[25]VINOSKI S.CORBA:Integrating diverse application with in distributed heterogeneous environments[J].IEEE Communications Magazine,1997,35(2):46-55.
[26]朱云龙,于海斌.基于工作流的敏捷化生产过程控制技术研究[J].中国机械工程,2002,13(6):509- 512.
[27]谭欧.工作流在MES中的应用方法研究[D].南京:南京航空航天大学,2007.
[28]赵凯.基于工作流的车间生产过程管理研究硕士[D].西安:西北工业大学,2007.
[29]周伟,饶运清,邵新宇.基于工作流的装配车间可配置制造执行系统[J].机械科学与技术,2009,28(9):1162-1166.
[30]GUNASEKARAN A,KOBU B.Modelling and Analysis of Business Process Reengineering[J].International Journal of Production Research,2002,40(11):2521-2546.
[31]ANSI/ISA-95.00.01-2000,Enterprise-Control System Integration Part I:Models and Terminology[S].
[32]ANSI/ISA-95.00.02-2001,Enterprise-Control System Integration Part 2:Object Model Attributes[S].
[33]ANSI/ISA-95.00.03-2005,Enterprise-Control System Integration Part 3:Activity Models of Manufacturing Operations Management[S].
[34]ISA.ANSI/ISA-95.00.04-2007,enterprise control system integration,Part 4:object models and attributes for manufacturing operations management [M].ISA.2007.
[35]ISA.ANSI/ISA-95.00.05-2007,enterprise control system integration,Part 5:business to manufacturing transactions [M].ISA.2007.
[36]刘爱军.离散车间多生产模式下作业调度研究[D].重庆:重庆大学,2011.
[37]CHRYSSOLOURIS G,CHAN S,COBB W.Decision making on the factory floor:an integrated approach to process planning and scheduling [J].Robotics and Computer-Integrated Manufacturing,1984,1 (3-4):315-319.
[38]SHEN W,WANG L,HAO Q.Agent-based distributed manufacturing process planning and scheduling:a state-of-the-art survey [J].Systems,Man and Cybernetics,Part C:Applications and Reviews,IEEETransactions,2006,36 (4):563-577.
[39]GAO Liang,LI Xinyu.Current researches on integrated process planning and scheduling [J].China Mechanical Engineering,2011,22(8):1001-1009.
[40]WANG L H,SHEN W M,HAO Q.An overview of distributed process planning and its integration with scheduling [J].International Journal of Computer Applications in Technology,2006,26(1-2),3-14.
[41]KUMAR M.,RAJOTIA S.Integration of scheduling with computer aided process planning [J].Journal of Materials Processing Technology,2003,138 (1-3):297-300.
[42]NELSON R T,HOLLOWAY C A,WONG R M.Centralized scheduling and priority implementation heuristics for a dynamic job shop model with due dates and variable processing time[C].AIIE Transaction,1977,19:95-102.
[43]SABUNCUOGLU I,KARABUK S.Rescheduling frequency in an FMS with uncertain processing Times and unreliable Machines[J].Journal of Manufacturing Systems,1999,18(4):268-281.
[44]YAMAMOTO M,NOF S Y.Scheduling/rescheduling in the manufacturing operation system environment[J].International Journal of Production Research,1985,23:705-722.
[45]CHURCH L,UZSOY R.Analysis of periodic and event-driven rescheduling policies in dynamic shops[J].International journal of Computer Integrated Manufacturing,1992,5(3):153-163.
(责任编辑唐定国)
Research Status and Developing Trend on Manufacturing Execution System
WANG Jin
(School of Mechanical Engineering, Xi’an Aeronautical University, Xi’an 710077, China)
Abstract:To offer support for relevant studies by elaborating the concept and operational mechanism of manufacturing execution system, the meaning and function of of manufacturing execution system were summarized; Four development stages of the development of manufacturing execution system were introduced according to special MES, integrated MES, intelligent integrated MES and intelligent MES. Furthermore, the current research on the function of MES architecture, system integration standard and production scheduling were described. Finally, future research trend was discussed.
Key words:manufacturing execution system; functional architecture; system integration standard; production scheduling
文章编号:1006-0707(2016)02-0092-05
中图分类号:T19
文献标识码:A
doi:10.11809/scbgxb2016.02.023
作者简介:王晋(1985—),男,讲师,主要从事生产管理和智能制造研究。
收稿日期:2015-08-23;修回日期:2015-09-10
本文引用格式:王晋.制造执行系统的研究现状和发展趋势[J].兵器装备工程学报,2016(2):92-96.
【机械制造与检测技术】
