盘卷环形退火炉的系统组成与应用
2016-04-10 06:42李志军杨梁王俊杨万军
工业炉 2016年6期
李志军,杨梁,王俊,杨万军
(南京净环热冶金工程有限公司,江苏南京210016)
盘卷环形退火炉的系统组成与应用
李志军,杨梁,王俊,杨万军
(南京净环热冶金工程有限公司,江苏南京210016)
阐述了盘卷环形退火炉的热处理工艺过程,介绍了该热处理炉的设备组成、技术特点以及自主研发关键设备的使用效果。实践证明,该热处理炉能够满足盘卷退火的工艺要求,产品质量满足要求。
环形炉;盘卷;热处理;关键设备
不锈钢线材的固溶处理有在线处理和离线处理两种方式。在线处理能充分利用轧后线材的自身显热,散卷料进退火炉后进行适当的补热快速达到热处理温度,保温一定时间后进行快速冷却从而达到固溶退火的目的,在线热处理具有显著的节能效益,国外先进工艺线都设置在线热处理。国内某高线厂不锈钢线材在线处理设置有DST炉和环形炉两种炉型方式,DST炉是一种辊底式连续退火炉,DST炉适用于产品品种变化不大,单个产品批量较大的生产情况,优点是物料输送简单、产量大,能耗低,缺点是一次性投资大,生产灵活性较低。环形退火炉能够满足在线和离线两种处理方式,占地面积小,投资小,生产灵活,是盘卷处理生产线中不可或缺的一种炉型,本文主要介绍环形炉的在线热处理工艺过程及系统组成。
1 盘卷退火环形炉的系统组成
1.1 工艺过程
环形炉主要用于线材盘卷或大盘卷固溶热处理过程中的加热和均温,并设置炉外水淬设备,共同完成奥氏体不锈钢的固溶热处理过程。奥氏体不锈钢固溶热处理要求的最高温度为1 150℃。典型的固溶退火工艺曲线见图1。该生产线产品大纲中Φ16以上线材可以通过环形炉进行在线固溶处理。
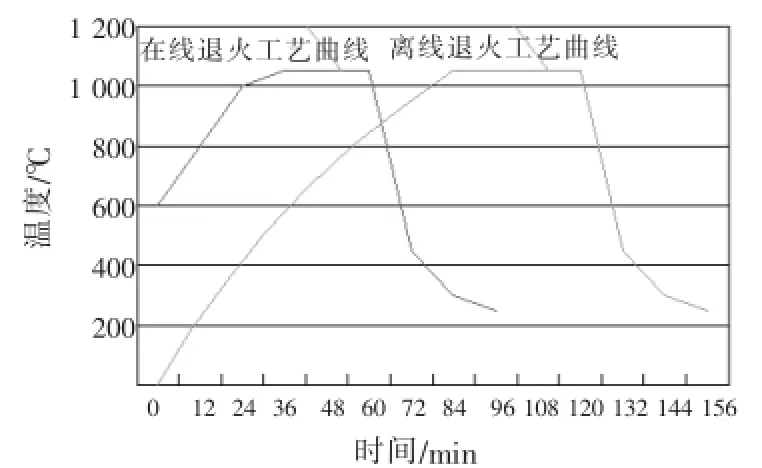
图1 一种典型奥氏体不锈钢盘卷退火工艺曲线图
工艺过程描述如下:
首先大直径(Φ16以上)线材通过大盘卷卸料装置收集于卷芯架上,卷芯架被输送辊道运至环形炉炉侧固定位置,上料卷转运装置(旋转吊)将输送辊道上的盘卷转移到环形炉的在线处理装料平台;装料小车将盘卷装入炉内空料位。盘卷在炉内进行升温,保温一定时间。当淬火水槽有空料位时,环形炉门出料炉门开启,出料小车前进,将最后一个料位的盘卷从炉内托起,后退至淬火位;出料机将盘卷放置到淬火水槽升降机上,升降机下降,将盘卷浸入水中,并放置到水下的旋转料框的空料位上,当有盘卷完成淬火,升降机将其升起,由出料机取出,淬火水槽的旋转料框旋转一个料位,空出的料框等待下一次受料;出料小车负责淬火水槽的卸料,当淬火完成的盘卷升出水面,出料机将其托起,继续后退到卸料位;后退到卸料位的卸料小车,将完成固溶热处理的盘卷放置到在线卸料台上,卸料转运装置(旋转吊)将处理好的盘卷转移到输送辊道的卷芯架上。盘卷随卷芯架运送到成品仓库,完成在线处理。工艺布置见图2。
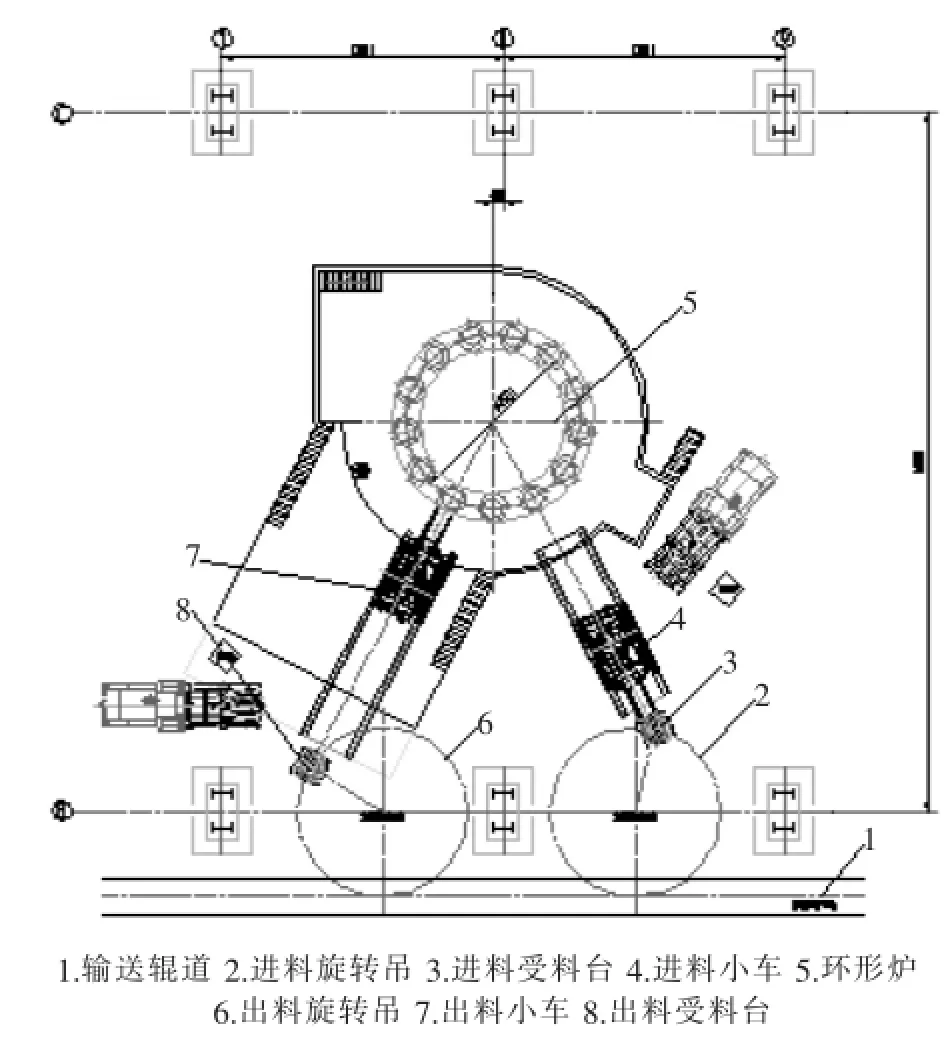
图2 环形炉工艺设备布置图
1.2 系统配置及特点
物料输送系统和环形炉燃烧控制系统是本系统的关键部分。
由于环形炉同时满足在线和离线处理两种工艺要求,所以物料输送系统复杂,设备先进,各设备之间的动作衔接紧密。在线工艺系统设备有上料端旋转吊,上料端受料台,装料小车,环形炉,出料小车,淬火水槽,出料端受料台,出料端旋转吊,其中旋转吊和进出料小车是整个系统中最关键的设备。
退火工艺对炉膛温度控制精度和均匀性要求较高,所以本系统选用先进的燃烧设备以及采用脉冲燃烧控制系统,保证了退火工艺的要求。
2 环形炉的技术方案
2.1 主要技术参数
用途:线材盘卷热处理
处理量:50 000 t/a
钢种:300系不锈钢
规格:5~38 mm
盘卷尺寸:
外径:1 250 mm
内径:850 mm
卷高:2 000 mm(max)
卷重:1 850 kg(max)
燃料:天然气
2.2 主要技术方案
(1)开发盘卷转运装置即旋转吊;
(2)开发进出料小车;
(3)采用高效空气预热器;
(4)采用亚高速天然气烧嘴;
(5)采用脉冲燃烧控制系统。
2.3 关键设备
(1)旋转吊
旋转吊是把盘卷从输送辊道转运至环形炉退火工艺区的关键设备。本设备由德国西马克公司开发研制。
旋转吊(见图3)由旋转机构、升降机构,抓料机构,拖链机构等组成,具有旋转、上升、下降,抓取四种功能,通过上述功能动作的单独运转或叠加运转,实现取料,转运的工艺过程。
(2)进出料小车
装出料小车(见图4)由大车轨道、大车行走机构、回转机构、小车轨道、小车行走机构、料叉升降机构,拖链机构等组成。
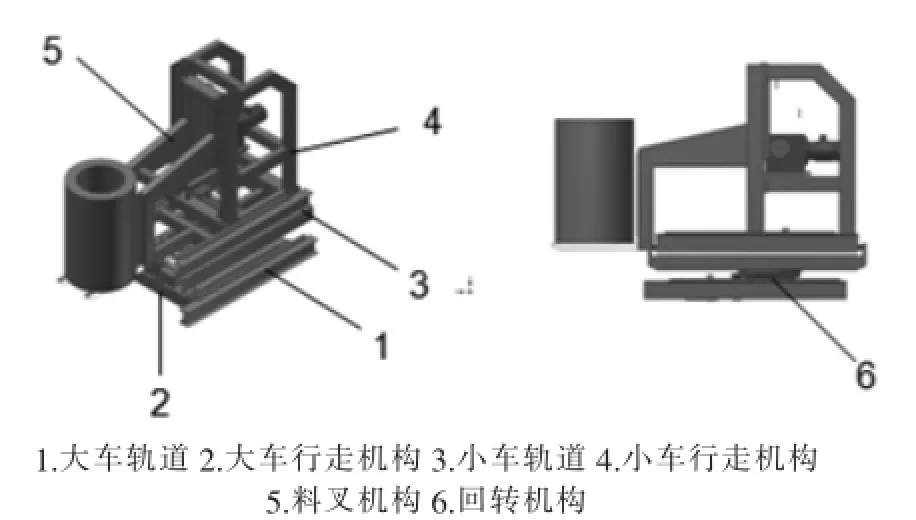
图4 进出料小车示意图
装出料小车的运动具有上升、下降、回转、前进、后退五种功能,通过上述功能动作的单独运转或叠加运转,实现取料,装、出炉的工艺过程。
装出料小车的运动控制:
料叉升降控制:升降机内置增量编码器,用于位置检测和加、减速点控制;升降框架上设置两套接触式行程开关,对应最高、最低位。
小车运行控制:小车平移电机内置增量编码器,用于位置检测和加、减速点控制。
回转运行控制:回转电机内置增量编码器,用于位置检测和加、减速点控制。
大车运行控制:大车传动电机内置增量编码器,用于位置检测和加、减速点控制;设置两套接触式形成开关用作行程极限控制。
(3)天然气亚高速烧嘴
选用亚高速烧嘴作为本环形炉的燃烧装置。图5为燃天然气烧嘴结构组成,燃烧室前段明显缩口,可以获得较高的燃烧产物的喷出速度,起到强烈搅拌炉气的作用。烧嘴火焰长度控制在1~1.5 m。为了实现脉冲燃烧控制,烧嘴还配有燃气脉冲阀,助燃空气脉冲阀,烧嘴控制器,点火变压器,比例阀。

图5 天然气亚高速烧嘴示意图
2.4 脉冲燃烧控制系统的方案设计
脉冲燃烧是将一段时间间隔内的累计燃料,按予调好的空/燃比以极高的速度,通过烧嘴,按照时序分配的结果,进行燃料燃烧。
这样燃烧的好处是:在额定的燃气压力、热值下,在脉冲燃烧状态,喷出热气流的热焓、速度以及热气流的长度都是一个定值,如果对多个烧嘴进行适当的组合,合理地布置,就会很容易的获得满意的炉内温度场的分布,保证极高的工件加热质量。
对于在“以时间平均为小流量”的保温状态下,也就是低负荷燃烧状态下,每一个烧嘴在打开期间,喷出的燃料和空气量和‘大流量’状态下是相同的,仅仅是打开的时间不同,所以不存在火焰长度受到常规控制下的“小流量”影响的问题。这样,可以得到两个直接的好处:
(1)火焰长度不变,导致被加热工件的温度均匀性不变;
(2)很容易对热处理炉的炉温进行量化控制。
图6表示本炉段的供热量在50%的情况下,每个烧嘴控制脉冲的ON/OFF时序图。很显然,当要求热负荷由最小变到最大或者相反时,只要在固定的脉冲周期下,调整烧嘴控制脉冲的ON/OFF时间,就可以达到调整热负荷的目的。本过程全部由PLC完成。
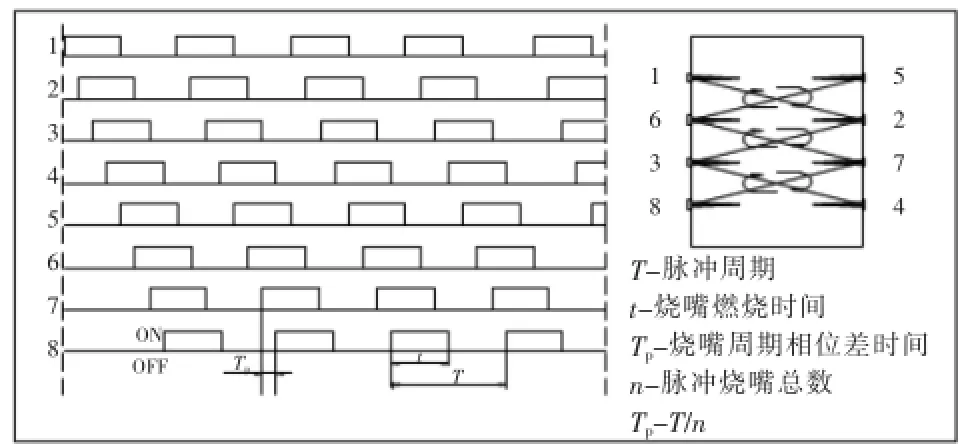
图6 烧嘴脉冲时序图
2.4.1 控制脉冲的获得——脉冲变换器和脉冲分配器
在图7中,当温度调节器(PID)输出信号MV在:‘0~100%’范围变化时,脉冲变换器的输出——脉冲的开时间也随着在‘0~T’中间线性变化。
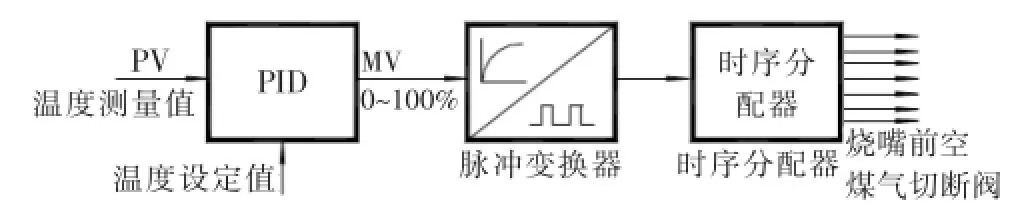
图7 脉冲变换器及分配器图
其中,T为脉冲周期。然后,经过脉冲时序分配器,将控制脉冲发到相应的空/燃气的阀门控制执行机构,最终完成阀门的开/闭,从而达到控制炉温的目的。本变换过程在PLC内非常容易实现。
2.4.2 脉冲燃烧时烧嘴的实际工作过程
(1)在不生产时,图8中‘2’、‘4’端子为低电平。空气阀T1关闭、T2关闭。
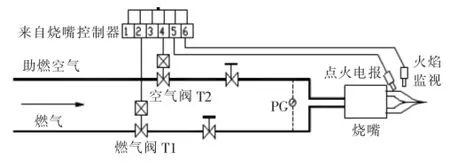
图8 脉冲燃烧烧嘴燃烧过程图
(2)正常工作的情况下,在燃烧时序为‘ON’时,PLC向图中‘2’、‘4’端子送出高电平开始,T1、T2打开,烧嘴开始燃烧过程。
(3)当时序进入‘OFF’状态,PLC向图中‘2’、‘4’端子送低电平,T1、T2阀关闭,停止燃烧。
3 结语
该生产线工艺先进,物料输送复杂,开创了集卷线材在线处理的国内先河,该机组已经投入生产,退火性能完全达到了用户要求,并得到用户的高度评价。集卷线材的直接固溶热处理,由于保留了线材的显热减少了线材冷却后再加热所需热量,能耗指标大幅降低,达到20 m3天然气/t钢,比离线处理节约50%,为企业产生了巨大的经济效益。
[1]潘妮,王婷.超大直径盘圆罩式退火炉的设计与应用[J].工业炉. 2015(5):20-24.
System Composition and Application of Ring Annealing Furnace(ROF)for Wire Rod
LI Zhijun,YANG Liang,WANG Jun,YANG Wanjun
(Nanjing Jinghuanre Metallurgy Engineering Co.,Ltd,Nanjing 210016,China)
The heat treatmentprocess of ring annealing furnace(ROF)for wire rod was expatiated.The equipment composition,technical characteristic and the application effect of independent research and development key equipments were introduced.The practice results showed that the ring annealing furnace is competent for the produce ofwire rod annealand the product quality can meetthe requirements.
ring annealing furnace;wire rod;heattreatment;key equipment
TG307
B
1001-6988(2016)06-0033-03
2016-07-18
李志军(1980—),男,工程师,主要从事加热炉的设计与项目管理工作.
猜你喜欢
江苏钢铁(2022年7期)2022-06-30
政工学刊(2021年12期)2021-12-22
快乐语文(2020年36期)2021-01-14
家庭影院技术(2020年11期)2020-12-28
冶金设备(2020年2期)2020-12-28
科学大众(2020年17期)2020-10-27
家庭影院技术(2020年4期)2020-05-21
文苑(2018年22期)2018-11-19
电子制作(2018年8期)2018-06-26
制造技术与机床(2017年3期)2017-06-23