基于Cimatron E10.0&VERICUT整体叶轮的数控加工与仿真
2016-04-08 23:48郭汉相白跃辉
山东工业技术 2016年7期
郭汉相 白跃辉
摘 要:本文主要介绍如何用Cimatron E10.0来编制整体叶轮的加工程序,并且利用VERICUT进行机床加工仿真并验证正确性,使其可以直接的上机床加工。
关键词:整体叶轮;五轴;干涉;VERICUT
DOI:10.16640/j.cnki.37-1222/t.2016.07.040
整体叶轮不仅仅是发动机的关键部件,而且对发动机的性能有很大的影响,它的加工成为提高发动机性能的一个关键因素。本文就针对整体叶轮(如图1)加工谈谈自己是如何设计程序并仿真模拟到最后的上机实操。
1 Cimatron E10.0整体叶轮五轴数控加工及数控工艺规划
1.1 整体叶轮根据用途广泛,其结构形式也是多种多样
本文的研究对象如图1所示,叶轮上共有13个叶片(叶片根部允许留R4圆角),材料为锻铝,成空间扭曲状,并且后仰的趋势比较大及流道深,从而对加工制造增加了难度。
1.2 数控加工工艺流程及刀具的选择如表1
1.3 数控加工程序的设计及编制
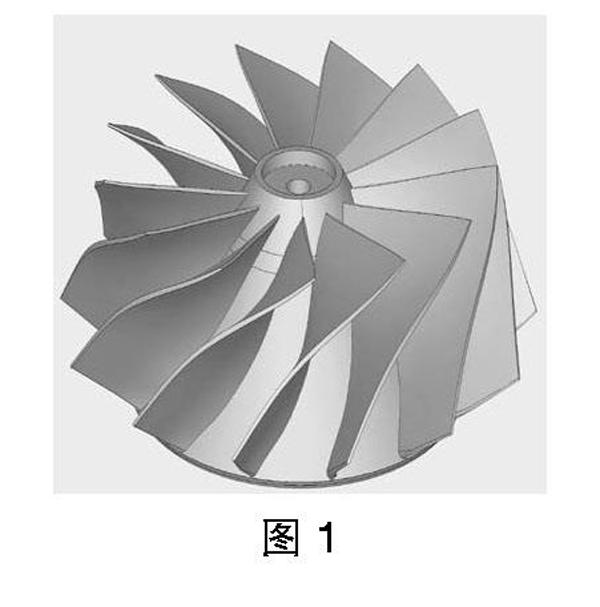
①粗加工的目的是要求单位时间尽可能快的去处多余的材料,因此选择五轴定位加工,不涉及到联动,更快捷更高效。选用φ12R0.5玉米棒铣刀,采用体积铣-环绕切削加工,从三个角度定位加工完成。刀具路径如图2所示。图示上只显示一个流道里面的粗加工,其余可以通过阵列刀路实现。
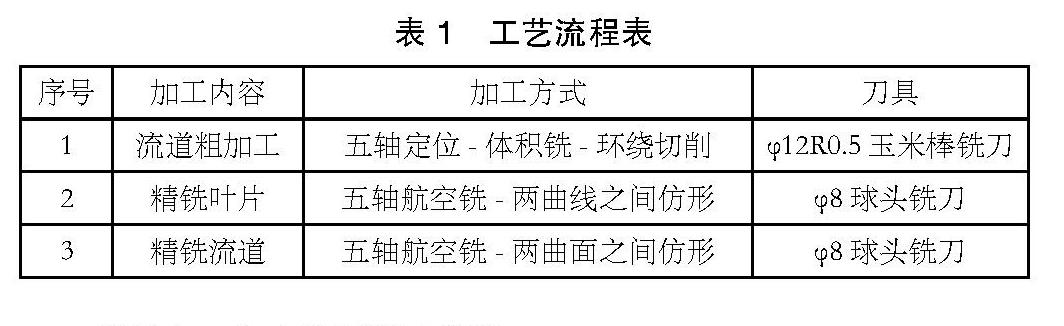
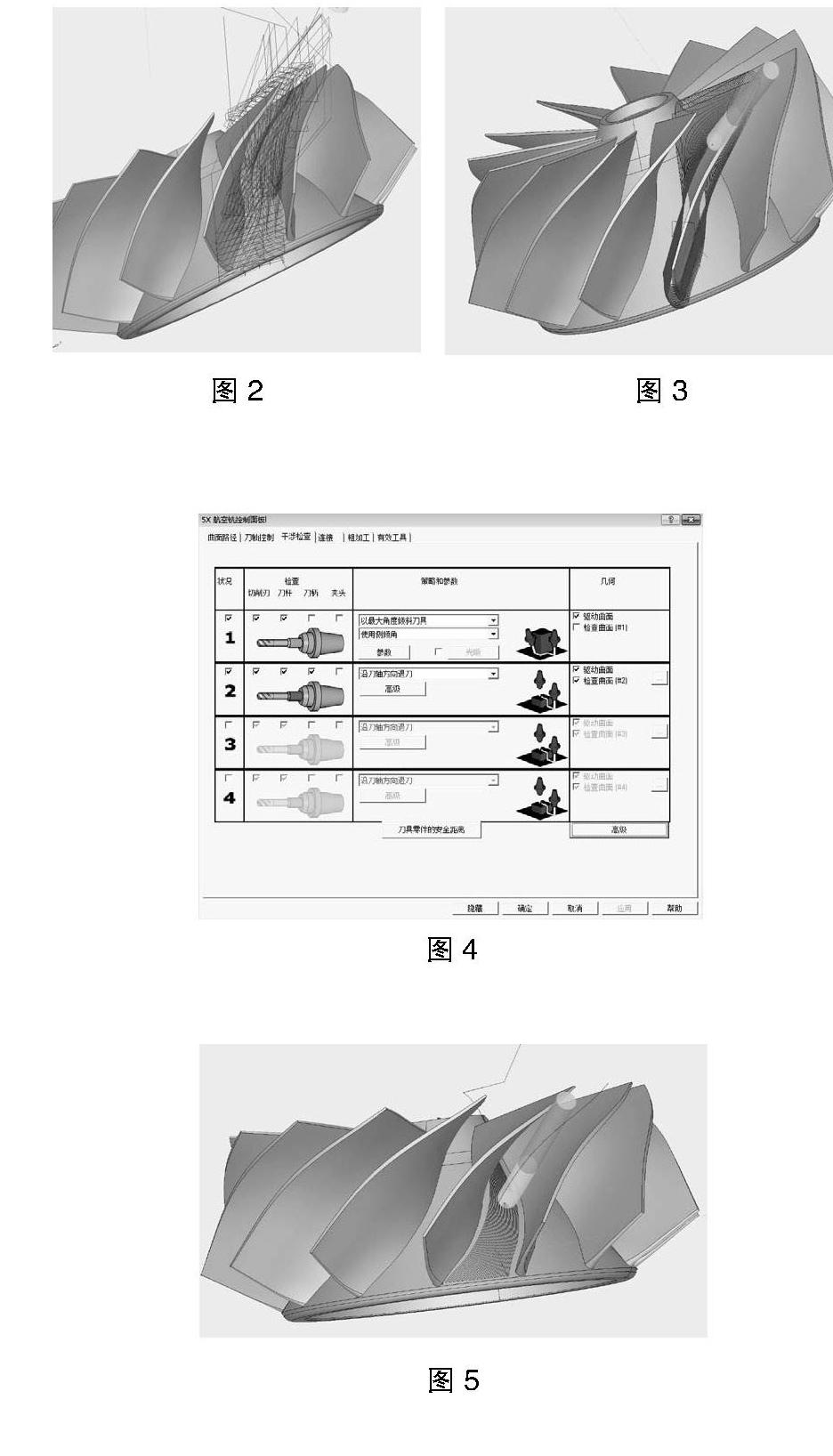
② 精加工主要是为了得到理想的尺寸及粗糙度,切削量小。所以尽可能的采用高速铣削加工来达到更好的表面质量。选用φ8R4球头铣刀,采用五轴航空铣之两曲线之间仿形,五轴联动加工完成叶片的精铣。刀具路径如图3所示。图示上只显示一个叶片精加工的刀具路径,其余可以通过阵列刀路实现。此时的刀具的摆角的设置是个关键,本例中采用的是88.9°,已无限接近最大的摆角,如果设置过小会与叶片干涉造成过切。另外干涉检查更是关键中的关键,选择不合适的干涉检查曲面会导致刀具与叶片碰撞或者刀柄与叶片发生碰撞或者叶片过切等等。设置如图4所示。
③ 流道为叶轮底面部分,13个叶片把一个整体的流道面分成相等的13份,所以每两个叶片之间的流道面又是一个独立的部分。此时的程序设计,考虑的主要是干涉,如果不干涉程序就相对简单的很多。因为只看流道面的话其实就是一个稍微带点弧度的圆锥面,但是加上叶片完全就不一样。选用φ8R4球头铣刀,采用五轴航空铣之两曲面之间仿形,五轴联动加工完成流道的精铣。此时的刀轴的控制就显得更为关键,合理的刀轴控制可以计算出更加流畅刀具路线,此例是通过选定曲线来控制刀轴的走向。刀具路径和控制曲线如图5所示。图示上只显示一个流道精加工的刀具路径,其余可以通过阵列刀路实现。另外干涉还是重中之重,一定要保证刀具的切削刃、刀杆、刀柄都不要与叶片发生干涉,否则就前功尽弃。要把流道面、叶片的面、叶片的顶面等都要检查进去,确保前面加工完成的叶片的完好性。
1.4 后置处理并生成数控机床Mikron UCP800识别的代码
完成以上的程序设计后,由于Cimatron E10.0生成的刀位文件机床是无法识别的,可以通过定制的数控机床Mikron UCP800的后置处理文件得到需要的NC程序代码,并制定详细的刀具清单和装示意简图,交付车间使用。
2 VERICUT7.3机床加工过程仿真
VERICUT 是一款专为制造业设计的CNC数控机床加工仿真和优化软件。VERICUT取消了传统的切削实验部件方式,通过模拟整个机床加工过程和校验加工程序的准确性,来帮助用户清除编程错误和校验程序。
此仿真是需要在1:1的机床模型上添加刀具、工装、毛坯、数控程序代码等进行数控加工仿真,详细步骤如下:
(1)首先在VERICUT文件下建立新项目;
(2)在工位下面组件模型树中添加数控机床Mikron_UCP800_Duro.mch和配置控制文件hei530.ctl,并加载Fixture(夹具)和Stock(毛坯);
(3)设置坐标系统。设置毛坯上表面中心为坐标原点,在“位置”中输入0 0 235.5(235.5为毛坯上表面距离工作台的距离)
(4)设置程序零点。在配置的“偏置名”中选择程序零点,选择从“TOOL”到“坐标原点”;
(5)创建加工刀具。在“刀具管理器”中“添加-新-铣刀”φ12R0.5玉米铣刀和φ8R4球头铣刀;
(6)调入加工程序。在“数控程序”中“G-代码数据”下添加数控程序文件,本例中的数控程序文件是有Cimatron E10.0中的后置文件Mikron UCP800生成的“yelun..h”;
(7)在VERICUT主窗口中,点击右下角的Reset按钮重置模型,再点击Play To End按钮,开始数控加工仿真,仿真结果如图6。
3 结束语
本文利用Cimatron E10.0的数控加工模块完成了叶轮的NC程序的设计,并详细的介绍了叶轮程序的设计步骤及思路,并且利用VERICUT进行机床仿真进行验证。此程序已通过实际加工验证其正确性,为整体叶轮五轴加工提供了更为合理的方法支持。
参考文献:
[1]刘平安.CimatronE10.0数控加工看图速成[M].北京:清华大学出版社,2013.
[2]思美创(北京)科技有限公司.Cimatron E数控编程(公司内部教程)[S].