
高强度灰铸铁缸盖的研究与应用
2016-04-08 06:43:48高博张涛史国庆严江波海军驻兴平地区军事代表室陕西兴平7300陕西柴油机重工有限公司陕西兴平7300
中国铸造装备与技术 2016年1期
高博,张涛,史国庆,严江波(.海军驻兴平地区军事代表室,陕西兴平 7300;.陕西柴油机重工有限公司,陕西兴平 7300)
高强度灰铸铁缸盖的研究与应用
高博1,张涛2,史国庆2,严江波2
(1.海军驻兴平地区军事代表室,陕西兴平 713100;2.陕西柴油机重工有限公司,陕西兴平 713100)
摘要:为了解决传统灰铸铁缸盖强度、硬度低,且白口组织倾向大的问题。本实验采用铜铬钼镍锡合金化以及高效复合孕育剂二次孕育处理的工艺对其显微组织进行控制来改善其强度和硬度。结果表明:在高碳当量3.90%~4.00%下,适量提高Si/C比,采用铜铬钼镍锡合金化工艺(0.50%~0.60%Cu、0.25%~0.30%Cr、0.30%~0.40%Mo、0.50%~0.60%Ni、0.01 %~0.02%Sn),可有效细化珠光体,增加珠光体含量,使基体强度增加,并且使缸面硬度≥HB 210;同时,高效复合孕育剂二次孕育处理可以减少基体的白口组织倾向性,使缸盖的强度和硬度进一步提高。
关键词:缸盖;灰铸铁;合金化处理;孕育处理
缸盖是柴油机中最复杂的部件之一,也是燃烧室重要组成部分。其工作条件非常苛刻,缸盖排气阀座承受高温高压,工作时易磨损变形。因此,只有保证缸盖具有足够高的强度和硬度,避免或减少磨损才能保证其工作时变形比较小。
灰铸铁具有较高的强度,而且成本较低,因此本单位某型柴油机缸盖的材质为薄壁高强度灰铸铁。而这种薄壁高强度灰铸铁虽然具有较高的强度,但是相比使用要求还是有点差别。为了更进一步的保证其使用强度同时兼顾其硬度,添加适量的合金元素来提高缸盖强度和硬度成为首选方案[1-2]。
1 存在问题及实验方案
某型柴油发动机缸盖的牌号为灰铸铁, 材质要求:抗拉强度(σb):230~320 MPa,缸盖硬度:200~240 HBW。缸盖质量105 kg,主要壁厚为6 mm。在缸盖的试制过程中,出现缸盖阀座面的异常磨损现象,不能达到供货要求。通过对磨损缸盖的解剖检测,硬度值在200~210 HBW之间,抗拉强度在230~255 MPa之间,偏要求下限,对磨损部位进行金相检测,发现存在20%左右的铁素体。
基体中珠光体的多少直接影响着灰铸铁的性能。同样的条件下,珠光体量愈多,其强度和硬度就愈高,耐磨性就愈好[3]。想要提高缸盖的抗磨损性,就必须提高基体的抗拉强度和硬度,而抗拉强度和硬度与基体的组织有很大关系。减少基体中铁素体的含量,使基体组织中的珠光体含量达到95%以上,可有效提高基体的抗拉强度和硬度,进而提高缸盖的耐磨性。通过对国外公司提供的化学成分标准和陕柴重工公司铁液化学成分标准值的对比(见表1)。原定陕柴重工的铁液成分中并未使用Cu。考虑到Cu作为石墨化元素,可有效增加基体中珠光体含量,结合国外公司给出的化学成分标准,在试验方案中将铜的成分控制在0.50%~0.60%;Cr是强的珠光体形成元素,是实际生产中强化基体的重要元素。但由于Cr所引起的白口倾向,其添加量需要加以约束[3-4]。珠光体的细化程度不同,其强度和硬度差别也很大。细化程度愈高,其强度、硬度也愈高,耐磨性愈好[3]。Cu的加入、对缸盖采取强化孕育和加速缸盖冷却,可有效细化珠光体。
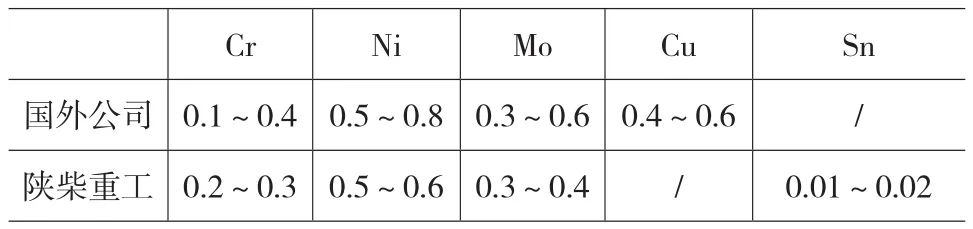
表1 铁液化学成分标准值 %
2 试验内容及方法
发动机缸盖的牌号为灰铸铁,材质要求:σb为230~320 MPa, 缸盖硬度HB为200~240。缸盖质量105 kg,主要壁厚为6 mm。选择3 t中频炉熔炼,采用铜铬钼镍锡合金化工艺进行生产。使用江苏亚峰的高效复合孕育剂二次孕育,并使用光电直读光谱仪炉前在线检测化学成分,浇注后3 h打箱空冷。对实际生产的缸盖本体进行本体解剖,将本体样制成ф10 mm抗拉试棒,测定抗拉强度σb、硬度HB;对金相试样经切削、打磨、抛光、酸性等,观察石墨状态和基体组织,比较使用铜铬钼镍锡合金化前后石墨形态及基体形貌。根据所测力学性能及观测到的金相组织,参考试制结果调整铜铬钼镍锡五种元素加入量,选择最优组合确定铜铬钼镍锡合金化工艺参数。
3 试验结果
3.1采用铜铬钼镍锡合金化工艺生产柴油机缸盖
通过国外公司和陕柴重工公司铁液化学成分标准值的比较。根据国外公司提供的化学成分,将Cu的控制成分定为0.5%~0.55%,探索其对基体硬度及抗拉强度的影响,如表2所示。分析表2,试验过程中加入Cu后,缸盖硬度明显提高,同时抗拉强度亦随之加大。Cr有很强的促进珠光体形成作用,是实际生产中强化基体的中坚元素。但由于Cr所引起的白口倾向, 其添加量需要加以约束[4-5]。根据实际生产经验, 试验中将Cr控制在0.35%以下。选择0.20%~0.35%之间的Cr进行试验探索最佳配比,消减白口倾向、提高抗拉强度并强化基体。表3反映出Cr元素加入量的改变对缸体性能的影响。由表3可以看出,缸盖硬度随Cr含量增加而平缓上升。Cr含量在0.20%~0.35%之间时,缸盖硬度随Cr含量增加而平缓上升;抗拉强度所受影响较大,抗拉强度随Cr增加而明显提高。
对各元素加入量及配比进行多次生产性试验,总结试验结果, 确定柴油发动机缸盖生产中铜铬钼镍锡合金化生产工艺参数, 分别添加0.50%~0.55%Cu、0.25%~0.30%Cr、0.35%~0.40%Mo、0.50%~0.60%Ni、0.01%~0.02%Sn时,效果最佳。可在达到缸盖材质抗拉强度及组织形态要求的同时有效强化基体、增加缸体硬度和抗拉强度。
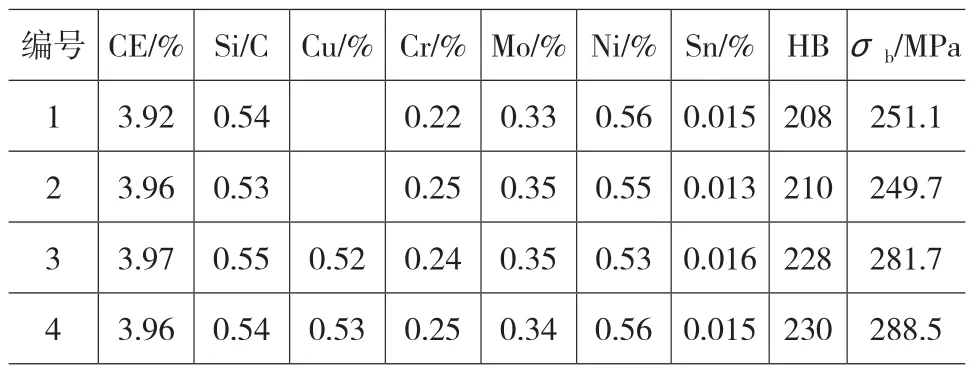
表2 铜铬钼镍锡合金化工艺中Cu对缸盖性能的影响
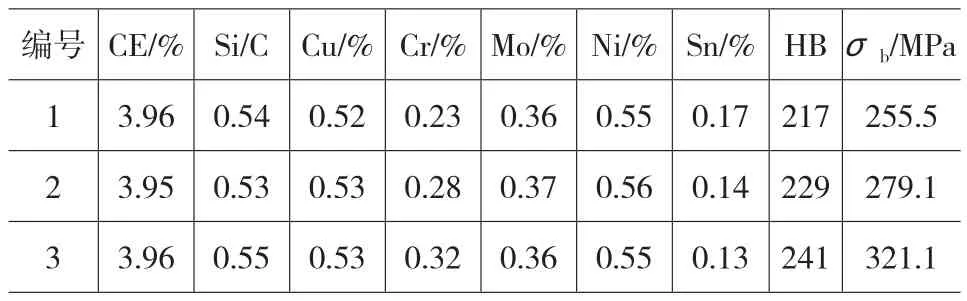
表3 铜铬锡合金化工艺中Cr 对缸盖性能的影响
3.2柴油机发动机缸盖的力学性能测试
在采用铜铬钼镍锡合金化工艺,确定铜铬钼镍锡元素配比及各自加入量的条件下,加入高效复合孕育剂二次孕育( 两次孕育剂加入量分别为0.35% 和0.1%) ,浇注柴油发动机缸盖,浇注完成后3 h打箱。对铸件本体取样理化试验,结果见表4。表4的试验结果表明,在高碳当量( 3.90%~4.00%) 条件下采用铜铬钼镍锡合金化工艺( 五种元素添加量分控制在为0.50%~0.55%Cu、0.25%~0.30%Cr、0.35%~0.40%Mo、0.50%~0.60%Ni、0.01%~0.02%Sn。经过强化孕育处理并加速缸盖冷却措施,铸件基体明显强化,珠光体含量提高并石墨形态得以优化,缸体硬度值有显著提高。抗拉强度和缸面硬度达标的同时,缸盖硬度也稳定于HB210 以上,达到柴油发动机缸盖对材质要求。
3.3实验结果分析
灰铸铁的硬度决定于基体,而基体硬度随珠光体含量及分散度的增加而提高[5]。Cu、Cr、Ni、Mo、Sn五种元素均起到促进珠光体强化基体组织的作用,但影响机理和作用结果各不相同。铜铬钼镍锡合金化工艺正是为五种元素选择适当配比和添加值,使其作用互补,达到提高缸盖硬度的目的。通常Cr作为中强碳化物形成元素,是强化基体的首选。但由于其富集于共晶体中, 与碳的亲和力大于铁,含量小于1.0%时会出现少量自由M3C,从而导致铁液白口倾向增加,造成抗拉强度下降。同时,Cr也会缩小稳定系和亚稳定系共晶温度间隔,阻止石墨析出,促使共晶转变按亚稳定系进行。造成灰铸铁共晶凝固温度降低,铁液凝固温度范围扩大,以至于加大灰铸铁的缩松倾向[4-5]。故而,Cr的含量相对其它元素需加以严格控制。Cu、Ni和Sn很好削减由Cr带来的白口倾向增加,使石墨细化、分布均匀。同时Cu、Ni和少量Sn也起到稳定珠光体作用。虽与碳亲和力小的Cu和部分溶于α-Fe、部分溶于共析渗碳体的Sn并不形成金属间化合物,但Cu和Ni都是石墨化元素,会通过降低奥氏体转变温度,扩大奥氏体区,能细化并增加珠光体;少量Sn在共晶团边界易形成FeSn2偏析化合物,减缓碳从基体向石墨表面扩散从而稳定珠光体。Mo的影响类似于Cr,但影响温和,稳定碳化物的作用和其固溶强化作用比较温和,主要作用在于细化珠光体,亦能细化石墨。
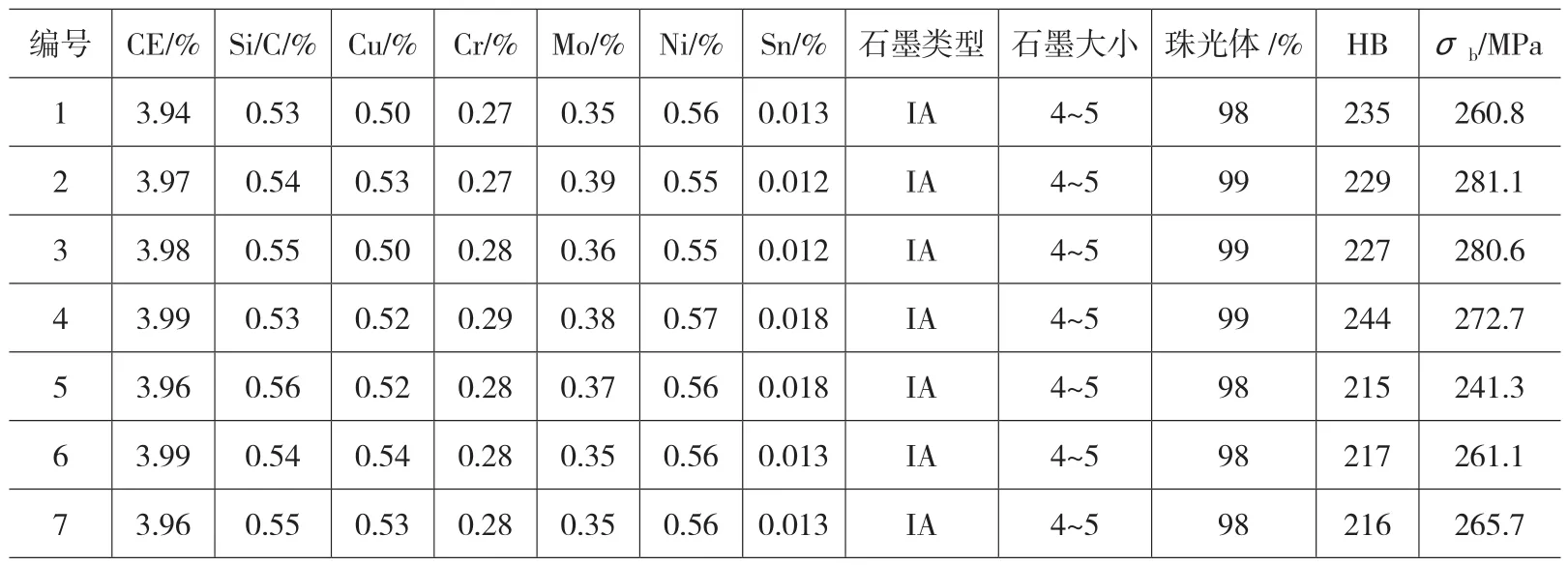
表4 柴油发动机缸盖铸件本体的化学成分、金相组织和力学性能
硅锶孕育剂适用于薄壁铸铁件。采用高效硅锶孕育剂,可降低过冷度,使共晶团细化,可得到细小的A型石墨片和细化的珠光体,可使基体的强度和硬度有显著提高。
缩短打箱时间,浇注完成到打箱时间控制在3h左右,使铸件的冷却速度加大,在共析转变时,使基体组织中的奥氏体全部转变为珠光体,增强基体的强度和硬度。
4 结论
(1) 在高碳当量3.90%~4.00%下,适量提高Si/C比,采用铜铬钼镍锡合金化工艺,在炉前添加微量合金:0.50%~0.55%Cu、0.25%~0.30%Cr、0.35%~0.40%Mo、0.50%~0.60%Ni、0.01%~0.02%Sn。可有效细化珠光体,增加珠光体含量,强化基体组织,使缸面硬度≥HB 210。
(2) 采用高效复合孕育剂二次孕育处理,出铁时采用0.35%硅锶孕育剂(Si72%、Sr1%)进行一次孕育处理,浇筑时采用硅锰锆孕育剂(Si65%、Mn4%、Zr4%)进行二次孕育处理。孕育后铸件本体白口倾向小,共晶团数增多,石墨形态明显优化。
(3)通过缩短打箱时间,可使基体中珠光体含量明显提高。
参考文献
[1] 司乃潮, 张亮, 孙少纯, 等. 高强度灰铸铁汽车发动机缸体铸件的研制与应用[J]. 铸造, 2005 ( 5) : 501- 505.
[2] 司乃潮, 孙少纯, 付明喜, 等. 高强度灰铸铁在薄壁缸体上的应用[J]. 农业机械学报, 2002 ( 5) : 96- 100.
[3] 王晓江. 铸造合金及其熔炼[M]. 北京: 机械工业出版社, 1999:29- 35.
[4] 黄俊, 叶天汉, 张京伟, 等无缸套汽油机缸体铜铬锡合金化工艺及基体强化作用的研究[J]. 铸造, 2008.57(7)654~657.
[5] 梁义田, 刘真. 合金元素在铸铁中的应用[M]. 西安: 西安交通大学出版社, 1992:5- 10.
[6] 齐亚平,于化顺, 臧加伦. 灰铸铁缸盖气孔缺陷的防止措施[J].中国铸造装备与技术, 2009(3):25- 27.
[7] 祖昕晖,初福民, 张大伟. 高强度灰铸铁的研究现状及展望[J].中国铸造装备与技术, 2009(3):1- 6.
Application and research of high-strength gray cast iron for cylinder heads
GAO Bo, ZHANG Tao, SHI GuoQing, YAN JiangBo
(Shaanxi diesel engine heavy industry Co., Ltd., Xingping 713100,Shaanxi, China)
Abstract:In order to increase the strength and hardness and decrease the chilling tenfency of gray cast iron for cylinder heads.Effects of alloying by copper, chrome, molybdenum,nickel, tin and efficient inoculation process on its mechanical properties and microstructural were investigated.The results showed that under the high carbon equivalent ranges from 3.90% to 4.00%,increases the Si/C ratio moderately,alloying by copper,chrome, molybdenum,nickel and tin can effectively increasing pearlite content,improve the tensile strength and finally make the hardness of cylinder surface exceed HB 210.Meanwhile, efficient composite inoculant secondary inoculation process can decrease the chilling tendency and increase the strength and hardness of cylinder head further.
Keywords:cylinder head; gray cast iron; alloying; inoculation process
作者简介:高博(1981—),男,工程师,从事舰船柴油机质量工作.
收稿日期:2015- 07- 31
DOI:10.3969/j.issn.1 006-9 658.2016.01 .01 1
中图分类号:TG251;
文献标识码:A;
文章编号:1006- 9658(201 6)01 - 0033- 03
稿件编号:1507- 1014
猜你喜欢
装备制造技术(2020年11期)2021-01-26 00:39:26
建筑与预算(2020年11期)2021-01-13 05:30:16
建筑与预算(2020年12期)2021-01-13 05:26:04
装备制造技术(2020年4期)2020-12-25 05:26:20
装备制造技术(2020年4期)2020-12-25 05:25:50
建筑与预算(2020年2期)2020-04-16 03:19:18
柴油机设计与制造(2018年1期)2018-04-20 07:30:47
中国铸造装备与技术(2017年3期)2017-06-21 11:33:44
工业设计(2016年6期)2016-04-17 06:42:53
上海金属(2015年5期)2015-11-29 01:13:43
