以车代铣加工正方体嵌套件的工艺分析
2016-04-05 01:58:22刘扬开
现代制造技术与装备 2016年9期
刘扬开
(广东技术师范学院 工业中心,广州 510665)
以车代铣加工正方体嵌套件的工艺分析
刘扬开
(广东技术师范学院 工业中心,广州 510665)
正方体嵌套件多用于铣削加工。文章按车削加工的方法分析具体正方体嵌套件的加工过程,通过制定合理的加工工艺,选择合适的刀具,采用正确的工件装夹方式,以车代铣有效完成了零件加工,为类似方形零件在车床上的加工提供参考。
正方体嵌套件 车削加工 加工工艺
引言
车削加工主要应用于加工各种回转体表面。一般情况下,它不会直接应用于加工方形零件,但有时为了提高加工效率,可将常用于铣削加工的方形零件进行车削加工。本文将以具体的正方体嵌套件为例,通过图样分析、刀具选用、加工工艺安排及设计恰当工装夹具,解决正方体嵌套件在车削加工中遇到的问题,用车削的方法代替铣削加工方形嵌套件。
1 正方体嵌套件加工特点分析
图1为正方体嵌套件模型图。由图1可知:该嵌套件由三个正方体组成,小正方体嵌在大正方体中不可取出,但可在大正方体中旋转,形成两层嵌套模型。由图2正方体嵌套件单面加工尺寸可知,正方体六面按图加工,得到边长为35mm、21mm和11mm的正方体。三个正方体六面孔直径分别为Φ25mm、Φ14mm和Φ5mm。

图1 正方体嵌套件模型图

图2 正方体嵌套件单面加工尺寸
加工特点:①内部正方体加工过程为车削加工中典型的钻镗孔和车内沟槽,解决大正方体在车床上的加工和装夹问题,就可实现对正方体嵌套件进行车削加工而代替铣削加工;②小正方体如何从大正方体中分离,形成嵌套结构;③如何保证尺寸误差及各面间的平行度及垂直度。
2 车削加工工艺分析
2.1工件装夹方法
工件毛坯为Φ52x36mm圆棒料,车床上将圆棒车成方形,可利用三爪卡盘直接对毛坯进行装夹,将棒料端面车平整,保证长度35.3mm,再将棒料调转,将棒料一端面放置其中一卡爪上,另一端面与另外两卡爪接触后将卡爪锁紧,即可加工方形第三个平面。如此反复,可将其余平面加工出来,并保证方形各相对面间长度为35.3mm。
方形加工完成后,可用开口环进行装夹,如图3所示。开口环装夹方便,同时也可用百分表对各面进行校正,保证各相对面间的平行度及相邻面的垂直度。制作开口环时:选用弹簧钢,保证具有一定的弹性;壁厚2mm左右,确保开口环具有足够的刚性;开口宽度2mm左右,保证一定的收缩性;长度控制在工件长度的1/3左右,确保工件套入开口环时能进行调整,避免限位过死,不能进行校正。
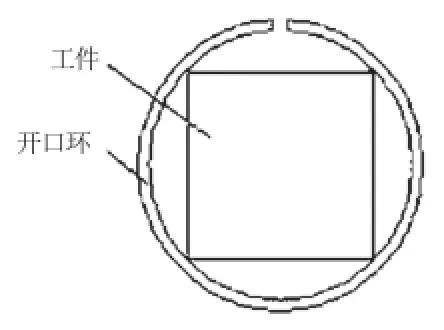
图3 开口环
2.2 零件加工工艺顺序安排
零件的加工工艺顺序直接影响到零件的加工质量、加工效率,所以合理安排加工顺序非常必要。①加工圆棒料两端面,保证长度35.3mm;②夹持两端面,加工方形第三面,依次加工第四、五、六面,车成35.3mm的正方体;③开口环装夹正方体,校正后,精加工端面,钻中心孔,钻Φ5mm通孔,扩孔钻Φ12×10mm孔,镗孔Φ14mm、Φ25mm至尺寸要求,车内沟槽2×Φ16mm及2×Φ30mm,检查无误后完成第一面加工;④调转工件,加工第一面相对面,校正后保证长度35mm,按步骤③完成第二面加工;⑤按步骤③、④完成第三、四、五面的加工;⑥第六面加工时,其余五面已掏空,应将工件填充好后按步骤③加工,完成正方体嵌套件的加工,如图4所示。

图4 正方体嵌套件加工实体图
2.3 刀具选用
工件在进行加工时,最大的特点为各面的切削不是连续车削。方形旋转后,外围余量将断续落入车刀上进行加工,不断冲击前刀面。因此,在选用外圆车刀及镗孔刀时不应太锋利,避免崩刃,减小前角考虑刀具刚性为主。车内沟槽时,刀头宽度窄,车削时观察不变,刃磨刀具时尽量考虑刀具的刚性问题,以免车削时刀头容易断在工件内。
2.4 正方体嵌套分离方法
当正方体其中五面掏空后,必须先将掏空部分进行填充,才可对第六面进行加工。简单的填充可采用玻璃胶,加工完成后玻璃胶可轻易方便地从嵌套体中取出,但玻璃胶较为柔软,加工时受力容易变形,影响加工精度;也可采用AB胶,按比例混合好后填入嵌套体中,AB胶干燥后硬度较高,粘性较好,车削时基本不会受到影响,但加工完成后,剩余AB胶从嵌套体内取出比较费时费力。
3 结束语
分析正方体嵌套件的加工特点,从图样、装夹、刀具、加工工艺、嵌套分离方面进行阐述,制定了有效可行的方案,实现了以车代铣加工正方体嵌套件,并能有效确保零件的尺寸要求,保证加工质量。通过加工实践,为类似方形零件在车床上的加工提供了参考。
[1]卢秉恒.机械制造技术基础[M].3版.北京:机械工业出版社,2007.
[2]信丽华,朱建军.数控车削加工工艺的探讨[J].上海工程技术大学学报,2006,20(2):120-123.
[3]胡昌军,钱瑞明.回转车床上的正多面体零件加工及误差分析[J].轻工机械,2008,2(6):51-54.
[4]张小亮.在三爪卡盘上车削特殊偏心及方形零件的加工方法[J].工具技术,1994,28(6):18-19.
[5]杜全麟.工装夹具设计方法的探讨[J].应用科技,2013,(6):101-102.
[6]于晓文,吴敬.方形端面零件深孔加工车床夹具设计[J].机床与液压,2014,(20):180.
[7]许建高.车制方形工件内孔的通用夹具[J].机械工人冷加工,1996,(8):15.
Analysis of the Process of Turning Instead of Milling Cube Block Kit
LIU Yangkai
(Industrial center, Guangdong Polytechnic Normal University, Guangzhou 510665)
A kit for milling multi block. The article according to the machining method of concrete cube block suite of machining process, through the development of reasonable process, appropriate tools, the right of the workpiece clamping, to car instead of milling effectively complete the processing of parts, provide a reference for the similar square parts on a lathe processing.
cube block kit, turning, processing technology
猜你喜欢
系统工程学报(2021年4期)2021-12-21 06:21:24
冶金设备(2021年2期)2021-07-21 08:44:26
小哥白尼(趣味科学)(2021年3期)2021-07-16 07:47:32
哈尔滨轴承(2021年4期)2021-03-08 01:00:48
传感器与微系统(2019年9期)2019-09-11 02:25:10
重型机械(2018年6期)2019-01-07 11:13:48
小学生导刊(2017年34期)2017-07-09 03:01:08
机电产品开发与创新(2014年6期)2014-03-11 16:42:50
计算机工程(2014年6期)2014-02-28 01:25:29
河南科技(2014年23期)2014-02-27 14:19:17