
灯泡贯流式机组转轮与主轴连接螺栓断裂原因分析及对策
2016-03-23 01:42广西桂冠大化水力发电总厂广西大化530800
中国农村水利水电 2016年10期
陈 开 评(广西桂冠大化水力发电总厂, 广西 大化 530800)
某水电站位于红水河中游,为红水河干流梯级开发的第7级电站,水电站安装有6台单机容量为32 MW的灯泡贯流式水轮发电机组,总装机容量192 MW。水轮发电机组由日本富士和富春江富士水电设备有限公司制造供货。该水电站于1992年10月进场筹建,1993年2月18日主体工程开工,1996年2月16日第1台机组投产发电,1999年5月21日6台机组全部投产发电,至今已安全稳定运行10 a以上,每年均按计划检修。水轮机基本参数[1]如下:型号为灯泡贯流转桨式,转轮直径为6.4 m,额定水头为9.7 m,额定流量为377.5 m3/s,额定出力为33 MW,额定转速为93.8 r/min,飞逸转速为310 r/min,额定效率为92%,最高效率为95.2%,运行水头范围为3~18 m,安装高程(转轮中心)为101.90 m,比转速为955,桨叶数为4个,导叶数为16个。转轮与主轴由18根M90×4螺栓及6个直径为160 mm销子连接,其受力原理为:水推力→转轮→主轴→正向推力瓦→组合轴承→管型座→基础混凝土,转轮附近还有内导水锥、检修密封、轴密封基础板等主要部件,如图1 所示.

图1 转轮与主轴连接示意图Fig.1 A connection diagram of the reel and principal axis 注:1-转轮与主轴连接螺栓;2-转轮与主轴连接扭矩销;3-转轮体;4-主轴;5-检修密封;6-主轴密封部分;7-内导环。
1 事故的发生
2010年10月20日6∶55,运行当班人员在中控室听到“砰”的轻微响声,监控系统无异常报警信息,监控画面6台机组负荷正常,主变、开关站设备运行正常,用工业电视检查发现4号机组机坑有积水,并且上升很快,距离▽94 m层地面已很近,4号机组水轮机竖井主轴密封处有大量的喷射状水漏出。意识到机组出事后,运行人员立即联系中调停止该机组,同时启动应急预案,将置于▽94 m层的检修排水泵、应急排水泵、深井泵全部投入运行,水势得以控制,最终水位控制在▽94 m层以上约10 cm,其余5台机组的高压顶起油泵、润滑油泵继续正常运行,不影响发电,同时通知水工人员关闭4号机组进、尾水闸门,水位持续下落至积水排空。事后开启转轮室进人孔门,发现机组损坏情况如下。
(1)转轮与主轴连接螺栓。转轮与主轴连接螺栓(规格:18-M90 ) 在流道内有1颗折断脱落但没有螺母,有3颗螺栓在端头折断和螺母头脱落,有5片螺母碎片和其他小螺栓等,在拆除检修密封支座和主轴密封板后,发现有2颗在根部折断但已没有螺母,有2颗连同螺母在根部折断,有1颗螺栓和螺母头在端头折断脱落。尚有10颗螺栓留在主轴法兰上,但端部螺牙已撞坏,其中有2颗有松动痕迹。
(2)内导水锥。分瓣连接螺栓(规格:6-M24)全部折断,内导水锥与内导环连接螺栓(规格:48-M20)在连接处有40颗折断,有8颗还在连接中。一瓣已跌落,但在流道内未发现,确认已被冲至下游,另一瓣未被撞断但已严重变形。
(3)检修密封。检修密封的支撑环严重变形,2瓣连接螺栓(规格:4-M20 )全部折断,支撑环与主轴密封支撑板连接螺栓(规格:36-M20 )全部折断,与检修密封环连接螺栓(规格:36-M16 )全部存在,检修密封环上游侧变形。
(4)主轴密封支撑板。主轴密封支撑板与内导环的连接螺栓(规格:40-M20 )部分变形,常规方法不能拆除;主轴密封支撑板分瓣面的连接螺栓(规格:10-M20 )有9颗螺栓及其连接筋板被刮掉,只剩下部1颗螺栓连接筋板。
(5)转轮止漏环。检查螺栓完好,止漏环被撞伤变形。
检查结论如下。
(1)水轮机转轮与主轴连接螺栓1台套(共18根)全部损坏。
(2)检修密封装置(含检修密封套1、检修密封套2、检修密封固定架、检修密封)一套损坏,无法修复。
(3)内导水锥一套损坏,无法修复。
(4)主轴密封座板损坏,无法修复。
(5)主轴密封一套损坏,回转环变形。
(6)转轮止漏环损坏,无法继续使用。
(7)主轴法兰有4个螺栓通孔(8、15、16、18号)撞击变形。
(8)内导环法兰面严重变形。
(9)水导侧X、Y向摆度传感器损坏。
(10)水导侧X、Y、Z向振动传感器损坏。
(11)组合轴承X、Y、Z向振动传感器损坏。
2 原因分析
从事后对设备各部件损坏情况分析,转轮与主轴连接附件各主要设备除了6个直径160 mm销子完好存在外,其余部件均有不同程度损坏或变形,从转动角度出发,基本可以判定除了18个M90×4螺栓及6个直径160 mm销子是转动部件外,其余损坏部件在机组运行中基本是静止件,与转动部件不会造成碰撞,那么它的损坏应该是螺栓断裂后,一系列的碰撞造成,而且螺栓的断裂还不是一次造成,而是逐个引起,相互撞击形成,取几个有示范性螺栓图分析,如图2~图5所示。

图2 1号螺栓被撞击未断裂Fig.2 No.1 bolt has not ruptured after being dashed

图3 4号螺栓完全断裂Fig.3 No.4 bolt has completely ruptured

图4 6号螺栓瞬间撞击断裂Fig.4 No.6 bolt has instantly ruptured at the moment of being dashed

图5 15号螺栓断裂口有锈迹Fig.5 Rust has formed on the rupture port of No. 15 bolt
从以上图片可以判断,有些螺栓断裂时间不是一两天,而是有一个过程了,可以肯定,从设计角度出发,螺栓承担着水推力,不受旋转力矩影响,扭矩力由销子承担,但螺栓断裂又必须受到扭力作用,不然它不会断裂,而且最先断裂的应该是受到交变应力最大的那个螺栓,而要使螺栓受力,那说明销子不够紧,应由它承担的扭矩力部分传递到螺栓上了。为从根本上探明究竟,请电科院分别对螺栓及销子进行了分析,初步结论如下。
(1)从断口的宏观形貌上观察,由于螺栓在机组运行过程中受到较大的交变应力作用,从而萌生疲劳裂纹,当裂纹达到临界状态时在预紧力和水冲力的作用下快速断裂。主要是疲劳断裂引起,特别是16号螺栓,典型的疲劳断裂,表现在其断面疲劳扩展区比较光滑,只有一点快速破断区。
(2)材质力学性能分析,短时拉伸性能。1号试验材质的屈服强度为720 MPa、抗拉强度为870 MPa、断面收缩率为52%、伸长率为18%、冲击韧性45 J/mm2;2号试验材质的屈服强度为725 MPa、抗拉强度为900 MPa、断面收缩率为54%、伸长率为18%、冲击韧性46 J/mm2。2试样的硬度为254~268。以上进行的力学性能测试数据结果均符日本JISG4303-2005标准[2]对SUS420J2 钢的要求。
(3)通过对断裂联轴螺栓的取样并定量光谱分析,螺栓的元素成分符合日本JISG4303-2005标准对SUS420J2 钢要求。
(4)将螺栓用电镜分析时看到有很多腐蚀后的圆形孔洞,既密集,尺寸也较大,同时夹杂物较多,可以确定这种现象对螺栓的抗疲劳性是不利的。设计时日本厂方对抗疲劳性能没有明确要求,而对螺栓韧性断裂的成分比较多一些。
(5)从销孔与销钉的配合情况上看(孔径测量情况见表1),扭矩销受的剪切力有部分加到螺栓上,产生一个弯矩,这可能是造成螺栓疲劳断裂的一个重要原因。
扭矩销与销孔配合间隙已超出设计允许范围。扭矩销的设计尺寸为φ160(-0.03~-0.04)mm,销孔的设计尺寸为φ160(0~+0.04)mm,扭矩销及销孔的设计配合范围为φ160(-0.04~+0.04)mm,对扭矩销及销孔进行测量,数据见表1。

表1 扭矩销与销孔实测数据 mmTab.1 The measured data table of torque pin and pin hole
数据显示扭矩销与销孔的配合已超出允许范围,在主轴法兰侧销孔明显大于转轮体侧销孔,并且在主轴侧锈蚀比较多。机组运行过程中扭矩销受的剪切力有部分加到螺栓上,产生一个弯矩,会造成螺栓附加应力的增大,加快螺栓的疲劳发展过程。各销子受力不均可以从拆后图片看出(销子有倒角的为转轮侧),表面黑亮为接触,锈蚀者为非接触,见图6。

图6 销子接触情况Fig.6 A diagram of pin contact
(6)对螺栓安装紧固工艺应予以改进,原设计是用初步预紧力定0位,然后直接一个转角确定最终的紧固力矩,存在着0位不完全相同,最终转角存在较大偏差,各螺栓受力就不一致。监测问题是每颗螺栓安装时均应测量其拉伸值,从而确保其受力均匀。
3 修复采取的对策
3.1 螺 栓
(1)委托浙富公司对连接螺栓进行重新设计、制造。螺栓材质由3Cr13改为35CrMo,目的是提高材质的抗疲劳程度,对预紧力采用伸长值等多种方法测量。螺栓的光杆部分在安装前多涂点黄油,防止螺杆在水下运行时发生锈蚀。对螺母进行了改善,将其接触面改为圆形,改善受力面积。
(2)每个新螺栓均设计有测长孔及配有单独的测杆,改变以往设计18个螺栓仅有2个螺栓有测长孔,且未配有测杆的现象,从而每个螺栓安装紧固后的伸长值得以精确控制,如图7、图8所示。
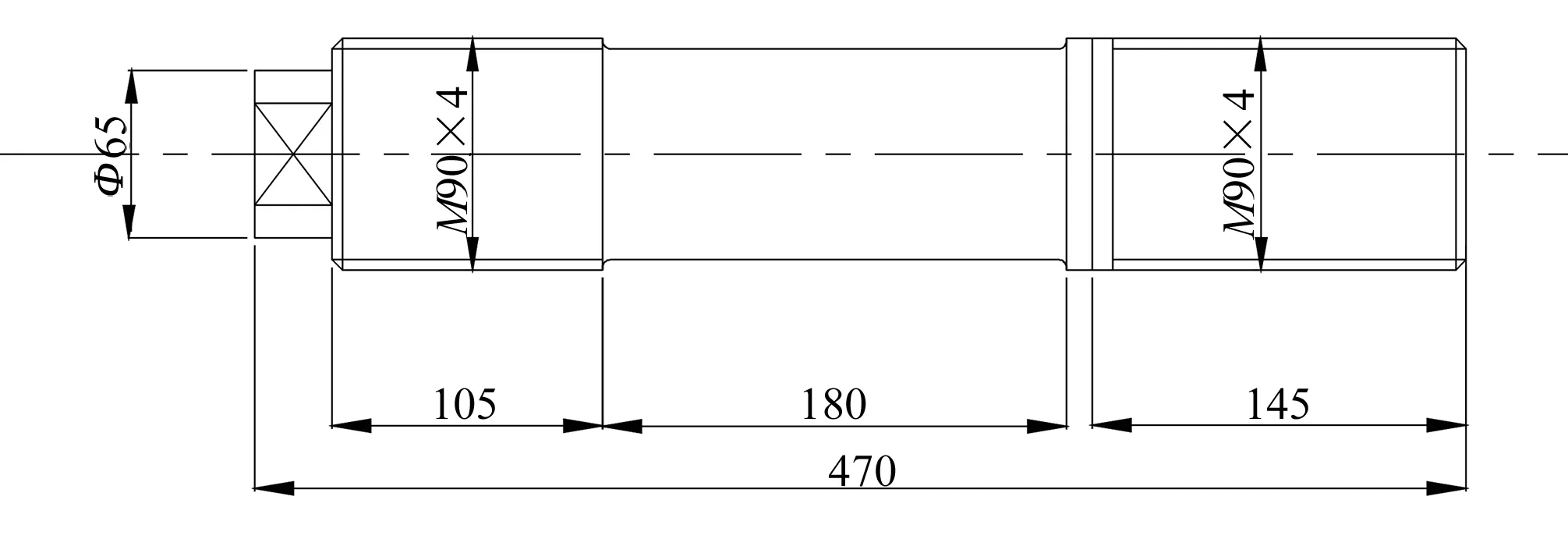
图7 转轮与主轴连接螺栓改造前Fig.7 The original connection of reel and principal axis

图8 转轮与主轴连接螺栓改造后Fig.8 Connective reconstruction of reel, principal axis and bolt
(3)新螺栓到现场后,由于是新材质,根据设计紧固力矩,现场确定其应该达到的伸长值,在现场作业时,控制在+0.01~-0.01 mm,从而保证了每一个螺栓受力基本均匀。
(4)对主轴螺孔及其法兰面进行修复处理,安装时,每一个螺孔修平后均用红丹粉检查螺母工作面与螺孔面接触情况,要求其接触面必须大于75%以上,确保螺杆受力良好。
3.2 销 子
(1)根据转轮与主轴连接扭矩传递原理,基本可以判定部分扭矩力传递到了螺栓,而螺栓的断裂原因很可能是由于销子配合过松引起,故在销子修复过程中,重点是更换新销子,现场配销。为了适合灯泡贯流式机组现场实际,专门定制了一套配销工具,如图9所示,收到了很好的效果。同时销孔与销子配合间隙放小至+0.03~0.04 mm,各销子配合铰后数据如表2所示。

图9 现场配销示意图Fig.9 A diagram of live pins matching
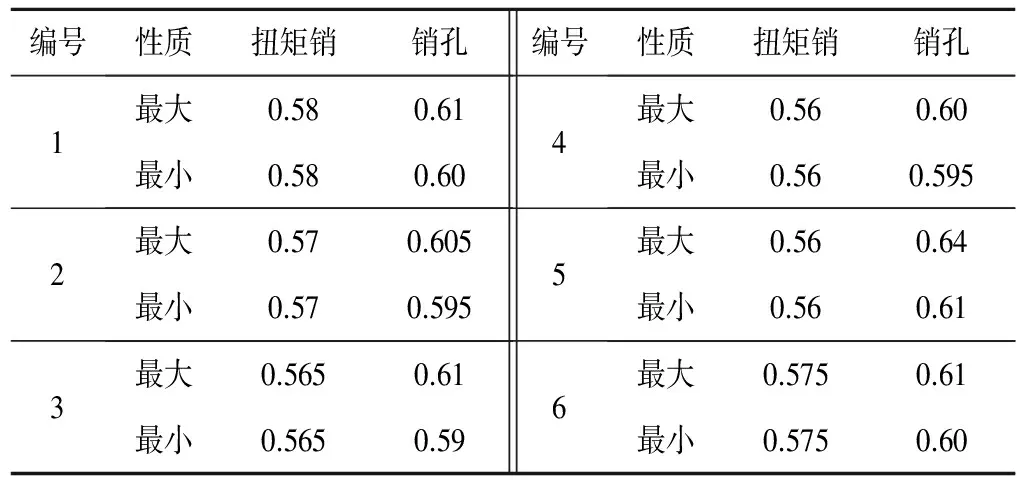
表2 扭矩销与销孔修后配合尺寸实测数据Tab.2 The measured size table of torque pin and pin hole reconstruction
3.3 监控方面的改进
从螺栓断裂界面分析,上述螺栓不是同时断裂,而是有一个从质变到量变、个别到全部的过程,但由于设计的原因,转轮是泡于水中,止水任务交由检修密封及主轴密封,在实际设备运行过程中无法评判各部件的健康状况,为避免类似事故的发生,必须在监测螺栓上下功夫,为此在轴密封板上开一个小洞,设计安装了如图10所示的报警装置。

图10 螺栓断裂报警装置Fig.10 Alarm system for bolt rupture 注:1-轴密封板;2-O形盘根;3-法兰;4-弹簧垫圈;5-螺栓;6-闸阀;7-空心连接管;8-示流器;9-四通管;10-90°弯头;11-堵头。
它的工作原理是:只要有一个螺杆断裂退出,碰到空心圆管损坏,就会有水流出,示流器发信号,运行人员就会知晓,从而采取措施避免事故的扩大化。
3.4 其他方面的改进
事后分析,事故初发时监控中大量冒水是从内导水锥与内管型座连接法兰面螺栓孔φ24喷出,那么是否可以安装一套装置防止螺栓退出,避免水喷到定子及其他附件成为可能,为此采取一圈螺杆处安装几个挡环,目的是挡住螺栓不给其退出,期望起到一些辅助效果。
4 结 语
转轮与主轴连接螺栓断裂后会造成一些列的破坏,损失较大,特别是如果处理不当,将会造成水淹厂房,造成极其严重的后果。事故后我们得出以下几条经验。
(1)遇事不慌,应急处理重点是防止事故的扩大,确保其他机组及辅助设备的运行。
(2)事故发生后要及时关闭机组流道进、尾水闸门,确保没有外来水。
(3)需要重新设计计算全厂在事故突发情况下,厂房排水设备的可靠性,特别是最大排水量是否满足最不可能的事故发生时的情况。
(4)定期检查螺栓的健康状况,每3 a更换一次螺栓,重新现场铰孔配销。
□
[1] 广西电力工业勘察设计研究院. 红水河百龙滩水电站技术设计报告:第6册 机电与金属结构[R]. 南宁:1998.
[2] JAPANESE INDUSTRIAL STANDARD. JIS G4303:2005 stainless steel bars[Z]. 2006.
猜你喜欢
机床与液压(2023年1期)2023-02-03
城市轨道交通研究(2022年2期)2022-11-18
设备管理与维修(2022年1期)2022-03-10
——“AABC”和“无X无X”式词语
小学生学习指导(中年级)(2021年3期)2021-04-06
少儿美术(快乐历史地理)(2020年8期)2021-01-04
中国石油石化(2020年14期)2020-01-18
兰台世界(2017年12期)2017-06-22
光学精密工程(2016年6期)2016-11-07
化工管理(2015年3期)2015-03-23
决策与信息(2014年20期)2014-03-11
