
无心磨床贯通磨削的气动测量控制
2016-03-21 08:29:04黄文呈龙岩学院机电工程学院福建龙岩364012
赤峰学院学报·自然科学版 2016年1期
关键词:测量
黄文呈(龙岩学院 机电工程学院,福建 龙岩 364012)
无心磨床贯通磨削的气动测量控制
黄文呈
(龙岩学院机电工程学院,福建龙岩364012)
摘要:在无心磨床上进行贯穿磨削时,测量对于砂轮的调整以及对磨削质量的控制起到了关键的作用,采用无接触和高压气动力学原理来进行测量,可以有效的提高测量的精度,保证工件加工质量.文章阐述了无心磨床贯穿磨削的气动测量控制装置及其测量系统,对提高磨削加工精度和工件质量具有较强的现实意义.
关键词:磨削;测量;无接触;高压气动学
无心磨床外圆磨削是一种适用于大批量磨削工件外圆的一种加工方法,该磨削的特点是实现了强力、高速和宽砂轮进行磨削,磨削加工过程中工件无需中心夹紧,只需要将被加工工件放置在磨削砂轮与导轮之间,依托与托板之上,通过磨削砂轮与导轮高速旋转从而带动了工件的旋转,实现了磨削加工.对于小直径的工件,无心磨床也可以方便的进行强力磨削,因为可以把小直径工件的整体或要磨削的部分放在托板上加工,从而避免产生内应力.利用无心磨床的这个特点,采取了其高效经济的优点,也非常适合小批量进行生产.通过简单快速的调整磨床来加工不同工件成为无心外圆磨床的一个重要特征.无心外圆磨床从加工方式上可分为贯穿磨削和切入磨,对于磨削直径大于非磨削直径的圆柱形工件或者等直径的圆柱形工件都可以采用贯穿磨削的方式进行加工.在贯穿通磨削方式下,工件磨削稳定可靠.并且因为可以在磨削时装卸工件,因此可以极大的提高磨削的效率.
1 无心磨床贯通磨削测量的方法
1.1机械式
机械式,采用了接触式测量方法原理来实现对工件直径的直接测量,主要有摩擦轮法、卡规法和采用专门设计的测量机构等,多数情况下在车削和磨削中得到采用[1].摩擦轮法中,工件材料、是否有相互的打滑以及工件直径都是影响测量精度的重要因素,因此其测量精度不高,约为10mm,但其数据处理简单,测量范围大的优点也被广泛使用;卡规法中,接触点的磨损是影响测量精度的最主要因素,并且其安装较为不便,且需要以标准件为基准安装,测量准确度可达0.5mm;采用专门设计的测量机构,其频响低,准确度低,但其优点是对环境条件的要求不高.
1.2超声波式
此方法采用了超声波传感器的原理,属于非接触式测量,测量误差为4-5mm,在加工中,其测量准确度几乎可以不受到切削液的影响,可以有切削液的加工环境下在线的直接测量工件的直径,所以也是一种有实用的在线测量方法.用三点法间接测量圆度、工件直径、圆柱度等多项数据效果良好.其存在的问题是稳定性较差,有待进一步的提高.
1.3电子式
此方法采用用电容传感器和电感传感器,也属于间接式测量方法.测量误差为微米数量级,多用于在车削中间接测量工件直径、圆度、圆柱度.由于该方法结构体积大,再加上在测量过程中不能保证间隙在传感器测量范围内,应用受到很大限制.
1.4气动式
用气动传感器,属于非接触测量,由于气流能吹干净测量区的切削液和切屑,可以在有切削液的车削中直接测量工件直径包括外径和内径,并且测量小直径较方便,缺点是测量间隙不能超过0.0254mm,否则测量准确度受到影响.
在无心磨床上进行贯穿磨削,其磨削质量的高低取决于磨削砂轮的安装精确度,而测量是重调或微调砂轮的基础.为保证测量的精细,其先决条件是磨削工件和测量值传送器尽可能地不振动.要做到这一点就需要把具有气动机械测量元件、或电子—机械测量元件的控制测量头、装在出料口紧靠着砂轮之后,或者装在有效的测量地点.但如何正确安装,又取决于测量头的结构尺寸以及加工材料磨削颗粒和磨削液对其的影响.对磨削质量的测量是用机械方法进行、用电子的或气动的方法分辨,信号放大后指示出来,通过电子放大器或气动放大器的输出元件传送到机床的控制元件上.
2 测量值传送系统的安装
测量值信号传送系统有多种装法;其一:是单个的测量值传送器以工件的导行槽为测量基准.其二:是单个的测量值传送器以一硬质合金表面为测量基准,这时传送器和测量基准装在一弯架中,弯架具有弹性支承,能抵消偶而发生的工件振动.其三:是在环形支架上装两个测量值传送器(相距180°)或三个测量值传送器(相距120°),支架也具有弹性支承,以补偿工件振动(棒料磨削);其中的传送器接到一测试线上,再调整传送比和“0”时靠指尖感觉.其四:是在大批生产中应用气动高压喷嘴测量环,装两个测量喷嘴(相距180°)或三个测量喷嘴(各相距120°),为了防止工件卡住,装了一个进口锥管.喷嘴测量环的测量范围达50—100μm,视所用的测量原理而定,此装置测量的直径最小可至5mm左右.缺点是要用大量的测量环和调节杆,因此费用大,并且受气动测量工具制造厂供应时间的限制.
在无心磨削时,应尽可能地做到测量时无接触和用高压气动力学原理工作.上述四种方法中以“喷嘴测量环”能很好地满足这些要求,其喷嘴与工件导行件有一定的距离(安全距离),但是它需要昂贵的带校正装置的悬挂装置,附加的进口锥管,它与测量环构成一个单元,因此无法应用标准的喷嘴测量环.
3 测量控制
3.1砂轮之间测量
如果测量点在砂轮之间,则测量装置原理如图1所示.圆棒式测量值传送器上有开口喷嘴和精调节件,利用简单的支架进行轴向、切向和径向的粗调节,横向调节用燕尾导行槽,高度调节用螺杆,高度的精调节件装在测量值传送器上.测量装置安装地点视磨床结构而定,如果调整轮是固定的,就装在调整轮的保护罩上,如果砂轮和调整轮同时调节,就装在机床前面的支承面上.这种测量方法原则上可以应用差压法或动压法的圆棒式测量值传送器.掌握测量值可用气柱仪或圆刻度仪.如果要控制机床,这些仪器必须装备电触点、继电器板以及控制磨削中断过程的延时装置,如图2所示.
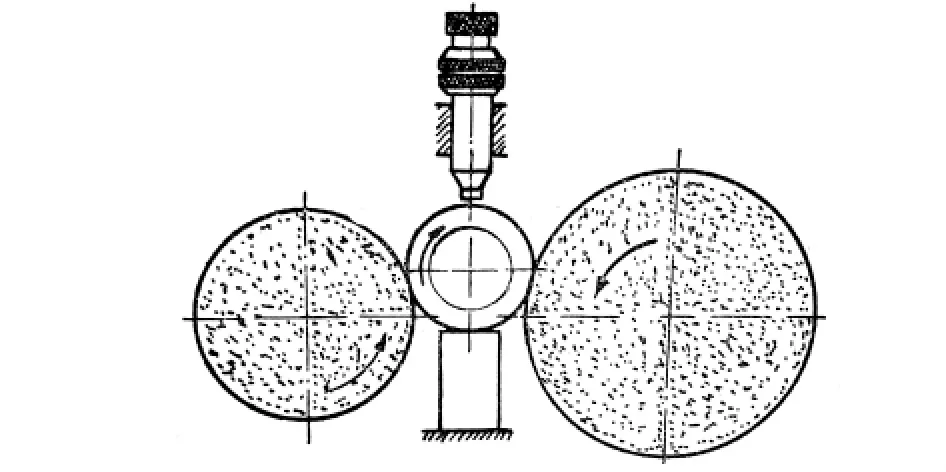
图1 在无心磨床砂轮之间进行气动测量控制的原理简图,测量值传送器以导行件为测量基准
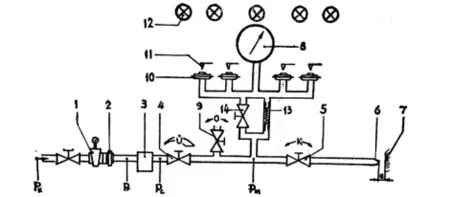
图2 动压式控制仪测量原理
3.2磨削中断测量
除了工件的加工表面上有磨削中断的地方以外,在对一组工件进行无心磨削时,各个工件之间还会产生或长或短的磨削中断过程,因为各工件之间是间隔一定距离通过砂轮的.测量喷嘴在这个间隔中完全放气,指示仪上就传出“太小”的命令,使得砂轮往后退,尽管这时工件尺寸是准确的.为了防止发出这种错误的命令,在控制仪中装了一个节流阀,可以无级调节延时值,由此测量值的压力降就延迟了,磨床在一定的时间以后才接到命令,这―定的时间决定于压力降的速度[2].加工竹节式的轴或控制活塞时,被测表面之间有一些空档,也可以用这个方法跳过.
3.3表面粗糙度对测量的影响
用开口喷嘴进行气动测量时,和在用接触量杆时的掩蔽喷嘴相反,表面粗糙度在大于3μm左右时能一起测出来.测量的不可靠性与表面粗糙度成正比地增大.
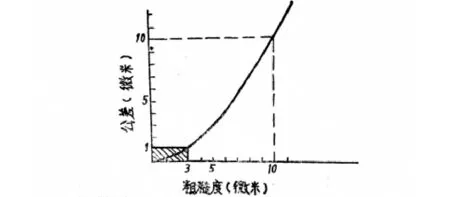
图3 指示精度和粗糙度的关系
在无心磨削时这种误差大多可以略而不计,把这种误差或者算在公差之内,或者算在仪器的最大不准确度之内,对测量没有影响.在粗糙度大的粗磨中,直径公差在0.1—0.3mm之间,在精磨中要尽量使粗糙度低于3μm,粗糙度在4或5μm时,确定测量精度和粗糙度之间关系时可将图3作为参考曲线.测量误差可以通过零点调节来校正[3].
3.4动压系统
装压力—时间延迟装置的测量控制到目前为止只能在动压法中实现.
3.4.1回压控制
在动压法中,没有从喷嘴喷出去的空气(回压)聚集在一个压力喷嘴中.这个喷嘴充满空气,将它的膨胀运动通过一板条机构传给指针的驱动轮.指针在圆刻度上指出的值相当于测量喷嘴和工件之间的距离,其比例可以无级调节.与这个压力喷嘴并联的其他压力喷嘴用于信号分析,它们之间用杠杆系统相连,在达到信号点时,杠杆系统的触点与可以分别调节的小接触支臂互相接触.分开的调节按钮可以分别调节每一个开关触点,可以调节的点有2—5个,视结构而定,触点接通以后,继电器发生作用.
控制件的任务是:①用信号灯掌握极限值;②预报信号掌握极限值,信号有:“废品”、“好”,“太大”.在无心磨床上,最佳的解决办法是用预报信号进行“进退控制”,在加工比较简单的工件时,转换点可以调节到刻度的任意位置上.在调节时,用一辅助喷嘴将指针调节到所要求的开关位置上,并转换旋钮一直转到信号灯光变化并发出开始命令为止.
3.4.2高压气动测量
压缩空气由厂内的输气网输送到一供气装置上,可以用5—10kg/cm2的压力,由一减压器降低至5±0.5kg/cm2.空气经过过滤后,由一高压导管通到控制装置中的空气稳压调节器中,稳压调节器向控制装置供应的气压为1.5kg/cm2±0.3%,利用一个辅助输出件可在没有调节件的情况下使稳压调节器向两个控制装置供气.
因为测量值传送器的测量范围达到50—500μm,并且采用了比例为600:1—6000:1,可以无级调节的测头喷嘴,所以同一传送器和控制装置可适用于无心磨床贯通磨削的各种测量控制任务,只需调换刻度盘和调节传送器传送比.
测量值传送器可以用于粗磨,也可用于精磨,这种喷嘴的特性可以保证在200μm左右的范围内指示值保持线性,测量不准确度为2μm.对线性有影响的大多不是由于采用差压系统或动压系统,而是由于气柱仪(高压)或圆刻度仪(高压)与气柱仪指示管相比,圆刻度仪的压力喷嘴能在较大的范围内保持较小的线性公差.利用非线性的刻度可以达到更大的测量范围,500μm,测量不准确度增大至10μm.
3.5校准
校准时用两个块规,它们之间的距离相当于整个的刻度值,例如100μm或200μm.将传送器从支架上取下来,但不拆断它与指示装置之间的空气管道.校准工作在磨床旁的测试台上进行.
校准过的传送器重新装到机器上去时用一个调整块调节,这个调整块考虑到喷嘴与工件之间的安全距离.工件随着旋转的砂轮送进,使测量状态由静态转变为动态.在静态测量时,气流是对称的,当工件在传送器下运行时,气流发生偏转.这个作用对于调节好的传送比没有影响,而调节好的规定尺寸却与磨削速度成正比地变化,必须根据检验出来的实际尺寸进行调节[4].冷却剂的压力可以略而不计,因为测量值传送器处于高压之下,被测表面上不会起泡.
3.6棒料磨削测量
棒料磨削时的测量装置有两种:
①如果磨床粗磨结果良好,以100μm刻度作为极限值范围就够了;如果要精磨到h6,刻度范围应为-30/+70μm或―20/+80μm,则测量值传送器可以在同样的位置(零点调节)用于粗磨和精磨,也就是在精磨时无需重新调整;工件直径较大时,用200μm的刻度.
②如果磨床性能较差,则必需进行重调,或者用两套测量范围不同的控制仪器,并用两个传送器分别固定地与—台控制装置相连,以免需要在调换控制装置时重新校准.
4 结束语
磨削加工是机械加工的主要方法之一,磨削加工在很多情况下是工件加工的最终―道工序,因此磨削精度对加工工件的最终精度有直接的影响,测量精度的不准确将导致加工质量的不稳定,从而产生废品.无心磨床的加工过程是个复杂的变化过程,加工精度受到多种因素的影响.采用了无接触和高压气动力学原理来进行的测量,极大的提高了测量的精度,从而保证了工件的加工精度和加工质量.
参考文献:
〔1〕赵世华.金属切削机床[M].北京:航空工业出版社,1994.
〔2〕赵月望.机械制造技术实践[M].北京:机械工业出版社,1993.
〔3〕张荣清.模具设计与制造[M].北京:高等教育出版社,2003.
〔4〕徐庆莘.机械加工工业基础[M].徐州:中国矿业大学出版社,1991.
收稿日期:2015-11-30
中图分类号:TH-3
文献标识码:A
文章编号:1673-260X(2016)01-0060-03
猜你喜欢
小学科学(学生版)(2021年5期)2021-07-22 02:40:06
科学大众(2021年9期)2021-07-16 07:02:48
中学生数理化·八年级物理人教版(2019年9期)2019-11-25 07:33:02
中学生数理化·八年级物理人教版(2019年3期)2019-04-25 06:20:54
经济技术协作信息(2018年1期)2019-01-23 07:00:04
中学生数理化·八年级物理人教版(2018年3期)2018-05-31 08:52:45
数学小灵通(1-2年级)(2017年10期)2017-11-08 08:39:45
军事文摘·科学少年(2017年4期)2017-06-20 23:25:16
军事文摘·科学少年(2017年2期)2017-04-26 21:58:43
中学生数理化·八年级物理人教版(2016年3期)2016-04-07 04:49:32
