
面向航空结构件的自动化测量技术研究及应用*
2016-03-21 05:27曹文军隋少春段桂江黄明聪
制造技术与机床 2016年9期
曹文军 隋少春 段桂江 韩 雄 黄明聪
(①中航工业成都飞机工业(集团)有限责任公司数控加工厂, 四川 成都 610092;②北京航空航天大学机械工程及自动化学院,北京 100191)
面向航空结构件的自动化测量技术研究及应用*
曹文军①隋少春①段桂江②韩 雄①黄明聪①
(①中航工业成都飞机工业(集团)有限责任公司数控加工厂, 四川 成都 610092;②北京航空航天大学机械工程及自动化学院,北京 100191)
为实现检测过程自动化从而提升检测效率,针对航空结构件,提出一种坐标测量机检测轨迹的自动规划方法,开发了一套检测轨迹自动规划系统。依据测量点的法矢及测量机的摆角分度特性计算测头对应的位姿;以航空结构件的几何特征为驱动,对检测轨迹进行规划;基于VERICUT对检测轨迹进行仿真,避免测量过程的干涉碰撞;构建检测轨迹与DMIS语句的映射关系模型,实现测量程序的自动生成。应用验证表明,该系统能直接依据三维模型进行检测轨迹的规划,减少了测量过程的人工干预,检测效率较传统检测模式提升22%~34.6%。
自动化测量;路径规划;测量仿真;航空结构件
检测规划是产品设计及制造活动中的重要环节[1]。通过检测规划的执行可以获得产品的合格状态。航空结构件结构复杂、精度要求高,具有检测任务量大、检测难度高的特点。其检测任务的执行大量依赖于三坐标测量机(coordinate measuring machine, CMM)等高精密检测设备来完成。但由于对测量路径、测量仿真及自动编程等关键技术的规划与优化的手段不足,难以充分发挥CMM在效率、自动化方面的优势,使当前测量过程仍主要依靠于操作人员的人工干预。航空结构件在CMM上占用机时多,测量执行效率难以满足生产进度需求。可以说,CMM检测能力与效率的不足,已成为制约数控产能提升的瓶颈问题。需要在航空制造领域结合CMM对计算机辅助检测规划(computer-aid inspection planning, CAIP)进行研究应用。
一般地,CAIP包含以下内容:确定最佳的检测顺序,分解每一个特征的具体检测方案,检测路径规划及碰撞检查,测量数据的统计与分析[2]。根据检测顺序的不同,可将CAIP归为以下2类[1]:(a)公差驱动的检测规划;(b)几何驱动的检测规划。前者在规划时侧重将具有特定公差要求的特征作为一个集合。后者的规划重点在于追求几何特征的完整描述,即将几何特征作为一个集合。Yau 和 Menq等[3-5]基于知识规则将工件公差信息、功能需求、CMM约束信息转换为CAIP系统的输入信息,实现了公差驱动的检测工艺的自动规划;Zhang等[6]提出并研发一套直接利用CAD模型特征实现CAIP的原型系统,并将公差及特征信息作为共同约束实现了特征驱动的检测工艺的自动规划。张江等[7]基于CATIA融合公差及特征信息研发了一套适用于MBD环境下的检测规划系统。上述方法,侧重于对检测规划基础算法的研究,对规划结果的仿真及生成末端可执行的程序上关注不足,且多是面向通用领域对航空结构件的特征、特性考虑不足,无法直接应用于航空结构件的检测过程。
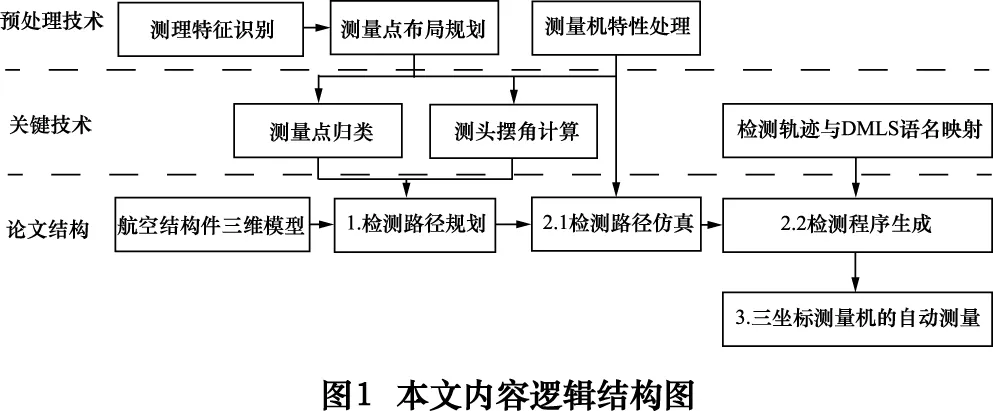
因此,为实现对航空结构件检测过程的自动化并提升检测效率,提出一种坐标测量机检测轨迹的自动规划方法,并开发一套检测轨迹自动规划系统。首先依据测量点的法矢及测量机的摆角分度特性计算测头对应每一测点的位姿;在此基础上,以航空结构件的几何特征为驱动,对检测轨迹进行规划;然后基于VERICUT对检测轨迹进行仿真,避免测量过程的干涉;最后通过构建检测轨迹与尺寸测量接口标准(dimensional measuring interface standard,DMIS)语句的映射关系模型,实现测量程序的自动生成。如图1为本文内容逻辑结构图。
1 基于CATIA的检测轨迹自动规划
1.1 检测轨迹自动规划
检测轨迹规划是依据既定测量点位集合,融合测量机特性及工艺约束信息,生成合理的检测轨迹的过程。首先读取测量点位信息,依据测点的法矢计算测头的摆角位姿;然后依据不同的检测特征生成对应特征集的检测轨迹;最后通过干涉碰撞检查完成检测轨迹的优化,避免测头与待测工件碰撞,同时保证测点均被测量。
1.1.1 测头摆角计算
测量机测头的位姿通常由2个角度确定,上下摆动的A角度和回转B角度。采用雷尼绍触发式PH10M型号测座,其A角度的变化范围是[0, 105°],B角度的范围是[-180°, 180°]。A和B均只能间隔7.5°变换一个角度值。因此,每一个检测点在理论上具有673个可选摆动角度。但为避免干涉,并非每一摆动角度在均可用。
一般地,假设测杆的起始位姿与Z轴平行且测头指向Z负向。则根据测头特点及测点的法矢信息,可快速计算出测杆摆到与测点法矢方向一致所需的A、B角。
(1)A摆角计算
根据图2,测头A摆角的计算公式如下:
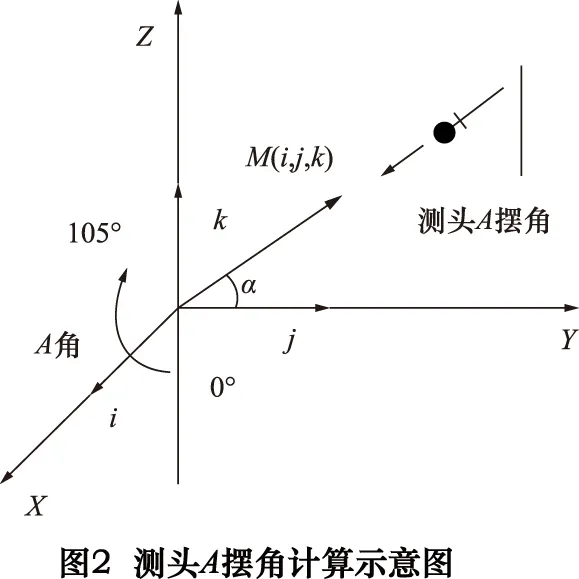
受测头硬件约束,因摆角只能为[0, 105°],且以确定的常量分度=7.5分布。因此,还应对根据分度值进行圆整。则最终的A摆角的计算公式如下:
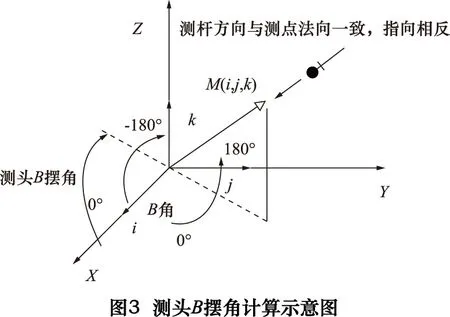
(2)B摆角计算
根据图3,测头B摆角的计算公式如下:
同样地,B摆角只能为[-180°, 180°],最终也应对根据分度值进行圆整。因此,B摆角的计算公式如下:
实际测量过程中,由于零件型面测量空间有限,同时为保证测量的可达成性,一般以该A、B摆角为轴心,选取其偏置60°的锥度角范围内的摆角作为参考摆角。基于经验,在生成测头最终的摆角时,在现有计算值的A摆角偏置15°作为测量的A摆角[7]。
1.1.2 测量路径生成
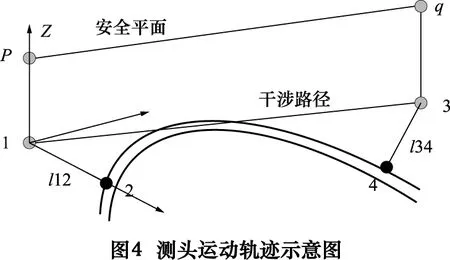
使用CMM测量目标点位时,要求测头从测量起始点沿法向靠近目标点。本文将测量起始点称为触测点,如图4的点1和点3;触测点与目标点之间的距离称为触测距离,如图4中的l12和l34;触发测头摆角变换的定位点为测头转换定位点,如图4中的点p和点q。
则CMM测量过程可以简化描述如下:
Step1:将CMM原点作为起始触测点,并根据下一触测点的法矢确定摆角;
Step2:测头从起始触测点位置快速移动到下一个触测点;
Step3:测头沿测点法矢的反向从触测点以较慢的速度靠近工件的待测点;
Step4:测头接触工件后返回至触测点,完成一个点位的测量;
Step5:将该触测点作为起始触测点,重复上述步骤,直至测点集中无待测点。
则图4中所示的检测轨迹为:p-1-2-1-p-q(摆角变换点)-3-4-3-q。
(1)辅助定位点生成
测量路径生成过程中,触测点、安全平面高度等辅助定位点的生成过程可以描述如下。
首先,选择一个测点集,设置触测距离为ls,每一个测点生成一个与之对应的触测定位点,确定当前测点的法矢方向(指向零件外侧),沿着法矢方向将测点平移ls的距离得到的位置就是该测点对应的触测点位置。
若当前测点和下一测点分属于不同的检测特征,即测量过程出现跨区域、跨特征时,根据当前相邻两个触测定位置,分别沿Z向(或Y、Z方向)抬高至安全平面形成两个定位点作为避障定位点,此时这两个相邻的测点分别有2个定位点。如图4所示,图中测点2对应的定位点有点1及点p。
同样,如果在检测下一个测点前测头摆角需要改变,那么在当前测点采点结束后,需要将测头抬到安全平面高度处的测头转换定位点,变换摆角,接着进行下一个测量过程。如图4所示,点q即为点4对应的测头转换定位点。
(2)基于检测特征的测量路径生成
在生成测量路径前,首先需对测点及定位点归类存储,然后对测点根据其所属特征进行归类,之后对测量特征测量点集依据测点数量进行排序,最后根据测点集的排序结果对相应测量定位点集进行排序。则测量路径生成的过程就是依据测点和定位点的特征标识依次将测点、测量定位点连线的过程,具体过程可描述如下。
Step1. 读取排序后的测点集、定位集;
Step2. 读入测点集中的第一个测量点p1,及下一测量点p2;
Step3. 读入定位集中与当前测点p1、p2关联的触测点p1a、p2a及避障定位点(测头转换定位点)p1b、p2b;
Step4.以点p1b起始点,点p1a为终点,生成快速测量路径;
Step5.以点p1a为起始点,点p1为终点,生成当前点的触测接近路径;
Step6.以点p1起始点,点p1a为终点,生成触测回退路径;
Step7.判断下一测量点是否存在避障定位点(测头转换定位点)p2b:
Step7.1. 若存在,以点p1a为起始点,点p1b为终点,生成快速回退路径;然后,以点p1b起始点,点p2b为终点,生成测点间的快速移动路径;最后以p2b为起点,点p2a为终点,生成测点p2的快速接近路径;跳转Step7.3;
Step7.2. 若不存在,以点p1a为起始点,点p2a为终点,生成下一测量点的快速接近路径;跳转Step7.3;
Step7.3. 以点p2a为起始点,点p2为终点,生成当前点的触测接近路径;
Step8. 从测点集及定位集中,删除点p1及关联的点p1a、点p1b,更新测点集及定位集;
Step9. 重复Step2~Step8,直至测点集中无测量点,即完成测量路径的生成。
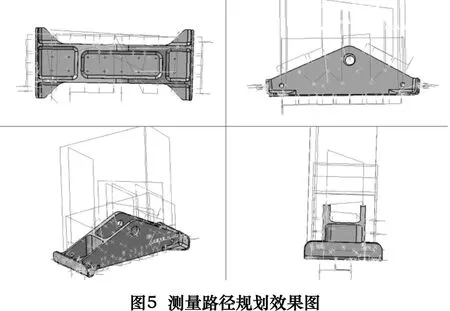
基于上述算法,开发了面向CATIA平台的检测轨迹规划系统。其自动规划的检测轨迹如图5所示。
2 测量仿真与测量程序的后置处理
完成检测轨迹规划后,为使其能直接指导现场的测量机自动、可靠运行,需对生成的检测轨迹文件进行仿真,消除可能出现的碰撞。在此基础上,为实现测量前置文件与测量机可识别语言的转换,需根据检测轨迹自动生成测量机可执行的程序,从而驱动测量机自动运行,减少测量过程中的人工干预。
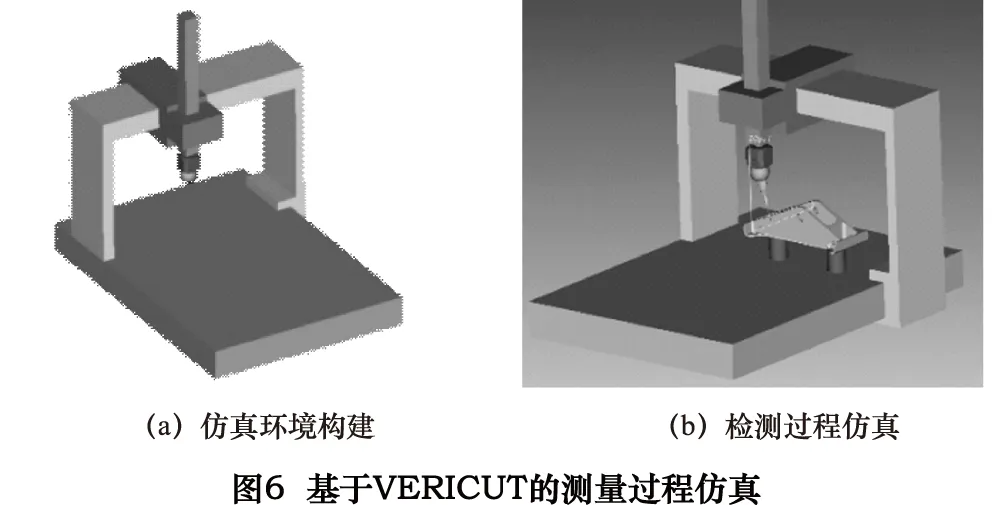
2.1 基于VERICUT的测量过程仿真
检测轨迹的规划是进行仿真的基础。但由于运动的复杂性,仅凭计算出的检测轨迹还难以直观、准确地判断测头的位置和姿态。因此,本文以VERICUT平台对测量过程的精确仿真。整个仿真环境的实现包括测量机的配置,测头库的配置及测量程序的运行3部分内容。
首先,对测量机的关键尺寸进行测量并通过CATIA将测量机的主要运动部件进行逆向建模。然后,将建模出的各部件导出为STL文件,通过VERICUT进行各部件的关联及运动轴的建立,如图6a所示。其次,对测头库进行配置,根据实际情况建立不同测针长度及测球的直径,以便仿真过程中进行测头的调用。最后,通过导入测量工件模型及生成的检测规划结果文件,调整测量坐标系,则可以在VERICUT中自动运行测量程序,实现测量过程的仿真,如图6b所示。
2.2 基于DMIS的测量程序自动生成
在实际测量过程中,测头校准和工件找正部分通常是由检测人员利用三坐标测量机软件手动交互完成的。因此,在自动生成DMIS语句时,不需要包含测头校准和工件找正程序块部分,仅需包含参数设定、测头定义与选择、测量语句程序块三部分。因此,在CATIA平台上完成测量路径生成后,可将DMIS程序的生成过程转换为构建测量路径与DMIS语句建立映射关系的过程。
由于在生成检测轨迹前置文件的时候,已经把测量特征与公差要求、运动测点进行了耦合关联。因此,测量程序的自动生成可以根据前置文件中测点(包含辅助测点)及运动摆角数据,调用DMIS定义中的运动语句与测量语句,从而控制测头的运动与测量过程与前置规划过程一致。这样就完成了DMIS文件与测量前置文件的映射,实现测量程序的自动生成。通过运行生成的DMIS程序,就可以在实际测量过程中,控制测量机按照规划的路径对待测工件进行测量。
表1列出的是某航空结构件检测轨迹上的部分理论测量点坐标及其法矢,利用本文方法生成的描述测量路径的DMIS文件如图7所示。
表1 某测量部位测量点信息
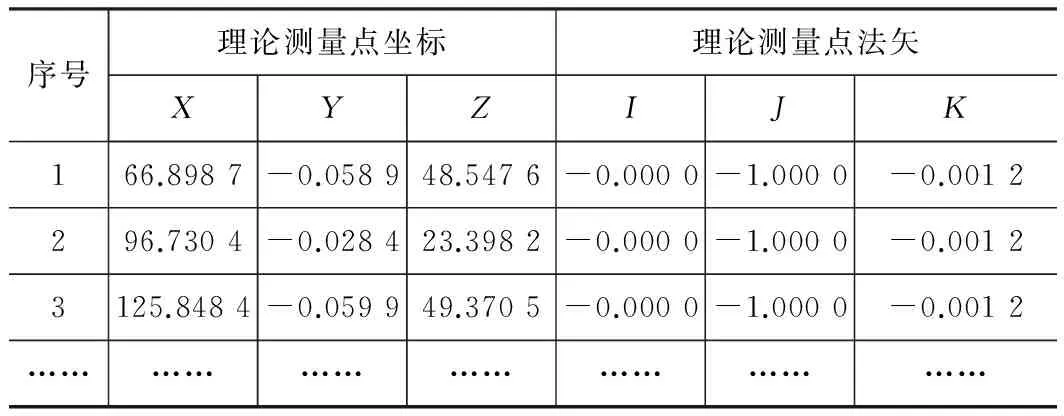
序号理论测量点坐标理论测量点法矢XYZIJK166.8987-0.058948.5476-0.0000-1.0000-0.0012296.7304-0.028423.3982-0.0000-1.0000-0.00123125.8484-0.059949.3705-0.0000-1.0000-0.0012……………………………………
3 应用验证与分析
采用本文开发的自动测量系统与传统的人工测量方法,在典型航空结构件上进行了4组对比实验。在每一组实验中保持相同的测量零件不变,分别记录了2种测量方法所需的时间及对应测头摆角角度的数量,结果如表2所示。图8为实验验证效果图。
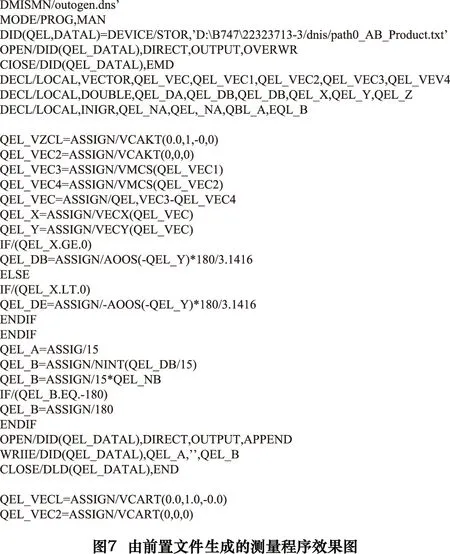
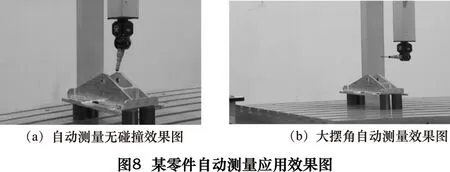
表2 测量效率对比试验结果

序号模型结构测点数测量方法摆角数测量时间/min1112传统368本文6462104传统366本文6463146传统380本文6624160传统381本文453
(注:测量时间包含测量过程的准备时间,如建立坐标系、更换测头等)
从实验结果可以出,虽然本文提出的自动测量方案在测头摆角上较人工操作方案存在偏多的现象,但测量过程中均达到了0碰撞干涉;且在测量时间对比上,由于不需要人工干预与防错,在测量时间上较传统方式最低提升约22%,最大提升约34.6%,为解决航空结构件在CMM上占机时间长,测量执行效率低的问题提供了新的思路。
4 结语
提出的一种面向数控机加结构件的自动测量技术,给出了检测轨迹自动规划、测量过程仿真的实现方法,并将其应用于产品的检测过程中。工程应用结果表明,所提出的测量方案能够直接依据三维模型进行测量方案的规划与优化,并生成可供CMM执行的自动测量程序,从而降低测量过程对操作人员的依赖度,对实现三维数字化检测系统从检测规划到底层执行设备的集成,提升检测效率与检测过程的自动化具有重要意义。
[1] Zhao F, Xu X, Xie S Q. Computer-aided inspection planning—the state of the art[J]. Computers in Industry, 2009, 60(7): 453-466.
[2]Lin Y J, Mahabaleshwarkar R, Massina E. CAD-based CMM dimensional inspection path planning-a generic algorithm[J]. Robotica, 2001, 19(2): 137-148.
[3]Yau H T, Menq C H. Path planning for automated dimensional inspection using coordinate measuring machines[C].Robotics and Automation, 1991. Proceedings., 1991 IEEE International Conference on. IEEE, 1991: 1934-1939.
[4]Menq C H, Yau H T, Wong C L. An intelligent planning environment for automated dimensional inspection using coordinate measuring machines[J]. Journal of Engineering for Industry, 1992, 114(2): 222-230.
[5]Yau H T, Menq C H. An automated dimensional inspection environment for manufactured parts using coordinate measuring machines[J]. The International Journal of Production Research, 1992, 30(7): 1517-1536.
[6]Zhang S G, Ajmal A, Wootton J, et al. A feature-based inspection process planning system for co-ordinate measuring machine (CMM)[J]. Journal of Materials Processing Technology, 2000, 107(1): 111-118.
[7]张江, 段桂江. 面向飞机结构件的三维检测规划系统研究与开发[J]. 航空精密制造技术, 2012 (5): 30-32.
如果您想发表对本文的看法,请将文章编号填入读者意见调查表中的相应位置。
An automated inspection planning technology for aeronautical structural components
CAO Wenjun①, SUI Shaochun①, DUAN Guijiang②, HAN Xiong①, HUANG Mingcong①
(①AVIC ChengDu Aircraft Industrial (Group) Co., Ltd., Chengdu 610091,CHN;②School of Mechanical Engineering and Automation, BUAA,Beijing 100191,CHN)
To enhance the efficiency and automation in inspection, a method of inspection path planning for coordinate measuring machines is develop and applied in this study. At first, the position and orientation of the probe was calculated based on the measurement point normal and measuring machine indexing characteristic. After that, a geometry-based inspection process was carried out. Then, in order to avoid the interference in the process, the process was simulated in VERICUT. Finally, by constructing the mapping model between inspection paths and the DMIS, the inspection program was automatic generated. The application results show that, by applying the proposed method, the inspection path is planned based on the three-dimensional model directly. And the inspection efficiency increase of 22%~34.6% than the traditional way with manual intervention.
automated inspection;inspection path planning;inspection process simulation;aeronautical structural component
TP391
A
10.19287/j.cnki.1005-2402.2016.09.023
曹文军,男,1978年生,硕士,高级工程师,科室主任,研究方向为数字化制造技术,已发表论文6篇。
(编辑 谭弘颖)
2016-07-13)
160928
*国家科技重大专项(2015ZX04001-002)
猜你喜欢
内燃机与配件(2022年2期)2022-01-17
保健医苑(2021年9期)2021-09-08
装备制造技术(2020年4期)2020-12-25
制造技术与机床(2019年9期)2019-09-10
制造技术与机床(2019年6期)2019-06-25
煤炭工程(2019年6期)2019-06-22
中国铁道科学(2019年1期)2019-02-19
中国设备工程(2018年14期)2018-08-09
制造技术与机床(2017年6期)2018-01-19
新商务周刊(2017年6期)2017-12-27
