
已校准量块的工业CT测量不确定度分析
2016-03-16 02:40苏宇航王倩妮何方成
无损检测 2016年2期
关键词:不确定度
苏宇航, 王倩妮,何方成
(北京航空材料研究院, 北京 100095)
已校准量块的工业CT测量不确定度分析
苏宇航, 王倩妮,何方成
(北京航空材料研究院, 北京 100095)
摘要:针对已校准量块,采用特定的工业CT检测工艺进行扫描,根据GUM(测量不确定指南)法不确定度分析模型对CT图像进行测量和评定,分析在不同边界提取方法下测量结果的不确定水平,以及影响不确定水平的主要因素,并给出了应用实例。
关键词:校准量块;工业CT;校准;不确定度;尺寸测量
工业CT在无损检测领域中的应用主要分为两个方面,即材料内部质量检测和尺寸精密测量。采用工业CT作为尺寸测量手段的优势是:无损地实现工件内外表面几何信息可靠检测,快速获取更加密集的点云坐标数据。将不确定度评估引入到工业CT尺寸测量中,是CT计量技术普遍采用的方法。传统的尺寸测量精度用误差表示,在已知被测量真值的情况下用测量值和真值的差值表示,但是该方法不太准确和科学[1-2]。笔者主要根据GUM法和坐标测量机(CMM)产品几何技术规范(ISO/TS 15530-3:2011 Geometrical Product Specification (GPS)-Coordinate measuring machines(CMM):Technique for determining the uncertainty of measurement-Part 3:Use of calibrated workpieces or standards),采用工业CT对已校准量块进行尺寸测量和不确定评估。
1测量不确定度的分析
1.1 测量不确定度模型
1.1.1扩展测量不确定度U

(1)
式中:ucal为已校准量块引入的标准不确定度;up为测量过程引入的不确定度;uw为材料引入的标准不确定度;ub为系统误差引入的不确定度;k为置信因子,置信概率为95%。
1.1.2由已校准量块引入的标准不确定度ucal
试验采用的量块为哈量制造的二等量块,经计量部门检定校准后,可作为五等量块使用,根据标准JJG 146-2011《量块》,五等量块的校准不确定度计算公式为0.5 μm+5×10-6×L;式中:L为量块长度。则,得到ucal的计算公式:

(2)
1.1.3测量过程引入的不确定度uw

(3)
(4)

1.1.4材料引入的标准不确定度uw

(5)
式中:uα为材料的热膨胀系数;t为温度,℃;20的单位为℃。
1.1.5系统误差引入的不确定度ub

(6)
1.1.6系统误差b

(7)
式中:xcal为校准值。
1.2 测量结果的表示形式
根据GUM法对系统测量结果进行修正,测量结果的表示如下,同时应给出置信因子k和置信概率水平p:

(8)
2测量过程
2.1 检测过程
已校准量块包括标称值为0.5,1.2,1.4,1.6,1.8,2.0,3.0 mm的7块量块。采用了6 MeV加速器工业CT,1 mm切片进行扫描重建,重建矩阵大小为4 096×4 096,像素大小为0.146 5 mm,只进行一次扫描,并对单幅图像进行重复测量。
2.2 图像测量
笔者只针对特定检测工艺得到的CT图像进行重复测量,采用的测量方法为基于ISO值阈值分割的图像测量和基于密度值半宽高法,重复20次测量,且测量时避开了伪影区域。
2.2.1基于ISO阈值分割的图像测量
(1) ISO阈值50%
根据CT图像直方图,采用软件VGStudio MAX2.2边界提取功能,完成ISO 50%的阈值分割,对各量块进行重复测量。
(2) 局部自适应
根据CT图像直方图,采用VGStudio MAX2.2边界提取高级功能,在ISO 50%下,搜索距离10个像素内提取边界,对各量块进行重复测量。
2.2.2基于半宽高法的图像测量
根据GB/T 29067-2012《无损检测 工业计算机层析成像(CT)图像测量方法》中的详细说明进行半宽高法的图像重复测量[5]。
2.3 重复测量结果
以上三种边界提取方法的测量结果如图1所示。
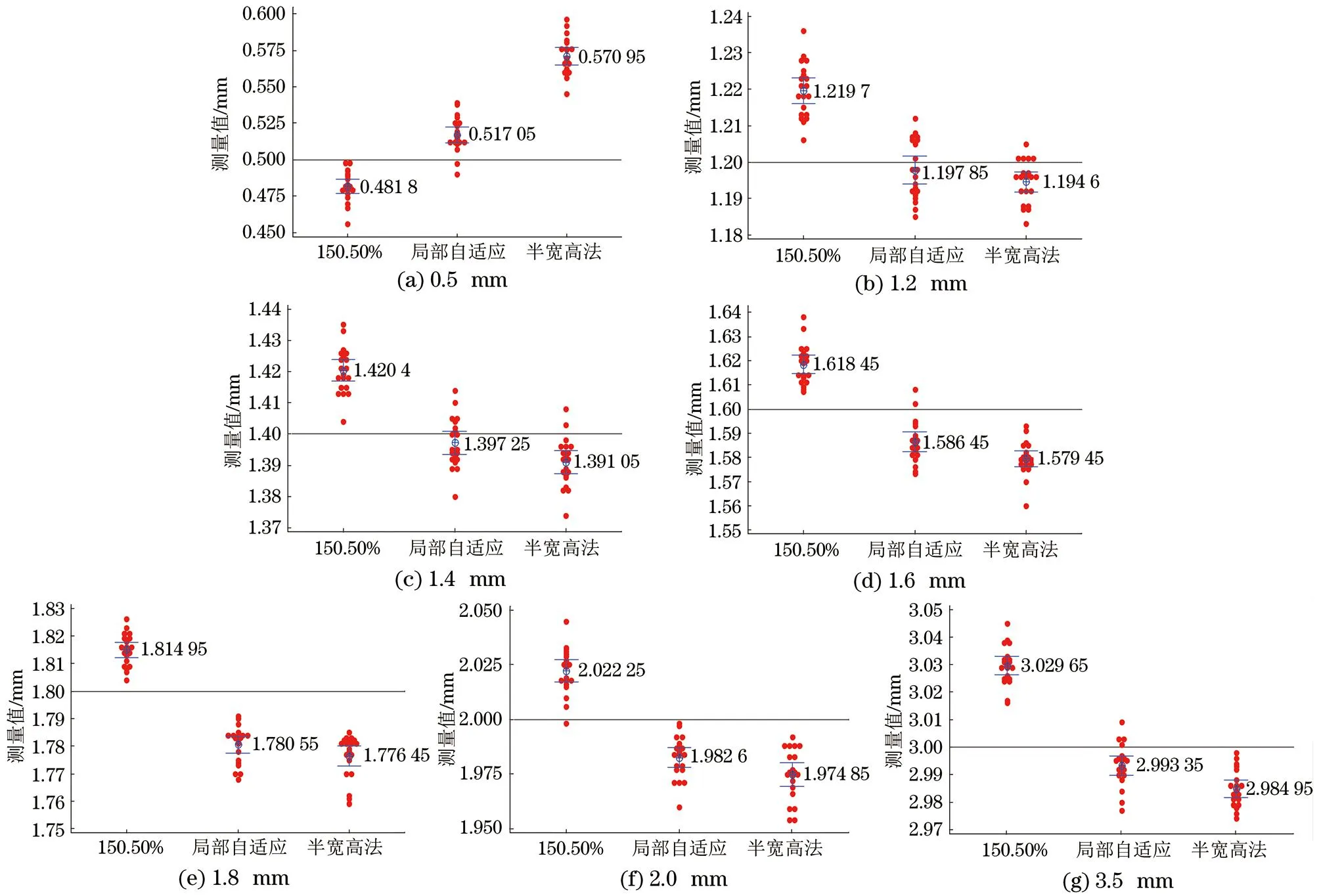
图1 采用不同测量方法时各量块测量数据的区间图
图1给出了基于三种测量方法的重复测量结果,图中的示值为平均测量结果,同时给出了均值在95%置信度下的置信区间。从测量结果可以大致看出,采用局部自适应的ISO阈值分割所得到的测量结果与校准值相差最小,即系统误差最低。
3测量数据的校准和表示
3.1 测量不确定度的计算
根据以上建立的测量不确定度模型,分别计算三种图像边界提取方法测量过程引入的不确定度、扩展不确定度和测量平均值,并表示为u1p、u2p、

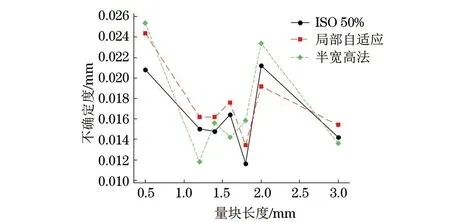
图2 扩展不确定度的计算结果

mm
3.2 结果的校正和表示
根据公式(6)、(7),将各测量结果表示成如表2所示。将表2中的表达形式简化,即Y=y-b±U=xcal±U,可将测量结果修正为校准值xcal和扩展不确定度U的组合表达方式。扩展不确定度的计算结果见图2,b的取值分布见图3。

表2 测量结果的校正和表示形式 mm
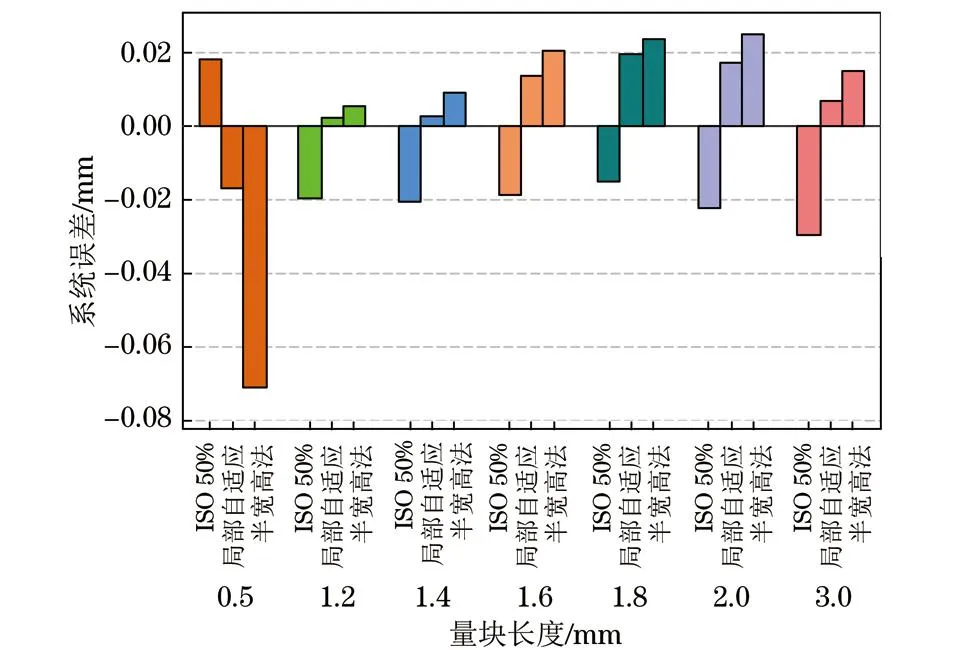
图3 系统误差b的分布图
3.3 测量结果分析
3.3.1空间分辨率的影响
由于试验采用了6 MeV加速器工业CT,极限空间分辨率在2.5 Lp·mm-1左右,综合射束硬化效应和散射等原因,因此对小尺寸,尤其是1 mm以下的尺寸存在一定程度的分辨力影响,导致了在0.5 mm量块测量时系统误差较大。
3.3.2三种边界提取方法的对比
(1) 不确定度
由图2可见,三种方法的扩展不确定度基本保持在类似水平上,且变化趋势基本保持一致,测量重复性分量是主要影响因素。说明在使用不同方法时,重复测量引入的重复性测量不确定度分量并无太大差别。造成测量结果偏差的原因主要取决于测量方法。
(2) 系统误差
由图3可见,在七组标准量块测量值的系统误差分布图中,采用局部自适应测量方法时的系统误差最小,该结果进一步表明边界提取方法是影响系统误差的主要因素。
3.3.3被测工件的校准
采用标准ISO 15530-3中的已校准工件校准测量系统的测量方法,其前提是对量块采用高精度测量仪器进行校准,或通过计量部门进行检定,得到校准结果和测量不确定度。这是实现获取测量系统测量不确定度的前提,之后方可通过校准结果计算系统偏差,并对测量结果进行修正。
在无法对被测工件进行高精度校准时,应采用替代法进行不确定度评估,文章的修正方法不适用。
4结语
文章的目的不是给出标准量块在工业CT测量中的最佳检测结果,而是应用GUM法分析工业CT在具体的检测任务下所能达到的测量不确定度水平,并采用已校准结果对实际测量结果进行修正。通过分析可见,影响标准量块工业CT测量结果准确度的主要因素在于图像的边界提取方法,应对图像边界提取技术进行深入研究、分析和验证。实现工业CT尺寸测量不确定度的准确评定和校准是该技术的关键,未来具有广阔的应用前景和发展空间。
参考文献:
[1]薛长利,张名毅,丁勤.测量不确定度在国内航天领域的应用现状[J].航天器环境工程, 2013,30(6): 652-658.
[2]叶宗茂.浅谈测量不确定度及在评判测量系统能力中的应用[J].工业计量,2006,16(1):43-46.
Uncertainty Analysis of Calibrated Gauge Block by Industrial Computed Tomography
SU Yu-hang, WANG Qian-ni, HE Fang-cheng
(Beijing Institute of Aeronautical Materials, Beijing 100095, China)
Abstract:An ICT scan was carried out on calibrated gauge blocks and the GUM method was used to evaluate the measurement uncertainty based on specific specification. This paper presents three different surface extraction methods on the CT image to analyze the measurement uncertainty and its primary contribution, and an application demonstration is also present.
Key words:Gauge block; ICT; Calibration; Uncertainty; Dimensional measurement
中图分类号:TG115.28
文献标志码:A
文章编号:1000-6656(2016)02-0028-04
DOI:10.11973/wsjc201602007
作者简介:苏宇航(1987-),男,工程师,硕士,主要从事工业CT检测技术和射线检测技术方面的研究。
收稿日期:2015-05-28
猜你喜欢
建筑建材装饰(2016年13期)2017-01-04
海峡科技与产业(2016年11期)2016-12-26
中小企业管理与科技·下旬刊(2016年10期)2016-11-18
科技视界(2016年18期)2016-11-03
科技视界(2016年21期)2016-10-17
科学与财富(2016年28期)2016-10-14
科技视界(2016年24期)2016-10-11
科技视界(2016年24期)2016-10-11
