
模具高效加工方法与工艺规程制定
2016-03-15 09:13:54杨彬
企业技术开发·下旬刊 2016年2期
关键词:模具
杨彬
摘 要:模具是制造业的基础工艺装备,也是现代工业生产的主要工艺装备之一,被广泛应用于制造业的各个领域。并且模具的型腔设计日趋复杂、自由曲面所占比例不断增加,这些特点给模具加工技术带来了新的挑战。文章通过对模具加工的程序、加工步骤等的介绍,阐述了我国现代实行高效加工模具的大致过程及工艺规程制定。
关键词:模具;高效加工方法;工艺规程制定
中图分类号:TG659 文献标识码:A 文章编号:1006-8937(2016)06-0010-02
随着人们生活水平的日益增加,不仅对模具制造的水平要求有所增加,对模具外观质感、美观程度的要求都有所提高。伴随着科技的不断发展,尤其对高速加工行业的探索和研究,现有的加工模具机床已经实现了数据化和程控软件与模具刀具相结合的高端技术结束了传统的繁冗的加工流程。高效的加工方式是人们为了适应当今高速运转的社会发展的同时,高效的加工方式是节约成本和提高生产效率的保证。合理的模具加工编程程序是促使模具加工生产效率、节约成本,降低能源和快速出模的有效手段。
1 模具的机加工程序
1.1 工艺制度和规程
在将毛坯零件进行精细加工的过程中,工艺制度对零件和加工过程做了简要的加工顺序规定。在模具加工中,如何根据所要制造的模具进行加工、处理,根据这一要求选用何种机床,使用何种工序都按工艺制度进行。在模具生产加工过程中,做工艺的组织和准备工作都依靠工艺规程进行,因为科学可靠的模具加工工艺规程,具备了相应的科学实践和在前人生产过程的总结的基础上建立的,在模具生产加工过程中具有不可跳跃性。所以工艺规程在模具加工中具有不可或缺的指导作用[1]。
模具加工工艺规程的特点是:
①是生产过程中不可缺少的技术性依据,依据生产可以保时、保质、保量。
②在整个模具加工工艺中,从毛坯到成型模具的过程的设计以及设备、人员、工时等细节的安排都需要依据工艺规程进行。
③在模具成型后,要对模具进行加工检验工作,这一工作流程的依据也是工艺规程。
在模具加工生产过程中,为附合现在人们的生活高标准的要求,还要使加工成本降至最低,就必须使工艺设计实行高标准化。所以说,工艺规程在整个模具生产加工过程中举足轻重。
1.2 工艺规程原则
其原则是限于工厂现有的条件下,能够以最少的劳动力为标准,同时动用最低成本,高质量的完成与图纸高度附合的和高质量的模具。因为进行模具生产的同时,质量占第一位,只有高质量的产品才会有客户青睐;其次是成本,如何能够就质量低成本出货,是每个厂家始终追求的目标。要想实现这两个目标,就使工艺规程精益求精。
1.3 工艺文件
工艺文件是为工艺工程做准备的一种技术性文件,是工序进行的前期准备。我国由于加工厂商发展程度不同,工艺文件也不大相同,但基本内容大同小异。主要包括:模具在整个加工过程所需的全部过程,这一步是全程工作的基础,所有的生产加工准备工作都以此为依据;制作工艺卡片,卡片制定的原则是以每一道工序作为作业单位,卡片的制作要详细说明工艺过程,包括毛坯加工、半成品加工和精加工的每一个工序都要详细在列,同时卡片中还要列出此次加工模具所需的材料以及对材料的各种要求也要记录在案。一般这种工艺文件常见于大批量生产作业中;在工艺卡片制定好后,要对车间具体操作人员下发工序卡片,工序卡片以工艺卡片为基础,制定每一道工序的制造程序,工序卡片详细记载了某一种模具在加工过程中必需的资料[2]。
1.4 模具加工工艺步骤
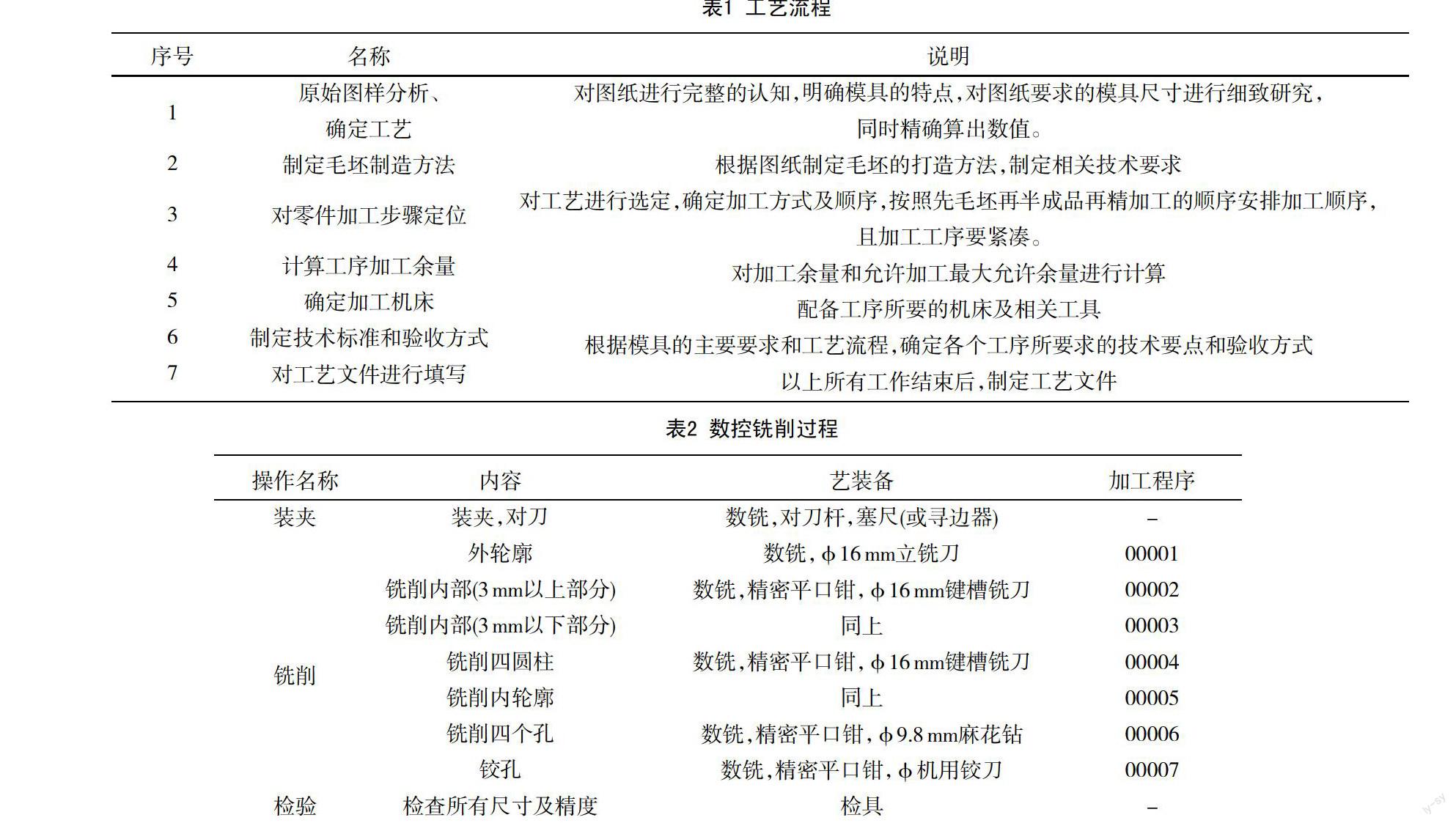
在模具加工伊始,要依据产品图样及本厂生产条件和现场加工设备,进行现场制定生产类型,然后再进行机械加工流程规程,主要步骤是:原始图样分析和确定工艺→根据工厂现有设备进行加工类型的确定→根据相关指标进行毛坯选择(主要选毛坯的类型和尺寸)→选择工艺加工方法→对零件加工步骤进行准确定位→选择模具加工需要的相应的机床→制定相应的工序加工尺寸→制定精准的加工所需时间定额→按制定好的工艺步骤对工艺文件进行填写,具体见表1。
2 模具数控加工步骤
数控加工主要分为毛坯加工、半成品加工和精加工三部分。
2.1 毛坯加工
毛坯加工流程是对毛坯进行简要和粗略加工。在这一工序中,作业的主要目标是在规定的最短时间内完成毛坯材料的大致去除率,为下一步做准备。数控机床作业的优点是:①利用对操控软件的设定,可以保持作业设制的恒定不变,从而保证加工对象的质量。②数控加工过程中,由于在切削过程中保持了一定的载荷,使刀具与模具在切割过程中保持恒定不变,从而提高模具质量的同时也减少了刀具的损伤。避免了许多人为加工过程中出现的切割时的应激反应。③在切割过程中,刀具切割的方向由原来的垂直切入变为圆弧式切入,完成初步加工时需要的模具美观的需要。同时利用程序设定,有效降低了刀具现模具切削时产生的温度,从而降低模具表面因摩擦产生的硬化程度,由此产生了模具自身质量。
2.2 半成品加工
半成品加工是对毛坯加工品的进一步细加工,其目的是实现模具轮廓外形的平整。这一步是毛坯加工向精加工的一个必备过程,这一步加工的好坏将直接影响精加工时刀具的切割面积和刀具负荷。对精加工时对模具加工的稳定性和对模具表面加工是否高度附合要求都有着决定性的影响。由于毛坯加工过程中,对模具表面加工的最大加工余量是个未知数,所以在半成品加工过程中要对模具表面进一步进行切割打磨。这道工序的优化步骤是:对毛坯加工模具外直径进行准确计算→预加工余量计算→对预加工模具最大允许余量进行计算→加工过程中刀具运行轨迹的计算。在现有的数控机床加工工厂,使用的机床都是数控机床,使用的软件设备都对以上数量进行自动计算,只要输入相应数值及相应余量的制定即可[3]。
2.3 精加工
精加工是模具进行加工时的精打磨工序。这时应注意的是刀具与模具之间接触面与接触点的位置,因为当模具的曲面呈现不同曲线变化时,刀具与模具的接触面与接触点也会出现变化,尤其是在加工多个曲面时,设定工序时要尽量设定一个工序,然后进行连续加工作业,这样减少了刀步行走轨迹及刀具的抬降次数。在精加工过程中,为避免刀具行进过程的突然改变,要保证模具曲面半径是刀具半径的1.5倍强。在这一加工程序中,为保证切削过程的稳定性,刀具在切割模具时的行进轨迹应该采用弧形进行。
3 实例分析——平面轮廓和孔的铣削加工
加工零件,如图1所示,完成零件上部平面轮廓和4组孔的铣削编程与加工。坯料尺寸为120 mm×100 mm×22 mm。
3.1 数控铣削加工工艺性分析
由于加工程序是以准确的坐标点来编制的,因此,各图形几何要素间的相互关系(如相切、相交、垂直、平行和同心等)应明确,各种几何要素的条件要充分,应无引起矛盾的多余尺寸或影响工序安排的封闭尺寸等。例如,在实际工作中常常会遇到图纸中缺少尺寸,给出的几何元素的相互关系不够明确,使编程计算无法完成的情况,或者虽然给出了几何元素的相互关系,但同时又给出了引起矛盾的相关尺寸,同样给编程计算带来困难。数控铣削具体过程,见表2。
3.2 工装夹具及刀具的准备
根据图样及现有设备的条件,所需工具有:精密平口钳.游标卡尺,深度尺,千分尺,杠杆百分表、杠杆千分表,对刀杆及塞尺(或寻边器),φ6 mm,φ16 mm键槽铣刀,φ9.8 mm麻花钻,φ10mm机用铰刀,高精度垫块等。
3.3 对刀和坐标系的建立
对刀在精加工中,由于不能损伤工件表面,故在装夹后使用一标准西10 mm的对刀杆对刀。先移动Z轴及X,y轴,让对刀杆与工件的左侧留有一段间隙(略大于1 mm),然后找1mm的塞尺放进去,手动调整x轴,直到松紧合适为止,记下此时机床坐标系下的X的坐标值X1。再移动Z,x轴到工件的右侧,用同样的方法记下机床坐标值X2。用同样的方法记下X1,X2。换上键槽铣刀试切对刀,使刀具端面接触工件表面,记下Z值。
可用一把最长的刀作为标准刀,其他所有要用的刀全部用上述方法对刀,记下Z轴。用标准刀的Z值(Zb)减去所使用的Z值(Zp),把差值填到刀偏表中。这样可保证每一把刀的端面在同一个Z面上。
建立工件坐标系:
①使用G54设定工件坐标系。假定工件坐标系的原点在工件的对称中心,那么工件坐标系各轴原点在机械坐标系下的值为:
X0=(X1+X2)/2
Y0=(Y1+Y2)/2
Z0=Z0
然后输入到G54坐标系即可。
②使用G92建立工件坐标系。使用G92可通过设置当前点(对刀点)在工件坐标系中的坐标来建立工件坐标系,对于粗铣平面用G92比较方面。
③然后进行铣削外轮廓、内部、四圆柱、内轮廓编程即可。
4 结 语
模具高效加工方法,到目前为止属数控车床的加工程序是最先进的。在数控车床的加工过程中,软件编程是发挥效益最大的一个环节,这一环节在提高模具的精密度、质量和缩短产品周期等都具有决定性的作用。通过软件设计加工模具的过程改变了传统工序对模具的加工工序,使模具加工制造周期大大缩短,也有效的提高了模具的生产质量。
参考文献:
[1] 张玉华,杨伟生.模具制造工艺的制定[M].北京:化学工业出版社,2014。
[2] 刘艳琳.对橡胶模具高效制造工艺运用的研究[J].橡胶技术与装备,
2015,(16).
[3] 盛鑫.模具制造中电火花成型加工工艺分析[J].科技传播,2014,(10).
猜你喜欢
电加工与模具(2022年5期)2022-11-15 06:11:22
锻压装备与制造技术(2021年3期)2021-08-13 08:40:04
模具制造(2020年12期)2020-02-06 08:05:18
石油化工建设(2019年6期)2020-01-16 08:03:44
模具制造(2019年10期)2020-01-06 09:13:10
制造技术与机床(2019年11期)2019-12-04 05:50:42
模具制造(2019年4期)2019-06-24 03:36:38
模具制造(2019年3期)2019-06-06 02:11:04
童话世界(2017年8期)2017-05-04 04:08:34
模具工程(2016年7期)2016-06-15 20:28:52
