起重机械用吊钩补焊的危害探究
2016-03-10 02:41:34严彬彬
中国设备工程 2016年17期
严彬彬
(江苏省特种设备安全监督检验研究院,江苏 常州 213016)
起重机械用吊钩补焊的危害探究
严彬彬
(江苏省特种设备安全监督检验研究院,江苏 常州 213016)
起重机械广泛应用于工业生产领域,为我国的工业发展做出了巨大贡献。与此同时,起重机械带来的安全问题不容小视。在以往定期检验的过程中,部分企业由于安全意识薄弱以及对生产设备疏于管理,对使用中已经出现明显磨损的起重机械吊钩进行补焊并继续高负荷的使用,带来极大的危害。
磨损程度;材料;塑性变形以及缺陷补焊的危害
吊钩的材料具有较高的强度和塑性,没有突然断裂的危险。但强度高的材料通常对裂纹和缺陷很敏感,发现部分企业对使用中已经出现明显磨损和缺陷的起重机械吊钩进行了补焊(见图1、图2)。根据GB/T10051.3-2010《起重吊钩 第3部分:锻造吊钩使用检查》第3章,吊钩的磨损量不应超过基本尺寸的5%,否则吊钩应报废。由图中未被补焊的边缘部分可见,磨损量已经超过GB/T10051.3-2010表1中h2规定的基本尺寸的5%(见图3),那么补焊的部分磨损量必定也已经超过该基本尺寸,此时再对此磨损部分进行补焊必将引起不小的危害。
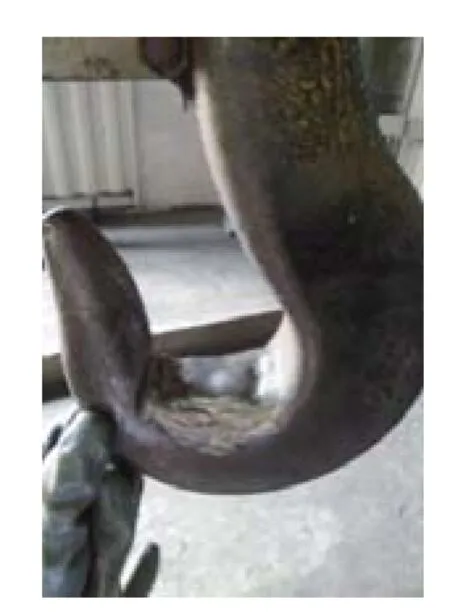
图1

图2
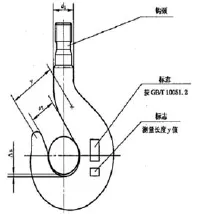
图3
1 吊钩使用的材料
根据GB/T10051.1-2010《起重吊钩 第1部分:力学性能、起重量、应力及材料》第6部分可知,吊钩制作使用的材料大致有Q345qD、Q420qD、35CrMo等几种,这些材料均属于低合金钢,它们是在碳素钢的基础上加入某些合金元素所炼成的,与含碳量相同的碳素钢相比,具有较高的强度、塑性、韧性和耐蚀性。
2 塑性变形对吊钩金属组织和性能的影响
在起重机械的日常作业中,吊钩通常与索具相配合使用,索具与吊钩的接触面通常成为了磨损或者塑性变形发生最为常见的地方。吊钩在常温下经过塑性变形后,内部组织将发生变化,而它的力学性能随其内部组织的改变而发生变化,其原因是由于金属组织滑移面上的碎晶块和附近晶格的强烈扭曲,增大了滑移阻力,使继续滑移难于进行所致。吊钩在与索具配合使用时,受到来自索具向下的拉力,此时吊钩受到的拉应力使金属原子间距离增大,尤其当吊钩内部存在气孔、微裂纹等缺陷时,在拉应力的作用下,缺陷处易产生应力集中,使裂纹扩展,甚至会达到破坏报废的程度。随着拉应力的增大以及使用频率增加,吊钩逐渐出现形变,主要表现形式为开口度加大。根据GB/T10051.3-2010《起重吊钩 第3部分:锻造吊钩使用检查》第3.2.2.1条,若开口度超过使用前基本尺寸的10%时,吊钩应报废。若此时对钩口处的变形缺陷部位进行补焊,其力学性能将发生变化。
3 对吊钩缺陷部位补焊的影响
3.1 补焊时温度对吊钩钩口部位的影响
对吊钩产生缺陷的部位进行补焊时,由于吊钩钩口部位并不是规则的等截面形体,又由于各点离受热部位的距离不同,所以各点达到的最高温度也不同,所以在补焊的过程中,被补焊的部分相当于受到了一次重新冶金的过程,受热部位附近的区域内的金属相当于受到了一次不同规范的热处理,必然产生了不同于使用之前的金相组织并且发生了力学性能的变化。且补焊的过程是一个极不平衡的过程,即补焊部位及其相邻区域的金属都要由室温被加热到很高的温度(即补焊部位已经处于液态),然后再快速冷却下来。由于在整个热循环过程中,吊钩各部分的温度不尽相同,造成随后冷却到室温的速度也各不相同,因而吊钩各部位在热胀冷缩和塑性变形的影响下,必将产生内应力、变形或者裂纹。
3.2 补焊时焊材成份对吊钩金相组织的影响
补焊的过程中使用了不同种类的焊材,焊材中的硫元素和磷元素融合进了吊钩中,使原本硫磷元素极低的吊钩在钩口部位产生了有害的杂质,磷元素可使钢材的塑性和韧性下降,特别是在低温的使用环境中使吊钩的脆性极剧增加。硫元素在补焊部分的融合区晶界处可形成低熔点的共晶体,易产生裂纹。
3.3 补焊结束后的应力
吊钩补焊时,常采用的焊接方法是焊条电弧焊,电弧沿着吊钩逐渐移动并对吊钩钩口部位进行局部加热,由于吊钩钩口部位形状不规则,电弧除了对补焊部位进行加热以外,也不断对补焊部位以及周边区域进行加热,随后逐次冷却下来所形成的,因而应力的形成、大小、和分布情况较为复杂。当补焊的部位及其相邻区域金属处于加热阶段时都会膨胀,但受到未加热部位冷金属的阻碍,不能自由伸长而受压,形成压应力。该压应力使处于塑性状态的金属产生压缩变形。随后再冷却到室温时,其收缩又受到周边冷金属的阻碍,不能缩短到自由收缩应达到的位置,因而产生残余拉应力。应力过大不仅会使钩口部位变形更容易产生裂纹,裂纹存在于补焊部位或者热影响区的熔合区中,而且往往是内裂纹,不易发现,危害极大,且补焊部位出现变形也被焊材凝固后盖住,无法发现。在定期检验的过程中,通过宏观检查和无损检测的方法,发现补焊过的吊钩普遍存在外观凹凸不平,不能与非补焊区域圆滑过渡,极易造成应力集中;我们对补焊过的吊钩进行无损检测,检验方法为磁粉检测(见表1)。由检测报告可见,经过补焊的吊钩在阴影区域内存在细小的裂纹,应立即报废并更换新吊钩(图4)。

图4
4 结语
为了减少起重机械中的安全隐患,尽可能避免事故的发生,除了选用符合GB/T10051-2010该标准要求的吊钩外,还应从平时的定期检查这一环节入手,及时发现吊钩存在的安全隐患并排除。对磨损量超标的吊钩,不应用补焊的方法进行修复,应重新更换,以此确保起重机械安全运行。
[1]杨可桢,程光蕴,李仲生. 机械设计基础(第五版)[M].
[2]邓文英,郭晓鹏. 金属工艺学[M]. 高等教育出版社,2000:101~109.
[3]刘品,徐晓希. 机械精度设计与检测基础[M]. 哈尔滨工业大学出版社,52.

表1 磁粉检测报告
TH21
A
1671-0711(2016)12(上)-0130-02
猜你喜欢
华人时刊(2023年11期)2023-07-29 06:27:38
山西冶金(2020年3期)2020-07-15 04:15:04
中国材料进展(2019年10期)2019-12-07 05:33:14
电子制作(2018年18期)2018-11-14 01:48:22
制造技术与机床(2017年8期)2017-11-27 02:10:18
材料科学与工程学报(2016年1期)2017-01-15 13:34:11
焊接(2015年11期)2015-07-18 11:12:46
铸造设备与工艺(2015年3期)2015-07-11 04:02:54
中国机械(2014年15期)2014-04-29 00:09:45
机械制造文摘(焊接分册)(2014年4期)2014-03-20 13:57:40