滚压包边成形缺陷的研究
2016-03-02 06:33:18王丽娟
现代制造技术与装备 2016年7期
王丽娟
(西南交通大学希望学院,成都 610400)
滚压包边成形缺陷的研究
王丽娟
(西南交通大学希望学院,成都 610400)
本文简述滚压包边成形质量缺陷中外板产生波浪起伏的原因,随后通过改变TCP-RTP距离、滚边次数以及外板翻边后有无发生回弹现象等工艺参数,对机器人滚压包边过程进行数值模拟,并分析这些参数对滚边过程中产生的波浪起伏现象的影响。
波浪起伏 机器人 滚压包边 数值模拟
1 滚压包边成形工艺及成形缺陷
包边工艺是一种将汽车覆盖件的四门两盖外板翻边后与相应的内板扣合连接的装配工艺。而机器人滚压包边成形技术,是在内外板扣合操作过程中引入工业机器人,通过安装在机器人手臂上的辊子进行滚压包边的成形工艺[1]。滚边系统主要包括机器人及其控制系统、装夹门盖板的滚边夹具系统以及进行滚压扣合的滚轮系统。
机器人滚压包边成形过程与传统的包边形式相同,即翻边、预滚边、终滚边。机器人预滚边由于门盖板的材料、结构及生产节拍的不同,可以根据实际情况进行一次或多次滚边。在滚边过程中容易产生轮廓边缘的卷入与卷出,包边外板件面内的翘曲,包边轮廓附近的卷曲,扣合部分外板产生回弹以及波浪起伏现象等成形缺陷。其中,波浪起伏可能发生在预包边和终包边过后。若预包边后波浪起伏较大,那么终包边过程中滚轮的压力就需要足够大。否则,将影响内外板之间的扣紧力。
2 有限元模拟分析
2.1 外板产生波浪起伏的原因
此次滚压包边过程采用有限元分析软件ansys/ls-dyna进行数值模拟,材料选用深冲钢板AKDQ。为了简化分析过程,定义下列工艺参数和几何参数:翻边高度h=7mm;滚轮直径d=50mm;内外板厚度相同,t1=t2=0.7mm;内板与外板翻边处的距离C=2mm等。
图1是在对机器人滚压包边进行数值模拟后外板产生的波浪起伏现象。从图1(a)可以看出,滚轮滚过第2部分后,第3部分与第1部分相比较,其变形程度不是很明显,但是外板却产生明显的波浪起伏现象。原因是:当滚轮接触第3部分时,此处单元产生拉伸变形(应力对应如图1(b)A部分所示),板料纤维被拉长。当滚轮继续滚边到达第2部分接触时,此处单元的受力情况和前者相同,导致此部分板材同样被拉长,使得第3部分和第2部分的板材纤维伸长处同失稳现象一样,相互挤压(应力对应图如图1(b)B部分所示)而产生波浪起伏现象。此外,图1(b)中的C和D部分也都是由此原因产生的压应力现象。
2.2 计算结果及分析
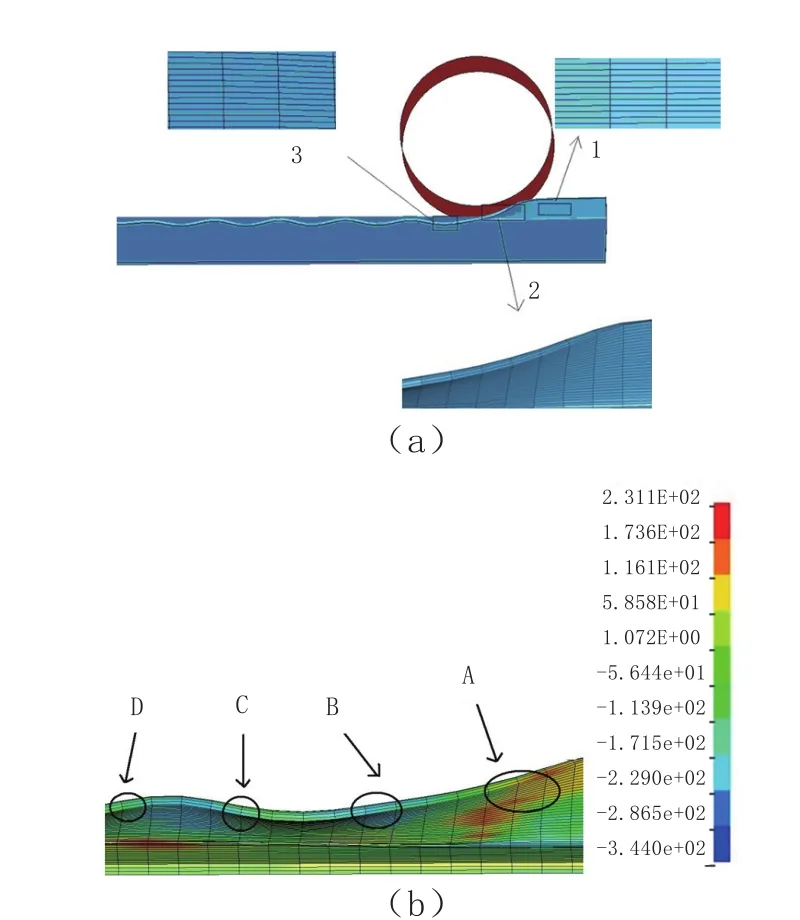
图1 滚压包边外板产生波浪起伏现象
图2和图3都是对机器人滚压包边过程进行数值模拟后,各滚边参数对波浪起伏的影响。其中,图2的45°预滚边部分的曲线从上到下分别是TCP-RTP距离为0.5,0.7,0.9,1.1,1.5对波浪起伏的影响,而60°预滚边部分从上到下则分别是TCP-RTP距离为0.5,0.7,1.5的波浪起伏曲线。

图2 60°和45°预滚边对波浪起伏现象的影响
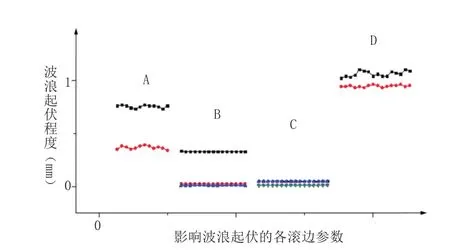
图3 各滚边参数对波浪起伏现象的影响
从图2可以看出,当进行45°预滚边时,随着TCPRTP距离的增大,波浪起伏趋于平缓。也就是说,TCP-RTP距离越小,外板产生的波浪起伏越厉害,且产生波浪起伏的变化幅度较大。随着TCP-RTP距离增大,这种幅度的变化逐渐减小。当TCP-RTP距离为1.1和1.5时,波浪起伏几乎为零,且变化幅度非常小,此时外板表现较为光滑,对终滚边内外板的扣合力需求较小。而TCP-RTP距离对60°预滚边产生波浪起伏现象影响较小。从图2中可以看出,不管TCP-RTP距离为0.5,0.7或1.5,其波浪起伏曲线几乎为零且平滑度较好。所以,TCP-RTP距离对不同的预滚边角度有着不同的影响,对45°预滚边影响较大。因此,要求在进行45°预滚边时,选取合适的TCP-RTP距离,使波浪起伏现象最小化。从图2中可以看出,就TCP-RTP距离而言,选择60°预滚边要比45°预滚边得到更好的成形质量。
图3是各滚边参数对波浪起伏的影响,其中A、B部分分别是TCP-RTP距离为0.7的两道次和三道次预滚边与终滚边对波浪起伏的影响,而C部分是TCP-RTP距离为1.1时,外板翻边后发生回弹、没有发生回弹的预滚边与终滚边曲线,D部分是TCP-RTP距离为0.5时,外板与滚轮有无摩擦力对波浪起伏的影响。
从图3可以看出,两道次滚边比三道次滚边更容易产生波浪起伏,且三道次滚边的第二次预滚边后,波浪起伏趋于平缓,而两道次滚边不仅预滚边后波浪起伏变化较大,连终滚边以后,波浪起伏也较明显。所以,在条件允许的情况下,最好选用三道次滚边来减小波浪起伏的大小。从C部分可以看出,不管外板翻边后有无反生回弹,不论是预滚边还是终滚边对波浪起伏的影响都较小。需要说明的是,C部分有四条曲线,只是外板发生回弹和没有回弹后的预滚边和终滚边曲线几乎相重合,所以显示两条曲线。而从D部分可以看出,摩擦对波浪起伏的产生是有影响的,只是其影响与外板翻边回弹相比较大。
3 结束语
由于滚边过程中产生成形质量缺陷的复杂性和难以控制性,所以选择有限元软件来对滚边过程进行数值模拟分析。实际生产中,可把得到的结果作为现场调试遇到相关问题的参考数据。从以上分析可以得出:选择稍大的TCPRTP距离进行三道次滚边,可以得到较好的滚边质量。
[1]高恒勇.汽车开启件机器人滚边缺陷分析与调整[J].汽车与配件,2013,(2):38-40.
Study on Roller Hemming Forming Defects
WANG Lijuan
(Southwest Jiao Tong University, hope college, Chengdu 610400)
In this paper roller hemming forming quality defects and plate causes of undulating, followed by changing the distance TCP-RTP, piping times of and outer plate flanging has no rebound phenomenon and process parameters, the numerical simulation of robot roller hemming process, and to analyze the effects of these parameters on the piping in the process of produce of undulating phenomenon.
waves, robot roller hemming, numerical simulati on
猜你喜欢
汽车工艺师(2021年7期)2021-07-30 08:03:28
模具制造(2019年10期)2020-01-06 09:13:02
模具制造(2019年10期)2020-01-06 09:13:00
时代汽车(2019年12期)2019-09-13 07:50:06
冰雪运动(2019年2期)2019-09-02 01:41:22
模具制造(2019年4期)2019-06-24 03:36:42
阅读(中年级)(2016年11期)2017-01-23 12:12:29
装备制造技术(2016年12期)2016-02-23 10:34:00
现代制造技术与装备(2015年4期)2015-12-23 10:20:22
现代制造技术与装备(2015年4期)2015-12-23 10:20:20