浅析螺纹锁固剂的应用
2016-02-23 10:34李勉尹东海陆凯雷
装备制造技术 2016年12期
李勉,尹东海,陆凯雷
(常州博瑞电力自动化设备有限公司,江苏常州213025)
浅析螺纹锁固剂的应用
李勉,尹东海,陆凯雷
(常州博瑞电力自动化设备有限公司,江苏常州213025)
螺纹锁固剂因其可靠的防松紧固螺栓的方式和低成本的价格优势,在各行各业中得到广泛的应用。主要介绍了螺纹锁固剂的工作原理、特点以及应用,重点讲述螺纹锁固剂的特点和应用,并对螺纹锁固剂行业前景的展望。
螺纹锁固剂;厌氧;特点;应用;使用;发展
螺纹锁固剂又称厌氧胶,是利用氧对自由基阻聚原理制成的单组分密封粘合剂,既可用于粘结又可用于密封。在使用时,螺纹锁固剂完全填补连接螺纹界面之间微小的间隙,隔绝空气以便厌氧锁固剂接触到金属并聚合成坚硬的固体,从而起到锁固连接螺栓的作用。
1956年美国的Vernon Krieble教授展示了他研发的粘合剂Loctite(乐泰),液体螺纹胶。Krieble教授承诺这种粘合剂能解决机械装置常遇到的螺母和螺栓松动的问题。他与Paul G.Haviland合作,在美国康涅狄格州哈特福德成立了American Sealants公司。1963年公司更名为乐泰公司,并在1997年被汉高完全收购。如今国外螺纹胶的配方不断推陈出新,日臻完善,受到机械行业的青睐。1993年,汉高工业粘合剂/密封剂进入中国,在天津和上海等地建厂。1994年,汉高民用粘合剂进入中国,在汕头等地建厂。为加快在中国和亚太地区的发展,汉高在2007年建成汉高亚太及中国研发中心,也开启了中国本土螺纹锁固剂工业的发展,国内螺纹锁固剂行业正在起步阶段,但产品尚未广泛应用于工业。1990年代美国制定了单组份厌氧胶的标准(ASTM 5363-97),规范了厌氧胶的制造和作用。中国也有了化工行业标准(HG/T 3737-2004)[1]。
本文主要推广制造企业对螺纹锁固剂的认知度,并提供螺纹锁固剂可行性方案。
1螺纹锁固剂的特点
(1)品种繁多
螺纹锁固剂的种类较多,供选择的黏度范围广可满足不同强度要求的场合。
(2)使用方便
可在需要使用的场合直接打开使用,而不需要专业的称量、混合、配胶等过程。而且其拥有室温固化、固化速度快、收缩率小等特性,使其使用起来更加方便。
(3)功能较多
螺纹锁固剂拥有较多的优异性能,如:强度高、密封性好、耐热、耐压、耐低温、耐冲击、减震、防腐等。
(4)污染较低
不需要溶剂混合、毒性较低、危害较小且在使用过程中外溢胶液不会固化易于清理。
(5)用途较广
螺纹锁固剂用途范围,包含锁紧、密封、固持、堵漏等方面。
(6)方便存储
存储稳定,胶液通常保质期在三年以上。
(7)受环境影响较大
固化效果及时间受到工作的间隙、空气等因素的影响较大。
(9)使用范围小
不适用于塑料基材等大部分非金属材料。
(10)现场涂装
需要施工现场涂装,费时且不能批量操作。
(11)拆卸困难
在需要拆卸时,通常需要局部加热后才可完成拆卸。
2螺纹锁固剂的性能介绍
螺纹锁固剂的性能介绍见表1(以乐泰产品为例)
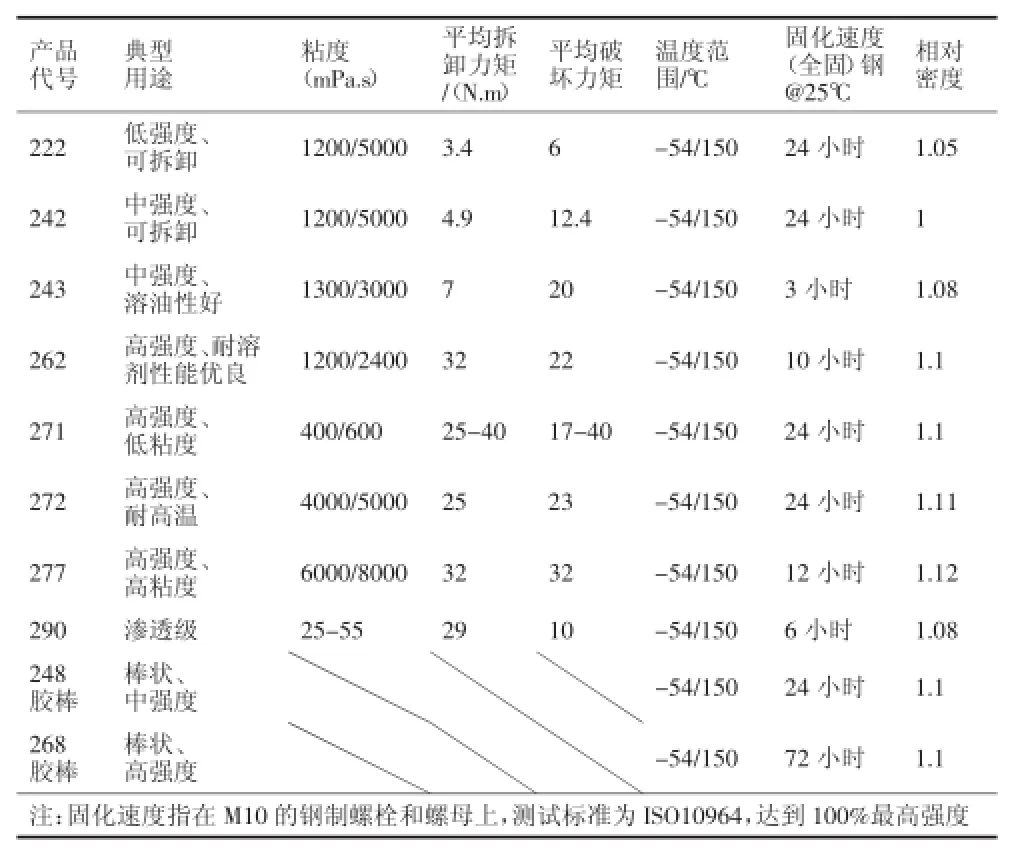
表1 乐泰螺纹锁固剂性能参数表
3螺纹锁固剂应用
因其独特的厌氧固化特性,已被广泛应用于锁紧、密封、固持、粘结、堵漏等方面,现已成为机械行业中重要的辅助材料。螺纹锁固剂在航天航空、军工、汽车、机械、电子、电气等行业有着广泛的应用。按其使用目的可分为以下几方面。
3.1 锁紧防松
大型机械压力机在重载、振动情况下因螺纹联接松动而使设备停机的故障最常见[2]。而使用螺纹锁固剂很容易达到想要的效果且成本较低。将螺钉涂上螺纹锁固剂后进行装配,螺纹锁固剂在螺纹间隙中固化后形成高强度的韧性塑胶膜,使螺钉锁紧不会松动。
3.2 密封泄露
任何平面都不可能完全紧密接触,传统方法是用橡胶、石棉、金属等垫片来起到防漏密封的作用,但因老化或腐蚀很快就会失去功效。而以螺纹锁固剂作为垫片,其在固化后可实现紧密接触,使密封性更佳。螺纹锁固剂用于螺纹管接头和螺纹插塞的密封、法兰盘配合面的密封、机械箱体结合面的密封等都具有良好的防漏效果。
3.3 固持定位
轴承与轴、皮带轮与轴、齿轮与轴、轴承与座孔、衬套与孔等孔轴组合配件,以前无一例外的采用热套、冷压等尺寸过盈方法装配再辅以键和销子等。这种固定方法对零件的加工精度要求严格,而且因热膨胀系数的不同容易产生磨损和腐蚀最终导致松动。使用螺纹锁固剂填满配合间隙,固化后牢固耐久,稳定可靠。这种方法使对零件加工精度要求降低、装配操作简便、生产效率高、节省能耗和加工费用。
3.4 填充堵漏
对于有微孔的铸件、压铸件、粉末冶金件和焊接件等,可将低黏度的螺纹锁固剂涂在有缺陷处,使胶液渗入微孔内,在室温隔绝氧气的情况下就能完成固化从而起到密封效果。如果采用真空浸渗,则成功率更高,现已成为铸造行业的新技术。还可用于针对有漏洞、漏缝的低压罐或贮液罐的修复(当贮液罐的内贮液体为可燃性液体、腐蚀性液体等应咨询螺纹锁固剂厂家是否可行)。
3.5 螺纹修复
针对个别设备中破损的螺纹且无法更换的条件下可以采用螺纹锁固剂配合涂装脱模剂的相应规格螺栓来修补螺纹。
4使用规范
4.1 表面处理
涂覆螺纹锁固剂的零件表面应清洁,无油脂,可用准用清洗剂除去油污及杂质。
涂覆螺纹锁固剂的零件表面应无毛刺以及磕碰和划伤痕迹。
4.2 涂覆工艺
4.2.1 螺纹紧固件的涂覆
在螺纹紧固件的外螺纹上涂覆螺纹锁固剂,螺纹的开始2~3个螺距处不应涂覆胶液,然后拧入内螺纹[3]。见图1.

图1 螺纹紧固
4.2.2 平面密封的涂覆
在两结合面的任一平面上涂覆密封胶条,将待密封部位形成一个闭合的胶圈,涂胶后立即合拢装配,装配时应准确并除去被挤出多余的胶。见图2.

图2 平面密封
4.2.3 轴与孔类零件的涂覆
依据制造商的使用说明,在轴的配合面上涂覆一圈或几圈轴孔固持剂,然后装入孔内,装入时应慢慢地转动,以便在整个配合长度上都能充满胶液。见图3.

图3 轴与轴承固持
4.2.4 管路螺纹的涂覆
在管路螺纹的外螺纹上涂覆管路螺纹密封剂,螺纹的开始2~3个螺距不要涂覆胶液,以免进到管口里,然后拧紧。必要时,应在20min内进行调整。见图4.
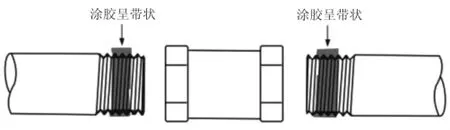
图4 管路螺纹紧固、密封
4.2.5 低压罐、贮液罐的修补
首先使用砂布打磨修补区,打磨后清洗干净。准备一块比修补孔(缝)略大的金属薄片。
在打磨区内涂上一层薄薄的胶层紧接着将金属薄片贴在胶层上将孔(缝)盖住,再涂上一层胶,盖住金属片和之前的胶层。待固化后按需做喷漆等表面处理。见图5.
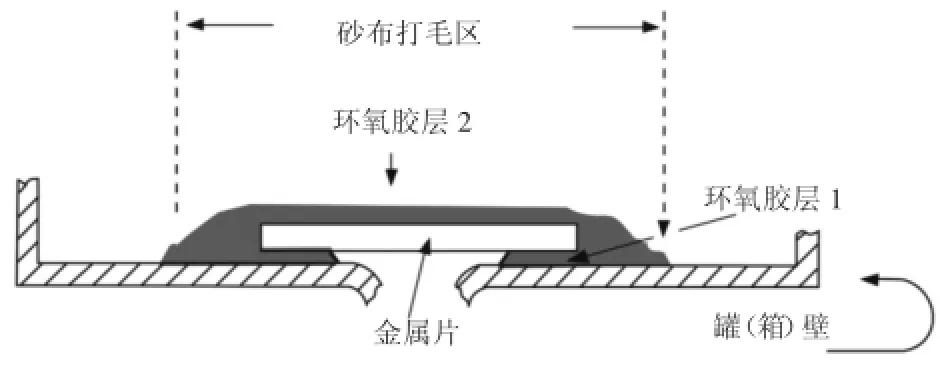
图5 低压罐、贮液罐的修补
4.2.6 破损螺纹修复
首先在螺纹槽中滴入1/2槽空间的胶液,并将选好的相应规格的螺栓拧进滴了胶液的螺纹槽中。见图6.

图6 破损螺纹修复
4.2.7 注意事项
使用时应保持通风,并避免与螺纹锁固剂的直接接触以免对眼睛和皮肤造成刺激性伤害。
5结束语
螺纹锁固剂在各行各业中的应用越来越广泛,市场的需求也在逐年增加,一方面随着机械制造追求更高的质量,传统的锁固技术不断改进,正是螺纹锁固胶这种新型锁固技术发展的时机;另一方面机械制造行业面临着更加激烈的竞争环境降低材料成本是每个企业都将面临的一大难题,而低成本的螺纹锁固剂正符合低成本的要求将不断为机械制造企业所接受并推广应用。
[1]孟轲,薛建,刘海亮,等.厌氧型螺纹锁固胶在机械装配工艺中的应用[J].机械工程师,2013(8):221.
[2]赵昕颢,郑云波,周英.乐泰密封粘接技术的应用[J].机械工人(冷加工),2003(1):40.
[3]黄海江,李志梅,郑惠英,等.JB/T 7311-2008工程机械厌氧胶、硅橡胶及预涂干膜胶应用技术规范[S].中华人民共和国国家发展和改革委员会,2008.
Analysis on the App lication of Screw Locking Agent
LIMian,YIN Dong-hai,LU Kai-lei
(Changzhou Borui Electric Power Automation Equipment Co.,Ltd.,Changzhou Jiangsu 213025,China)
Threadlocker are widely used in various industries,because of its advantage of the reliable method of fastening bolt and the low cost.In this paper it’s working principles,characteristics and applications were described,and the paper focuses on the characteristics and application of threadlocker.Finally this paper prospects the future development in the industry of threadlocker.
threadlocker;anaerobic;characteristic;application
TQ437.4
B
1672-545X(2016)12-0132-03
2016-09-21
李勉(1987-),男,江苏常州人,本科,设计工程师,主要从事机柜结构设计工作。
猜你喜欢
油田化学(2021年4期)2022-01-10
档案天地(2021年8期)2021-09-23
天津科技大学学报(2021年1期)2021-02-25
雷达学报(2018年1期)2018-04-04
制造技术与机床(2017年3期)2017-06-23
制造技术与机床(2017年3期)2017-06-23
中南大学学报(自然科学版)(2016年2期)2017-01-19
中国塑料(2015年9期)2015-10-14
凿岩机械气动工具(2014年4期)2014-03-01
表面工程与再制造(2014年2期)2014-02-27