
基于挤出固化的建筑3D打印装置设计及验证
2016-02-22 00:54覃亚伟骆汉宾车海潮
土木工程与管理学报 2016年1期
覃亚伟, 骆汉宾, 车海潮, 徐 捷
(华中科技大学 a.湖北省数字建造与安全工程技术研究中心; b.土木工程与力学学院, 湖北 武汉 430074)
基于挤出固化的建筑3D打印装置设计及验证
覃亚伟,骆汉宾,车海潮,徐捷
(华中科技大学a.湖北省数字建造与安全工程技术研究中心; b.土木工程与力学学院, 湖北武汉430074)
摘要:建筑3D打印技术是一种全新的自动化建造技术,在大尺寸建筑结构的自动建造中应用潜力巨大,而国内外关于建筑3D打印技术的研究尚处于起步阶段。本文针对建筑3D打印工艺中的挤出固化打印技术,集成数控技术、机械技术、计算机技术等设计研制了一套建筑3D打印装置,该打印装置由控制系统、XYZ运动系统、挤出系统、数据处理系统等模块组成,并且给出了各系统模块的具体技术参数。最后通过一个基于挤出固化的建筑3D打印实验,验证了本文中设计的基于挤出固化建筑3D打印装置的合理性,并对实验装置、实验材料以及实验验证的全部过程进行了系统分析。实验分析结果表明该建筑3D打印装置具备良好的集成控制功能,可以完成建筑信息模型的实体化建造。
关键词:建筑3D打印;挤出固化;装置设计;实验验证
目前,建筑行业的自动化水平与其他行业相比尚显落后,随着世界特别是发达国家工程建造建设概念的转变,实现快速、高效的自动化建造已成为世界建筑行业的发展趋势。
上世纪末以来,美国和日本在不同程度上将自动化技术应用于建筑领域以解决诸如生产效率,质量,安全,成本和熟练劳动力短缺等问题[1]。然而,由于机器人系统不能实时检测和运行,独立解决问题,导致单任务的机器人被限制到一个很小的建筑面积。此外,大多数的自动化系统需要许多的预制件,这意味着额外的库存成本,运输工具和机械设备。因此,使用传统的自动化技术建立一个完全成熟的、可以解决建筑业的问题的自动化系统将是相当昂贵的[2, 3]。
现在,有一种分层制造技术(3D打印技术),在大尺寸建筑结构的自动建造中具有广阔的应用前景。该方法采用了整体建筑共同成型方式,改变了传统的梁板柱的建筑形式。在国外,美国、英国等发达国家从建造工艺、3D打印数据处理、建筑材料等方面对3D打印在建筑建造中的应用进行了深入、系统的研究与探索,比较有代表性的有美国南加州大学、英国拉夫堡大学以及英国Monlite公司等。而国内关于建筑3D打印的研究还集中于少数学者对国外已有成果的综述上,因此本文对建筑3D打印技术进行深入研究,设计了一套基于挤出固化的建筑3D打印装置,并进行了打印输出实验。
1建筑3D打印基本原理及工艺类型
1.1基本原理
3D打印技术,又叫增材制造,美国的3D打印技术委员会对3D打印的定义如下:3D打印是一种与传统的材料加工方法截然相反,基于三维CAD模型数据,通过增加材料逐层制造的方式,直接制造与相应数学模型完全一致的三维物理实体模型的制造方法[4]。其打印原理如图1所示。

图1 3D打印技术基本原理
建筑3D打印就是利用3D打印层层堆积的基本原理,采用工业机器人逐层重复铺设材料层构建自由形式的建筑结构的新兴技术。建筑3D打印机的构成和传统打印机基本一样,一般都包括控制组件、机械组件、打印头、耗材和介质等。建筑3D打印机根据电脑上设计的完整的三维模型数据,通过一个运行程序将材料分层打印输出并逐层叠加,最终将三维数字模型变为建筑实物。
1.2工艺类型
根据以上基本原理,国内外学者对3D打印技术在建筑建造中的应用进行了广泛的探索和研究,由此衍生出了多种具体的建筑3D打印技术。笔者根据成型方式将目前已有的建筑3D打印技术划分为挤出固化打印(Extrusion Printing)和选择性粘结打印(Selective Solidification Printing)两种工艺类型。
挤出固化打印是指用喷嘴挤出胶状材料,然后层层堆积至所需高度的一种打印工艺。其工艺流程如图2所示。

图2 挤出固化打印工艺流程
选择性粘结打印是指用粘接剂逐层选择性粘结固化粉末状材料,以打印建筑实体的过程。其工艺流程如图3所示。
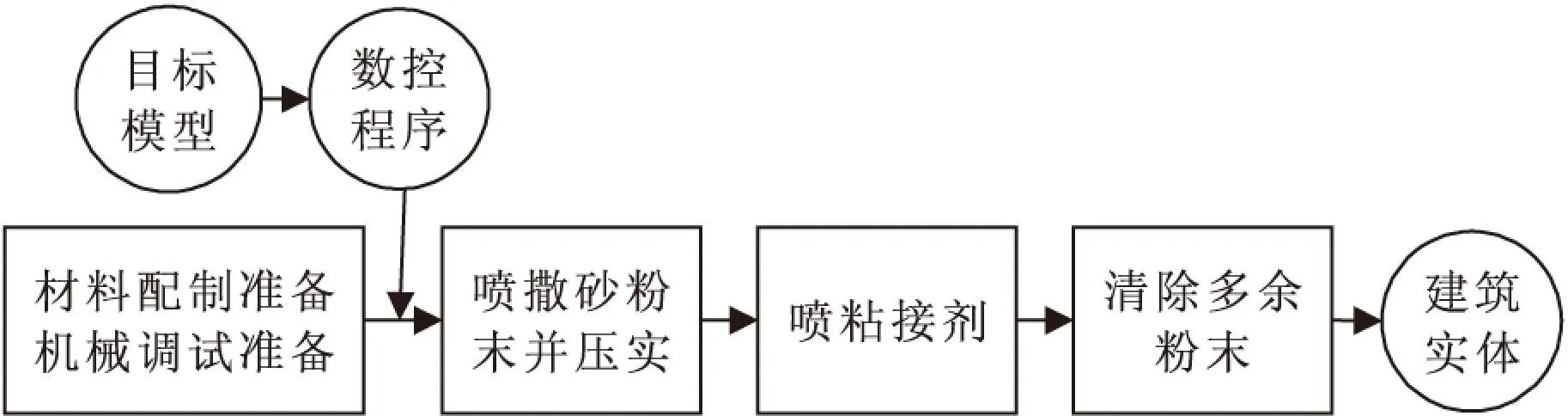
图3 选择性粘结打印工艺流程
挤出固化打印和选择性粘结打印的典型代表分别为轮廓工艺(Contour Crafting)[5, 6]、混凝土打印(Concrete Printing)[7~9]和D-shape打印[10]。各种技术的特点及使用对象见表1。
两种工艺相比,各有优缺点,选择性粘结打印是真正意义上的3D打印,适合打印异形建筑,但需要较多的材料作为辅助;而挤出固化打印比较符合现有的建筑模式,类似于传统的现浇混凝土结构施工。因此,本文将在下一节针对挤出固化打印技术,设计一套基于挤出固化的建筑3D打印装置。

表1 建筑3D打印技术工艺类型
2基于挤出固化的3D打印装置设计
2.1总体设计
基于挤出固化3D打印基本原理,将自动化数控机床与建筑机械结合,本文提出了基于挤出固化的建筑3D打印装置由四个部分组成:控制系统、XYZ运动系统、挤出系统和数据处理系统。控制系统用于实现各装置的自动控制和顺序运动,提高加工效率。XYZ运动系统用于接收控制系统的指令,做出各种直线、曲线等复杂的运动。挤出系统包括螺杆泵、电动喷嘴以及将喷嘴和螺杆泵连接起来的导管,用于挤出砂浆拌合物。数据处理系统用于将STL文件(3D打印快速成型中常用的一种文件格式)进行切片分层处理、路径规划,然后转化为控制系统识别的代码。基于挤出固化的建筑3D打印装置构成如图4所示。
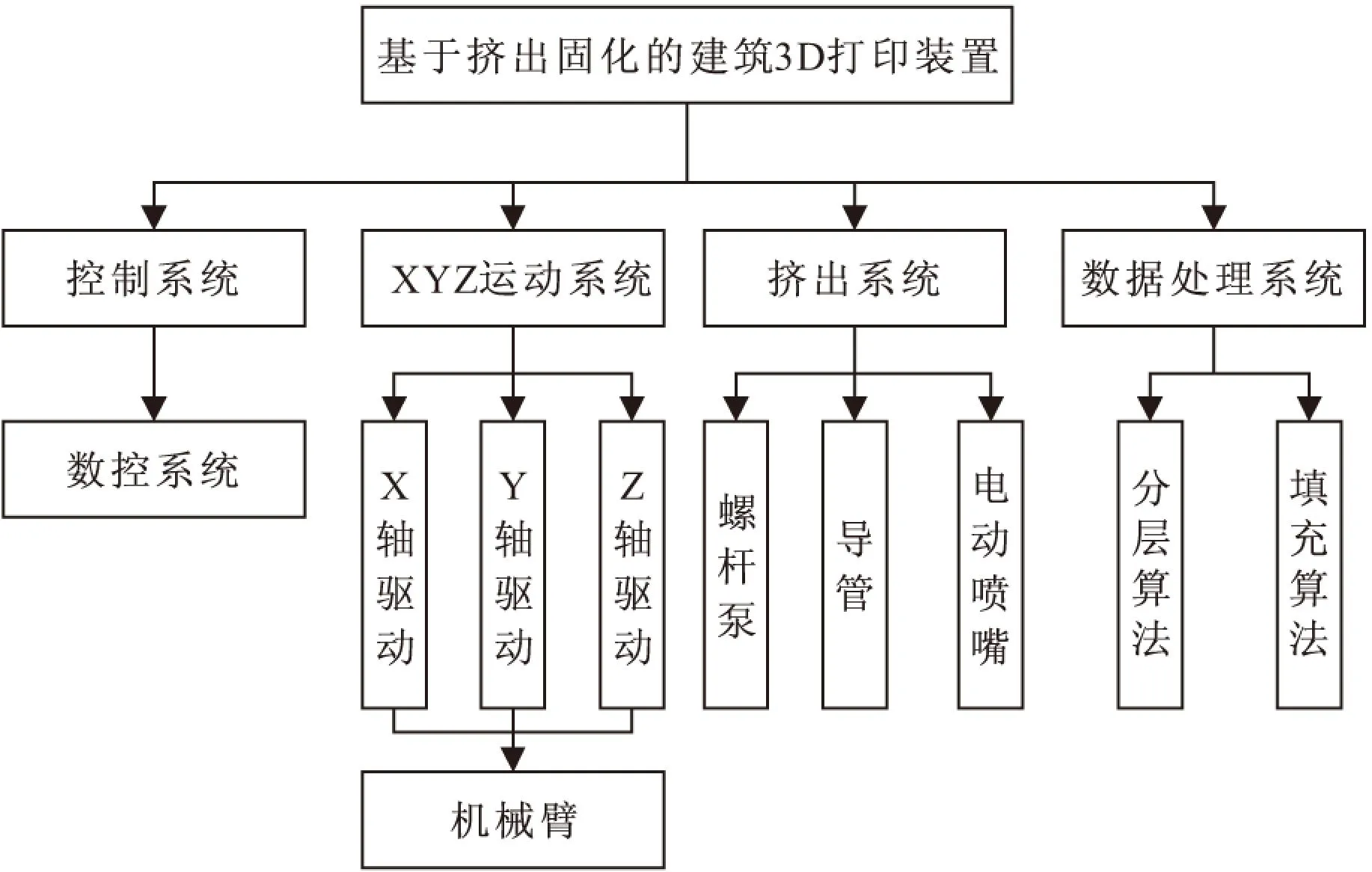
图4 建筑3D打印装置组成模块
2.2控制系统
控制系统是本装置的核心,采用可集成控制一台或多台机械装置的数控系统,基于挤出固化的建筑3D打印装置的数控系统应具备以下基本功能:
(1)微处理器:微处理器是数控系统的大脑,其性能将对数控系统的性能产生直接影响,因此,数控系统应具备性能强大的微处理器。同时,微处理器还应具备管理人机交互界面的功能。
(2)外部输入功能:数控系统应具备接收外部数据的功能,具备相应的数据接口,如串口通信、USB通信等。
(3)G代码解释功能:数控系统应能够识别G代码(数控领域常用的一种数控代码),并能够直接将G代码解释为运动控制识别的控制流。
(4)轴联动功能:数控系统应能够控制机床实现XYZ三轴匀速运动、位置运动以及回零运动,并能够控制机床实现XYZ三轴直线插补及任意两轴的圆弧插补运动。
(5)机械信号的处理:数控系统应能对停止信号、限位信号、原点信号等机械信号进行有效处理,还应该对一些异常信号如报警信号、急停信号等进行有效处理。
(6)人机交互界面:数控系统应具备良好的人机交互界面,以便于用户通过人机交互界面对数控系统各个功能模块进行操作。
按照以上功能需求,本文选择了广州数控GSK980MDc钻铣床CNC作为本装置的数控系统,该数控系统采用了32位高性能CPU和超大规模可编程器件FPGA,运用实时多任务控制技术和硬件插补技术,可实现um级精度控制和PLC逻辑控制。
2.3XYZ运动系统
XYZ 运动是建筑3D打印装置进行三维建筑打印的基本条件。用于基于挤出固化的建筑3D打印XYZ运动系统应该满足以下基本功能:
(1)X、Y轴组成平面扫描运动,Z轴机械臂由伺服驱动电机驱动做垂直于XY平面的运动。
(2)XYZ运动系统的结构部件应该简单轻便、易于安拆,具备良好的工地适应性。
(3)XYZ运动系统的结构部件应具备较高的强度、刚度,以满足结构自身的负载及其他工作需要,同时应该具备较高的精度以满足精准建造的要求。
基于以上功能需求,本文设计了图5所示的XYZ运行系统,包括设备结构件、运动轨道、运动滑块、传动元件、驱动电机等。其具体的工作方法是:Z轴安装3D打印喷头,采用垂直向下的工作方式,喷头在水平移动时始终保持垂直于被打印建筑。

图5 XYZ运动系统整体设计
1)设备结构件:设备结构件由优质钢板和型材通过焊接或螺栓连接而成,包括四根立柱、一个横梁、一个Z轴机械臂、侧边斜撑以及由四根方形钢管焊接而成的方形框架组成。在便于安装和拆卸的同时,最大限度地保证了设备的稳定性。
2)运动轨道:三轴共六条1.2米长高精度直线滚动导轨;1.2米长用于驱动Z轴的精密齿条。
3)运动滑块:线性轴装有润滑系统,能持续提供自润滑和除尘刮屑系统。
4)传动元件:X、Y轴采用高精度高强度同步齿形带驱动,同步齿形带具有定位精度高、磨损小等优点,并且可以适用于高速运动,组装容易并具互换性。
5)驱动元件:三轴都采用型号为80SJT的广数伺服电机,高分辨率编码器使传动更加精准;伺服电机通过行星变速器驱动齿轮齿条和同步带轮和同步齿形带,加大各轴的扭矩,能使设备Z轴执行端有更大的负载能力。
按照以上功能需求,本文中XYZ运动系统的其他相关技术参数参照表2。
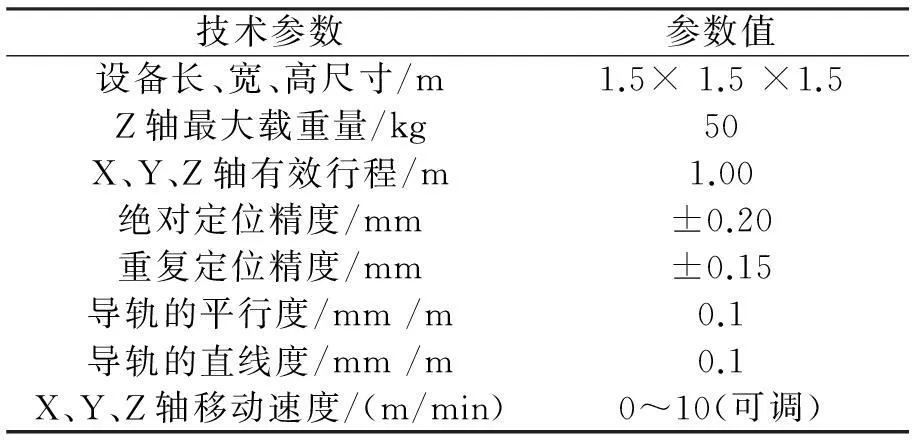
表2 XYZ运动系统技术参数
2.4挤出系统
挤出系统是与成型效果直接相关的一个组成模块,按照基于挤出固化的建筑3D打印基本原理,基于挤出固化的建筑3D打印挤出系统主要实现以下功能:
(1)将拌制好的砂浆拌合物通过导管匀速泵送并从喷头挤出,泵送过程中不出现堵管、漏浆,不形成涡流。
(2)泵送材料的开、关应该能够受数控程序控制,并可以通过人工方式实现泵送速度的调整。
(3)由于挤出系统是挤出水泥砂浆等胶状物,应便于清洗。
按照以上要求,基于挤出固化的建筑3D打印挤出系统应该包括三个部分:泵送装置、导管、电动喷嘴,整体设计如图6所示。
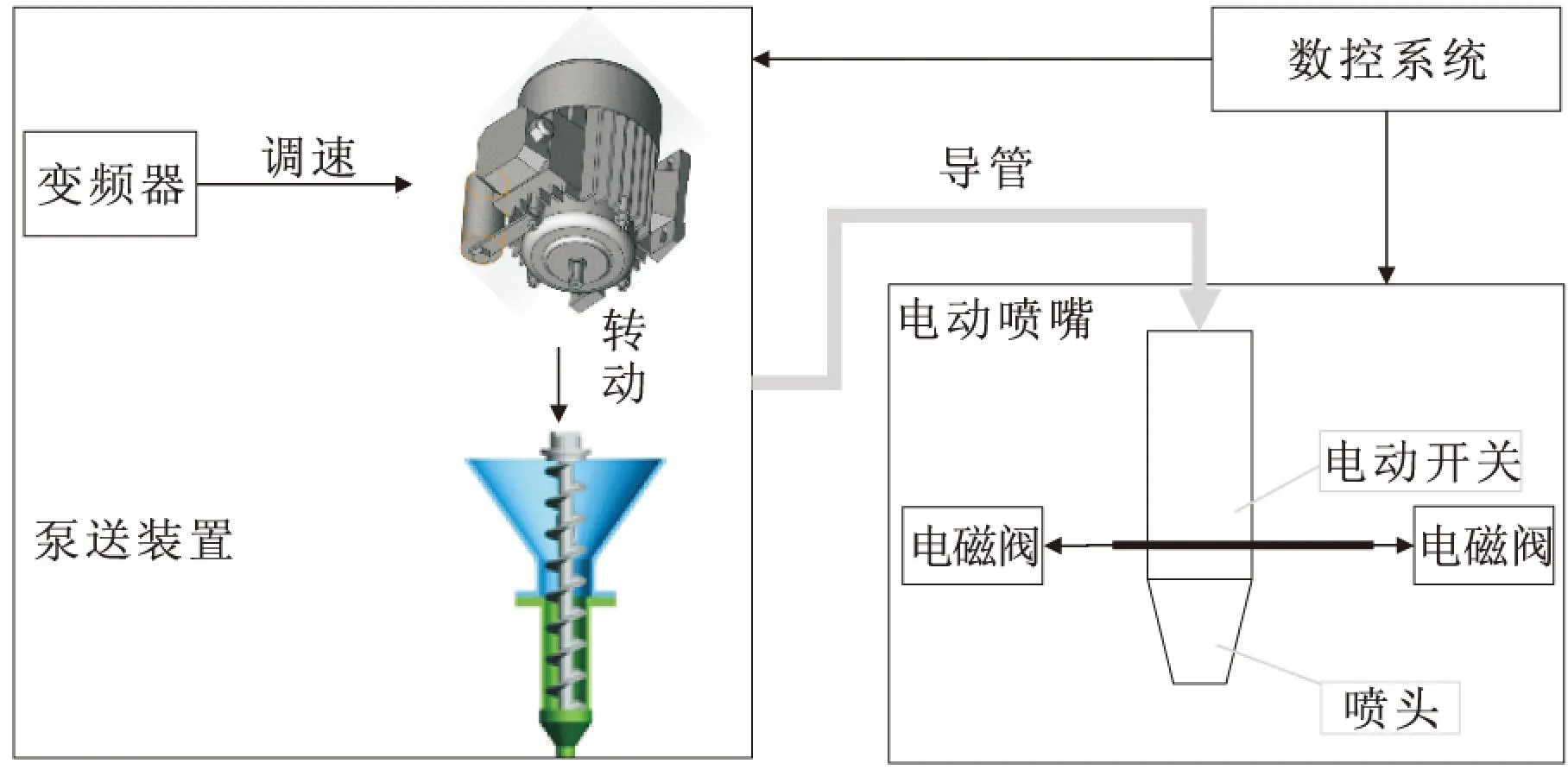
图6 挤出系统整体设计
其中泵送装置采用螺杆泵,螺杆泵是一种容积式转子泵,主要由电机、螺杆、衬套组成,螺杆和衬套之间可以形成密封腔,电机带动螺杆泵转动引起密封腔的变化以吸入和挤出砂浆。螺杆泵最大的特点在于它能够均匀输送介质,对材料的稠度不敏感。因此,螺杆泵可以满足挤出系统对于泵送装置的要求。另外,为使螺杆泵电机转速可调,可以采用变频器与螺杆泵电机相集成,以达到可以人工调整转速的目的。为使螺杆泵的开、关可以由数控程序控制,采用数控系统与螺杆泵驱动电机集成,达到可以自动控制螺杆泵开、关的目的。
电动喷嘴由喷头及电动开关组成。喷头可做成螺纹形式,宜采用不锈钢材料,通过螺丝的形式拧紧在电动开关的钢套管上,方便拆卸。电动开关固定在XYZ运动系统的机械臂上,可以采用电磁阀线圈与带有空洞的铁片做成电磁阀开关,由于要求电动喷嘴和泵送装置同步开关,因此,需要电动喷嘴和泵送装置接受数控系统中统一指令的控制,可设置M03和M05分别控制泵、喷嘴的开和关。电磁阀线圈是一种可以产生电磁力的工业自动化基础元件,其基本原理是通电产生电磁力,断电电磁力消失。本装置中用电磁阀线圈控制喷嘴开关的基本原理如图7所示,给电磁阀线圈1断电,电磁阀线圈2通电,则电磁力将带有圆孔的铁片拉向右侧,使圆孔正对喷嘴,此时喷嘴打开;给电磁阀线圈1通电,电磁阀线圈2断电,则电磁力将带有圆孔的铁片拉向左侧,使铁片挡住喷嘴,此时喷嘴关闭。
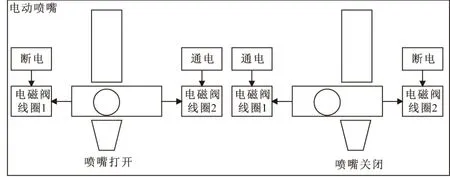
图7 电动喷嘴的基本原理
按照以上要求,本文选定了几种主要设备的型号及技术参数,如表3所示。
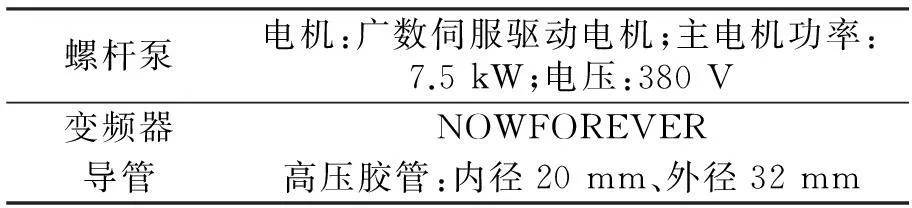
表3 主要设备型号及技术参数
2.5数据处理系统
数据处理系统用于对STL文件进行解析,根据设置的相关参数及系统内置的分层算法、填充算法生成控制机械臂XYZ运动、泵送装置及喷嘴开关的数控程序(G代码)。本文根据建筑3D打印的特点设计开发了适用于建筑3D打印数据处理的数据处理软件如图8所示。本文设计开发的数据处理系统主要实现以下功能:

图8 数据处理软件系统界面
(1)数据处理:根据设置的分层厚度、分层方向、偏置间距、偏置次数、填充间距等参数,系统将STL模型进行分层处理,并进行路径规划,生成控制机械臂XYZ运动、泵送装置及喷嘴开关的数控程序(G代码)。
(2)模型显示:用于显示导入的STL文件三维重构模型,将STL文件导入数据处理系统后,系统STL文件的数据信息将其重构为STL三维模型,如图9所示。
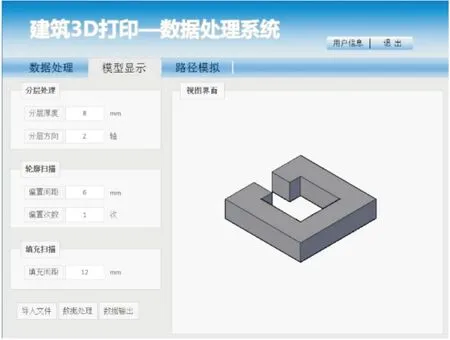
图9 模型显示
(3)路径模拟:可以将STL文件经过数据处理后得到的路径以图形方式显示出来,如图10所示,浅色实线表示轮廓线;深色实线表示扫描路径,此时喷嘴打开;深色虚线表示跳转路径,此时喷嘴关闭。
本系统中模型显示、路径模拟等图形显示功能主要借助于OpenGL,配合 Windows 的 GDI 来实现。数据处理功能由系统内置的分层算法与填充算法来实现,分层算法采用基于三角面片位置信息的分层处理算法[11, 12],用于路径规划的填充算法参照文献[13]。
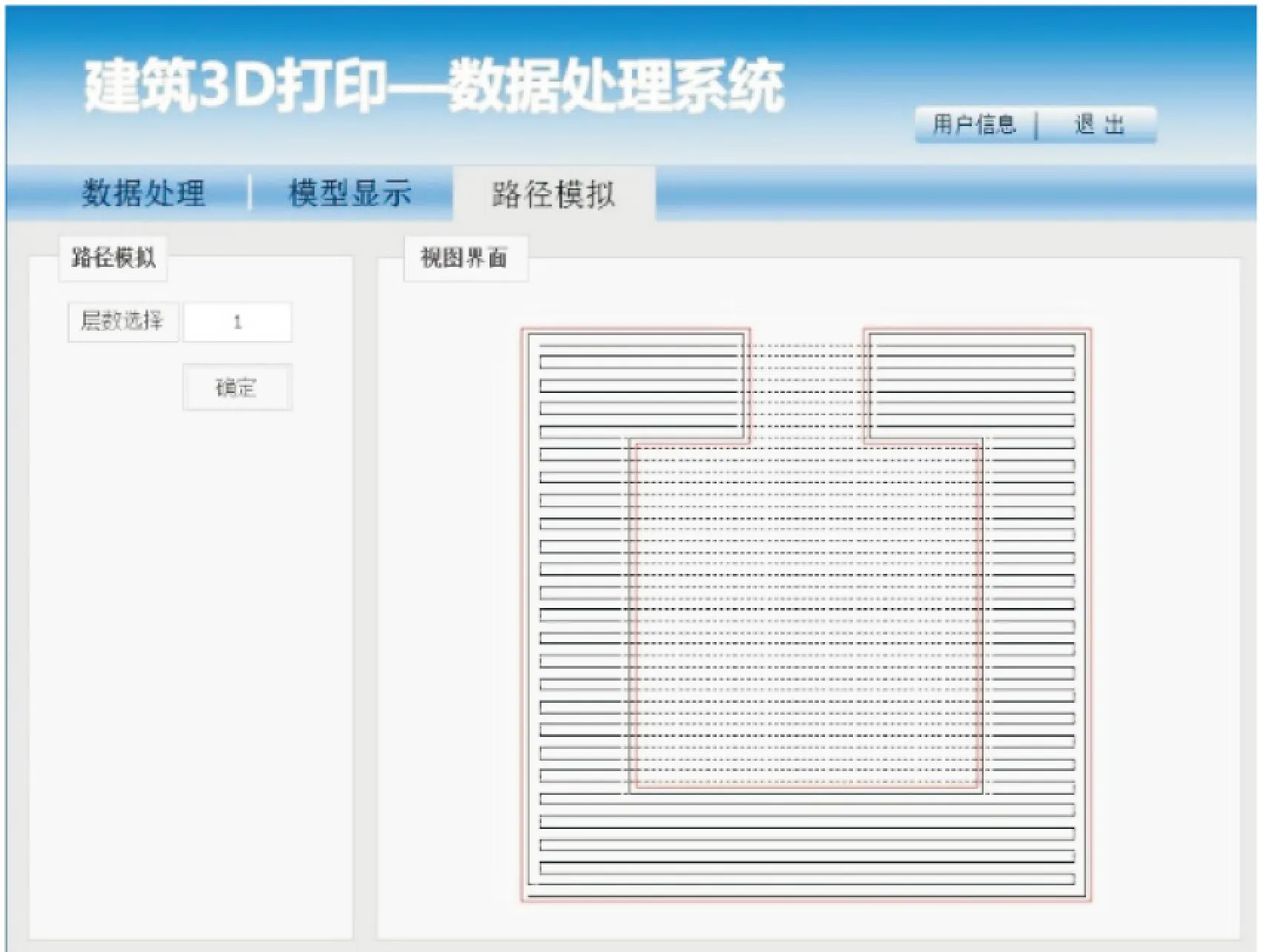
图10 模型显示与路径模拟功能
3基于挤出固化的建筑3D打印实验
3.1实验装置
华中科技大学数字建造与工程安全实验室依据本文中的设计方案研制了一套基于挤出固化的建筑3D打印装置,包括数控系统、XYZ运动系统、挤出系统、数据处理系统等模块,如图11所示。
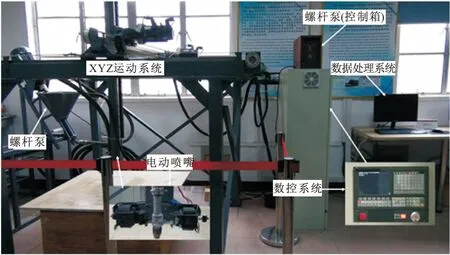
图11 建筑3D打印装置整体实物
基于挤出固化的建筑3D打印系装置的运行流程如图12所示。
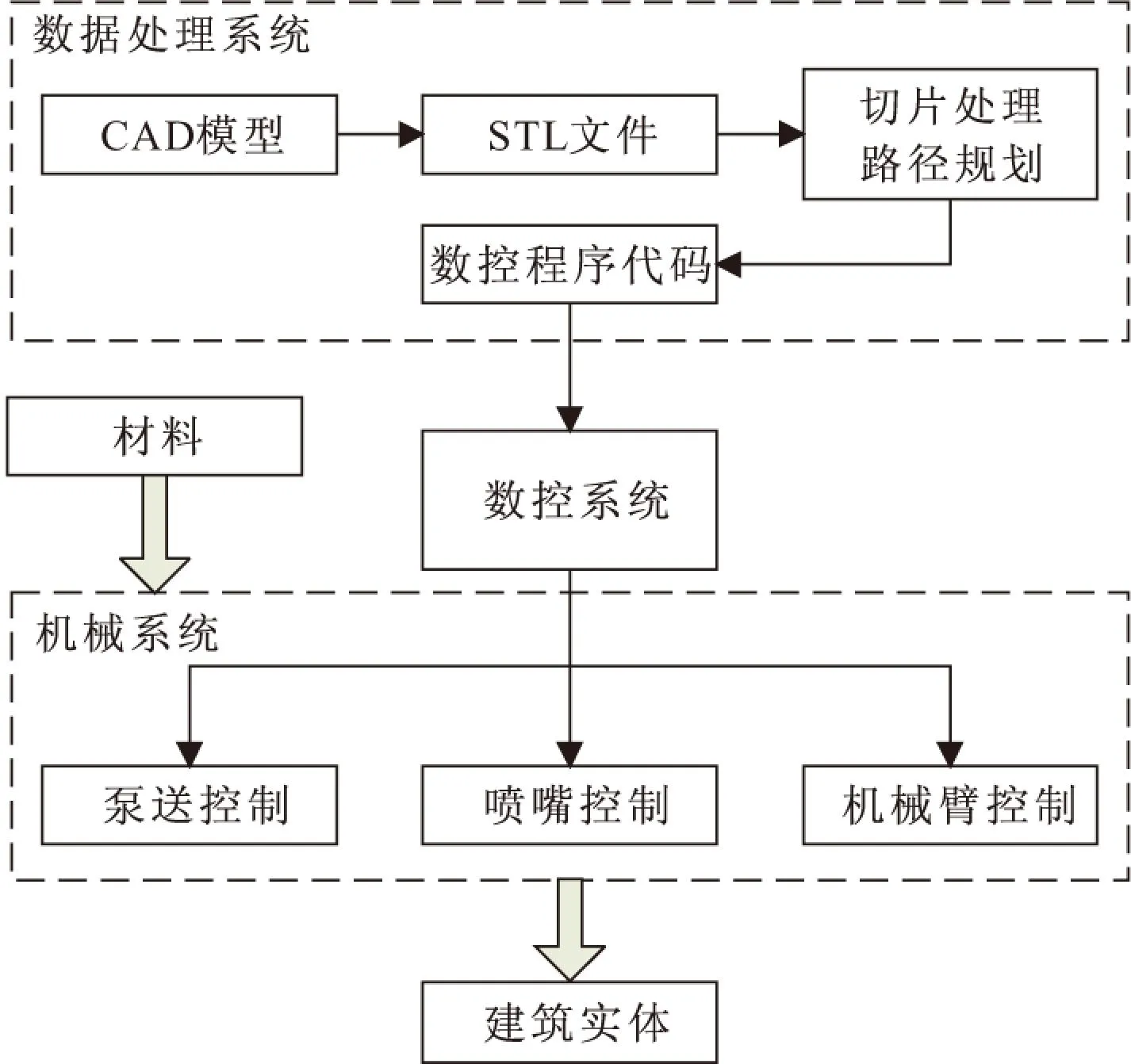
图12 建筑3D打印装置运行流程
首先,利用AutoCAD软件建立目标模型,并将模型输出为STL文件。
其次,将STL文件导入数据处理系统中,经过切片、路径规划等数据处理过程获得控制机械臂运行、螺杆泵及喷嘴开关的数控程序。
再次,利用搅拌装置拌制建筑材料拌合物,并加入泵送装置(螺杆泵)的料斗中,准备就绪。
最后,将数据处理系统得到的数控程序导入控制系统中,数控系统对其予以执行,驱动机械臂、螺杆泵及喷嘴运行,以完成建筑信息模型的实体化建造。
3.2实验材料
(1)原材料
本实验拟采用建筑工程施工中常用的水泥砂浆作为建筑3D打印材料,原材料有水泥、砂、减水剂、早强剂、缓凝剂等。
水泥采用华新牌42.5R硅酸盐水泥,密度3.1 g/cm3,化学成分见表4,主要技术指标见表5。砂的主要性能指标见表6。
减水剂采用苏州市兴邦化学建材有限公司生产的磺化三聚氰胺树脂高效减水剂。
早强剂采用无水硫酸钠试剂。缓凝剂采用葡萄糖酸钠试剂。

表4 水泥化学成分 %

表5 水泥主要技术指标
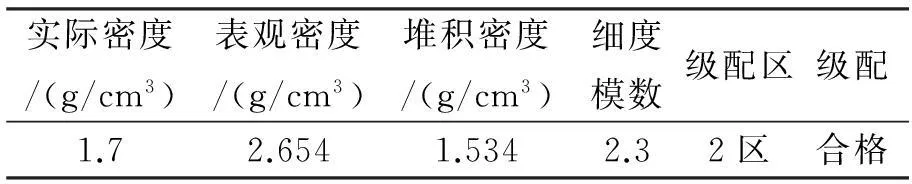
表6 砂的主要性能指标
(2)材料配比
基于挤出固化的建筑3D打印材料在进行材料配比时,需要尽可能地考虑以下性能指标[8, 9]:
1)可挤出性。可挤出性是指新拌制的胶状物通过料斗和泵送系统可以顺畅、连续地到达喷嘴并由喷嘴匀速挤出的能力。
2)可建造性。建筑3D打印中所用的建筑材料的可建造性是指材料可形成自支持,并能支撑打印材料的性能。
(3)可用性。可用性是指最终硬化的材料的力学性能,其抗拉强度和抗压强度与挤出物中空气含量及打印路径有关。
(4)和易性。和易性是指新拌胶状物易于各工序施工操作(搅拌、挤出等)并能获得质量均匀、成型密实的性能,其含义包含流动性、粘聚性及保水性。也称胶状物的工作性。
为了使水泥砂浆尽可能满足以上性能指标,本文采用了课题组李璇[14]在其硕士毕业论文《3D打印混凝土配合比设计及其基本性能研究》中研究的关于建筑3D打印水泥砂浆的最佳配合比,即水灰比0.32、灰砂比1∶1、减水剂掺量0.5%、早强剂掺量1%和缓凝剂掺量0.3%。
3.3实验验证
为验证本文设计的正确性,本文采用以上实验装置及实验材料进行了建筑3D打印输出实验(三维空心圆柱体3D打印实验)。
首先,用AUTOCAD软件建立图13中所示的三维空心圆柱体,圆柱体外径为300 mm,内径为160 mm,高为24 mm。建立好模型之后,将模型输出为STL文件,再将STL文件导入数据处理系统中,在系统界面中设置相关参数,如表7所示。从而输出数控程序到建筑3D打印装置的数控系统中,同时将拌制好的水泥砂浆加入螺杆泵的料斗中。最后,数控系统执行数控程序,进行空心圆柱体的打印输出。
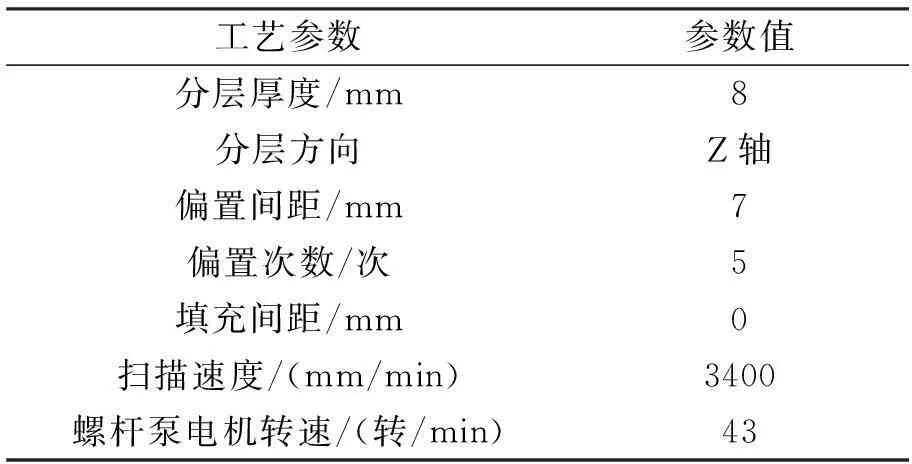
表7 圆环实验工艺参数
表7中的偏置间距是指轮廓偏置扫描时多变形轮廓线向图形内部偏置的间距,一般为喷嘴挤出材料宽度的一半。填充间距是指平行于X轴、Y轴扫描时,扫描线的间距。扫描速度是指机械臂运行速度,可以在数控系统中进行设置。扫描速度和泵送速度两组数据是结合填充间距、分层高度经过多次试验确定的。
实验输出结果如图13所示,整个实验过程较流畅,水平及竖向尺寸精度控制较好,各系统模块运行良好。实验证明,集成了数控系统、XYZ运动系统、螺杆泵、电动喷嘴的建筑3D打印输出装置具备良好的集成控制功能,是可以完成建筑打印输出实验的。因此,本文基于挤出固化的建筑3D打印装置的设计是正确、可行的,可以完成复杂形状的三维数字模型的实体化建造。

图13 圆环3D打印流程
4结语
建筑3D打印技术是一种新兴建造技术,国内外关于建筑3D打印技术的研究尚处于起步阶段,本文设计研制了一套基于挤出固化的建筑3D打印装置,并完成了水泥砂浆构件打印输出实验,希望可以为我国建筑3D打印技术的研究提供借鉴与参考。
当然,建筑3D打印技术还存在许多有待进一步深入研究的问题,比如适用于3D打印并能满足建筑结构性能要求的新型建筑材料的研发,适用于打印大型建筑的新型、巨型建筑3D打印装置的研发。另外,用于评价3D打印建筑稳定性、可靠性、安全性等各项性能指标的评价标准,以及连接构造措施也是亟待解决的一个问题。
参考文献
[1]Everet J, Saito H. Construction automation: demands and satisfiers in the United States and Japan[J]. Journal of Construction Engineering and Management,1996,122(2):147-151.
[2]Khoshnevis B. Automated construction by contour crafting-related robotics and information technologies[J]. Automation in Construction,2004,13(1):5-19.
[3]Kwon H. Experimentation and Analysis of Contour Craf-ting (CC) Process Using Uncured Ceramic Materials [D]. Los Angeles:University of Southern California,2002.
[4]李小丽,马剑雄,李萍,等. 3D打印技术及应用趋势[J]. 自动化仪表,2014,35(1):1-5.
[5]Khoshnevis B, Bekey G. Automated construction using contour crafting——applications on earth and beyond[J]. Rapid Prototyping Journal,2003,989:489-494.
[6]Zhang J, Khoshnevis B. Optimal machine operation planning for construction by contour crafting[J]. Automation in Construction,2013,29(1):50-67.
[7]Lim S,Buswell R A,Le T T,et al. Developments in construction-scale additive manufacturing processes[J]. Automation in Construction,2012,21(1):262-268.
[8]Le T T, Austin S A,Lim S,et al. Hardened properties of high-performance printing concrete[J]. Cement and Concrete Research,2012,42(3):558-566.
[9]Le T T,Austin S A,Lim S,et al. Mix design and fresh properties for high-performance printing concrete[J]. Materials and Structures,2012,45(8):1221-1232.
[10]Z-Corp. Sls-Based 3d Printers [EB/OL]. [2015-05-08]. http://www.zcorp.com/en/Products/3DPrinters/spage.aspx.
[11]王春香,郝志博. 快速成型技术STL模型等厚分层算法研究[J]. 机械设计与制造,2014,(4):133-136.
[12]朱晓鹏. 激光熔覆再制造过程中的分层切片方法[D]. 上海: 上海交通大学,2013.
[13]Ding L, Wei R, Che H. Development of a BIM-based automated construction system[J]. Procedia Engineering,2014,85:123-131.
[14]李璇. 3D打印混凝土配合比设计及其基本性能研究[D]. 武汉:华中科技大学,2014.
Design and Verification of a Building 3D Printing Device Based on Extrusion
QINYa-wei,LUOHan-bin,CHEHai-chao,XUJie
(a.Hubei Engineering Research Center for Digital Construction and Safety;
b.School of Civil Engineering and Mechanics,Huazhong University of Science and Technology,
Wuhan 430074, China)
Abstract:Building 3D printing technology is a new automatic construction technology which has great potential applications in the automatic construction of large size structures. The related research at home and abroad is still in its initial stage. Aimming at extrusion curing printing technology in building 3D printing, this paper developed a extrusion printing device integrated with numerical control technology, mechanical technology and computer technology. This printing device consisted of control systems, XYZ motion system, extrusion system, data processing system,and the specific technical parameters of the system were given. And then, the rationality of this building 3D printing device was verified through the printing experiments. Finally, the analysis was made among all the process of experimental apparatus, experimental materials and experimental verification. The experimental results show that the building 3D extrusion printing device has a good integrated control function, which can complete the construction of the building information model.
Key words:building 3D printing; extrusion printing; device design; experimental verification
中图分类号:TU741. 2
文献标识码:A
文章编号:2095-0985(2016)01-0054-07
基金项目:“十二五”国家科技支撑计划(2012BAK24B00);中央高校基本科研业务费(2015TS119)
作者简介:覃亚伟(1974-),男,湖北宜昌人,讲师,博士,研究方向为土木工程施工与数字建造(Email:qinyawei@ hust.edu.cn)
收稿日期:2015-09-17修回日期: 2015-10-27
